Автоматы для сборки игольчатых роликоподшипников, в которых иглы и кольца подаются к сборочной оправке из отдельных бункеров, н:,вестны.
Отличительной особенностью предлагаелюго автомата того же тип;1 является выполнение сборочной оправки ступенчатой и снабжение ступени с большим диаметром продольным отверстием, служащим для приема иглы из бункера и переходящим в наружный паз ступени меньшего диаметра, предназначенный для выдачи иглы под воздействием сжатого воздуха в собираемое кольцо, получающее возвратно-вращательное движение на меньщей ступени оправки.
Такое выполнение предлагаемого автомата обеспечивает возможность использования его для сборки игольчатых роликоподпп-шников с одним наружным штампованным кольцом.
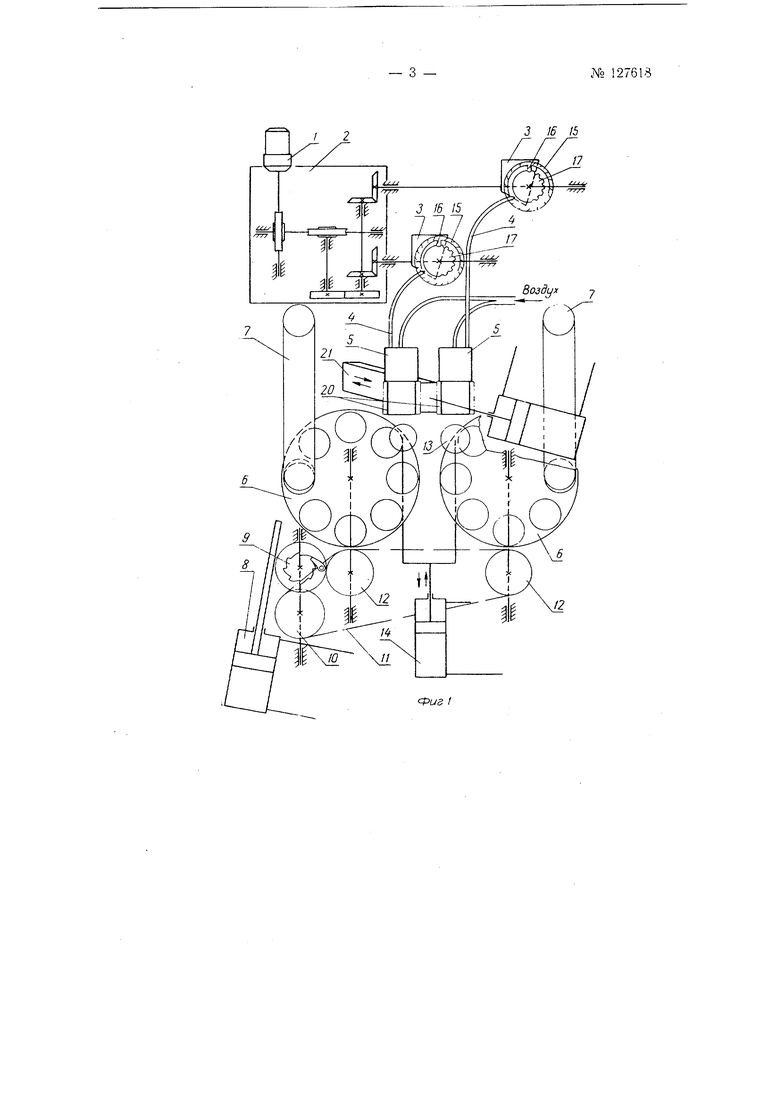
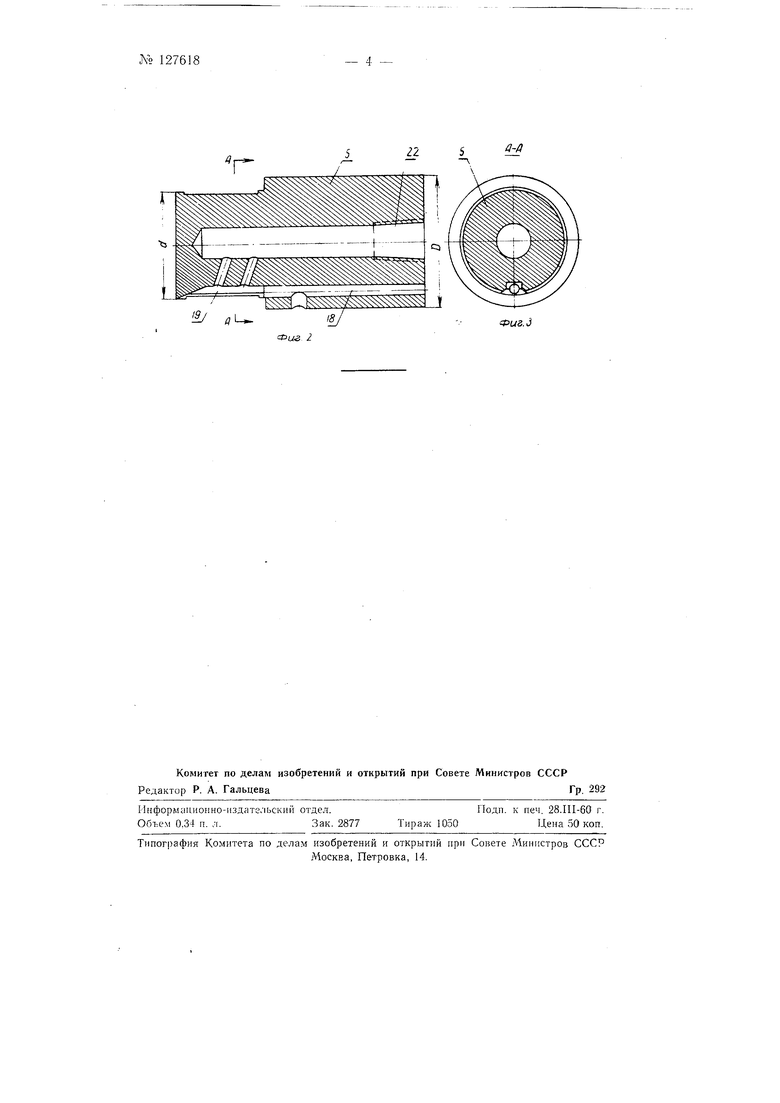
На фиг. 1 схе1матически изображен предлагаемый автомат; на фиг. 2-сборочная оправка автомата в осевом разрезе; на фиг. 3-то же, в разрезе по АА на фиг. 2.
Электродвигатель / через редуктор 2 приводит в движение бункеры 3, выдающие иглы в трубки 4 для подачи их на сборочные оправки 5. Питатели 6 подают подшипниковые кольца на сборку из бункеров 7 под сборочные оправки 5. Привод питателей 6 осуществляется от пневмоцялиндра 8 через храповой механизм 9, ведущую звездочку 10, втулочнороликовую цепь 1 и звездочки 12, сидящие жестко на одном валу с питателями 6.
Подъем идущих на сборку подшипниковых колец с питателей 6 осуществляется подъемниками 13, приводимыми в движение от пневмоцчлиндра 14.
В каждом бункере 5 наружное кольцо 15 захватывает иглы и поднимает их до окна накопителя 16. Из накопителя игла попадает на поверхм- 127618
ность барабана 17 отсчета игл, который имеет на периферии столько пазов, сколько имеется в собираемом подшипнике игл. Эти пазы расположены на половине длины окружности барабана 17, а вторая половина окружности, гладкая, служит отсекателем. Иглы из пазов барабана 17 выпадают в питательные трубки 4 и под действием собственного веса идут по ним к сборочным оправкам 5.
Сборочные оправки 5 выполнены ступенчатыми. Ступень с большим диаметром D снабжена продольным отверстием 18, переходяш..им в наружный паз 19 ст гпенн с меньшим диаметром d. На установленные вертикально Б автомате оправки 5 надвигаются собираемые штампованные кольца 20, которые при помощи ползуна 21 получают возвратно-враш,ательное движение. Иглы поступают из трубок 4 в отверстие 18 оправки, а оттуда в паз 19, выдающий их под воздействием сжатого воздуха, ноступающего в осевое отверстие 22 оправки, в собираемое кольцо 20.
Предмет изобретения
Автомат для сборки игольчатых роликонодшипников с механизмами подачи игл и колец из бункеров к сборочной оправке, отличающийся тем, что, с целью использования его для сборки игольчатых подшипников с одним наружным кольцом, сборочная оправка выполнена ступенчатой и ее ступень с большим диаметром снабжена для приема иглы из бункера продольным отверстием, переходящим в наружный паз ступени меньшего диаметра, предназначенный для выдачи иглы под воздействием сжатого воздуха в кольцо, надетое на меньщую ступень оправки и получающее на ней возвратно-вращательное движение.
3 16 15
Фиг t
22S±
Фиг.о
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки подшипниковых узлов | 1984 |
|
SU1257309A1 |
| Сборочная роторно-конвейерная линия | 1982 |
|
SU1318744A1 |
| Устройство для набора игл в кольца игольчатых подшипников | 1989 |
|
SU1742541A1 |
| Способ сборки игольчатых подшипников, устройство для его осуществления и рабочая головка к устройству | 1990 |
|
SU1783185A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ УПРУГИХ КОЛЕЦ В НАРУЖНЫЕ КАНАВКИ БАЗОВОЙ ДЕТАЛИ | 1991 |
|
RU2043898C1 |
| Автомат для приварки к торцам труб элементов соединительной арматуры | 1974 |
|
SU640830A1 |
| Автомат для сборки уплотнительногоузлА КАРдАННыХ пОдшипНиКОВ | 1978 |
|
SU796513A1 |
| Автомат для сборки внутреннего блока конического роликоподшипника | 1953 |
|
SU121712A1 |
| Автомат для сборки игольчатых подшипников карданного типа | 1976 |
|
SU717422A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |