Предложение относится к области технологии высокоточного машино- и приборостроения.
Известны станки, в которых устройство для доводки глухих отверстий выполнено в виде разжимного насаженного на коническую оправку, закрепленную в шпинделе станка притира, снабженного буртом, взаимодействующим с упором, установленным над обрабатываемым отверстием. В этом случае при помощи упора осуществляется подбивка притира. Однако эти устройства имеют ряд существенных недостатков: невозможность автоматизации цикла доводки, отсутствие единой кинематической цепи между притиром и механизмом его разжима, отсутствие возможности равномерного разжима притира, возможность частых захватываний притира в обрабатываемом отверстии.
Все эти недостатки устранены.
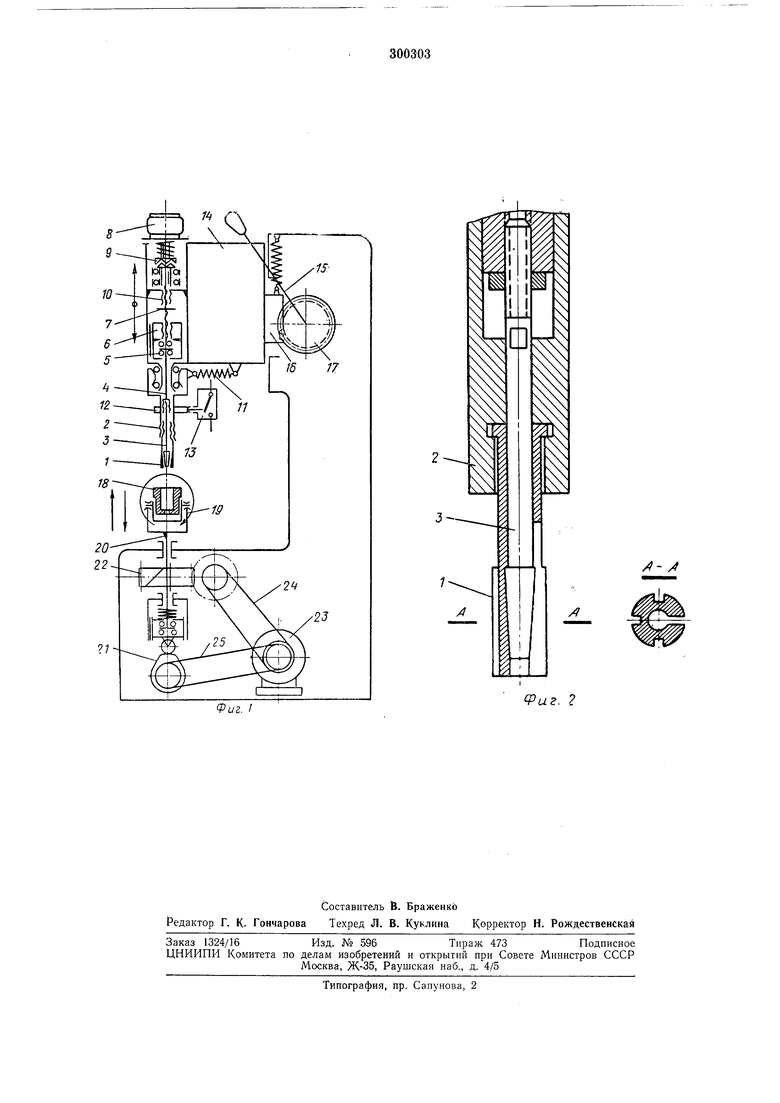
Предлагаемый полуавтомат отличается от известного тем, что с целью осуществления автоматического слежения за усилием резания при многократном пульсирующем движении притира, притир, центрируемый по конической оправке, свободно установлен в радиальном направлении и жестко соединен в осевом направлении с инструментальным шпинделем, на котором укреплен кулачок, воздействующий на выключатель перемещения конической оправки после поворота щпинделя относительно доводочной головки с помощью тарированных пружин, отрегулированных на определенное усилие резания при доводке. Это позволит резко повысить точность обработки глухих отверстий, повысить производительность труда на весьма трудоемких доводочных операциях. На фиг. 1 схематично изображен описываемый полуавтомат; на фиг. 2 - узел крепления притира к шпинделю.
Притир 1 своим концевиком соединен со шпинделем 2, поворот которого ограничен. Коническая оправка 3 жестко связана со щтоком
4, который через упорные подщипники 5 связан с гайкой 6. Дифференциальный винт 7 приводится во вращение от электродвигателя 8 через предохранительную зубчатую втулку 9. Гайка 10 является второй гайкой дифференциального винта 7. При повороте шпинделя 2 происходит сжатие тарированной пружины //, при этом кулачок /2, действуя на микропереключатель 13, отключает двигатель 8. Доводочная головка 14 с помощью рукоятки 15,
рейки /6 и зубчатого колеса 17 может опускаться вниз для ввода притира в обрабатываемое отверстие. Обрабатываемая деталь 18 крепится в приспособлении 19, закрепленном на конце нижнего шпинделя 20. Нижний шпинжение от кулачка 5/ и вращение через пару конических шестерен 22 от двигателя 23 через ременные передачи 24 и 25.
Полуавтомат работает следующим образом.
Деталь крепится в приспособлении 19. Поворотом рукоятки 15 через зубчатое колесо 17 и рейку 16 притир / вводится в обрабатываемую деталь. Одновременно с поворотом рукоятки 15 кулачками, расположенными на валу зубчатого колеса 17 и действующими на конечные выключатели, включаются двигатели 8 и 23. Через ременные передачи 24, 25 и кулачок 21 нижний шпиндель 20 с приспособлением 19 и обрабатываемой деталью начинает совершать вращательное и возвратно-поступательное движения. При включении двигателя 8, который управляет разжимом притира, дифференциальный винт 7, ввинчиваясь в гайку 10, перемещает гайку 6, шток 4 и коническую оправку 3.
За счет перемещения конической оправки 3 вниз происходит разжим притира /, который удерживается от осевого перемещения буртом, расположенным в вытачке гайки, и не препятствует самоустановке притира по оправке в радиальном направлении.
По мере разжима притира возрастает усилие резания, и вращающаяся деталь увлекает за собой всю поворотную шпиндельную головку. Слоимая тарированную пружину // при повороте инструментальной головки, кулачок 12 действует на выключатель перемещения конической оправки, и разлсим притира прекращается. Режим обработки при этом пульсирующий. Процесс продолжается в течение заданного промежутка времени, после чего реле времени автоматически отключает вращение обоих двигателей.
Предмет изобретения
Полуавтомат для доводки глухих отверстий притиром, разжимаемым перемещаемой в полом шпинделе доводочной головки станка конической оправкой при вращательном и возвратно-поступательном движениях шпинделя с изделием, отличающийся тем, что, с целью осуществления автоматического слежения за усилием резания при многократном пульсирующем движении притира, притир, центрируемый по конической оправке, свободно установлен в радиальном направлении и жестко соединен в осевом направлении с инструментальным шпинделем, на котором укреплен кулачок,
5 воздействующий на выключатель перемещения конической оправки после поворота шпинделя относительно доводочной головки с помощью тарированных пружин, отрегулированных на определенное усилие резания при доводке.
.
VU2. 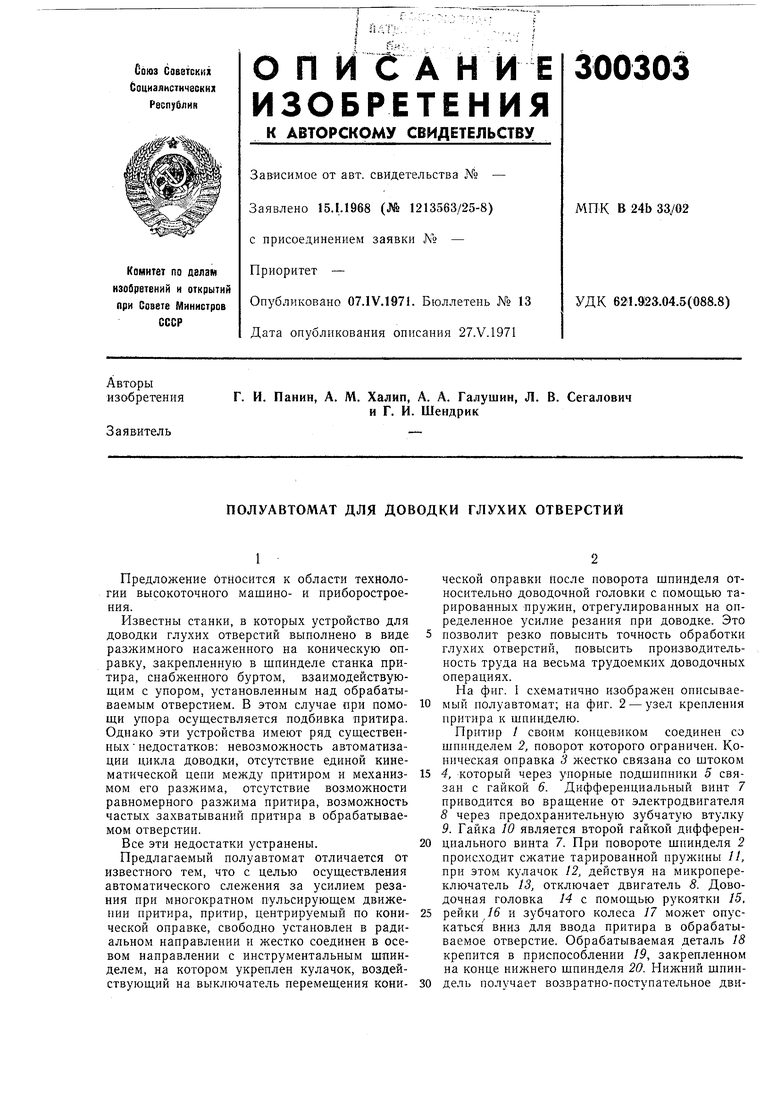

| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для доводки глухих отверстий | 1979 |
|
SU770762A2 |
| Полуавтомат для доводки глухих отверстий | 1980 |
|
SU878528A2 |
| Полуавтомат для доводки глухих отверстий | 1983 |
|
SU1151433A1 |
| Станок для доводки отверстий | 1983 |
|
SU1093512A1 |
| Способ доводки отверстий | 1985 |
|
SU1308448A1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| Полуавтоматический станок для доводки отверстий | 1961 |
|
SU150378A1 |
| Станок для доводки поверхностей вращения | 1982 |
|
SU1039700A1 |
| Устройство для доводки цилиндрических поверхностей | 1977 |
|
SU891379A1 |
| Устройство для управления приводом разжыма притира | 1976 |
|
SU591826A1 |