О5 ОО 00 ОО
Изобретение относится к прокатному производству и может быть применено для скручивания-кантовки раската между пропусками в клетях непрерывного стана.
Цель изобретения - упрощение реализации операции скручивания раската и применяемого для этого оборудования стана.
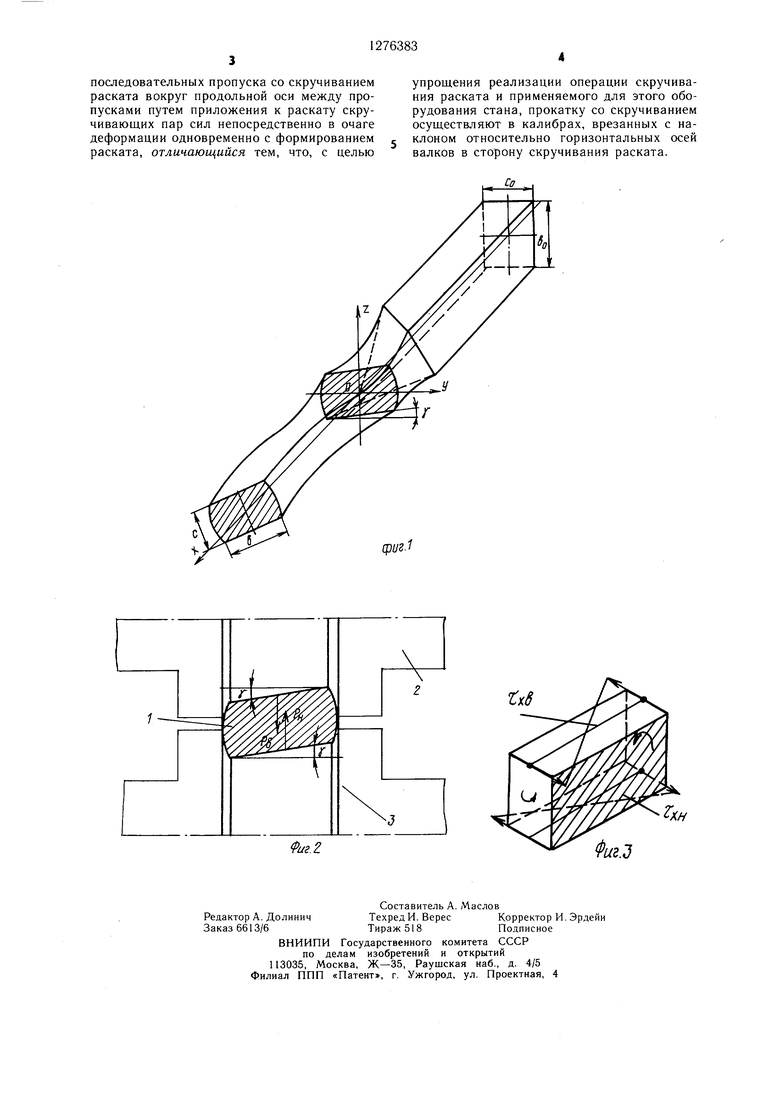
На фиг. 1 изображена схема скручивания раската; на фиг. 2 - наклонно расположенный калибр с раскатом и схема действия на раскат усилий прокатки; на фиг. 3 - схема действия на раскат касательных сил.
Способ реализуется следующим образом.
При прокатке раската 1 (фиг. 1) в калибре, образованном горизонтальными валками 2 и 3 (фиг. 2), образующие которых выполнены по дну калибра под углом , возникают противоположные пары сил, способствующие скручиванию полосы вокруг продольной оси X (фиг. 1 и 2).
Равнодействующие нормальных сил Рн и РВ (фиг. 2) равны по модулю, но не проходят через центр тяжести сечения, поэтому создают момент, скручивающий раскат против часовой стрелки.
Кроме того, ввиду разных окружных скоростей на контактных поверхностях действуют силы трения, способствующие скручиванию раската против часовой стрелки (фиг. 3), причем эти силы создают момент, действующий и на выходе из очага деформации. Активные силы трения (т. - имеют положительный знак и направлены в сторону движения раската) возникают на тех участках контактной поверхности, которые создаются больщим диаметром валка.
Величина угла наклона образующих валков, обеспечивающего кантовку проката на заданный угол / (45 или 90°), на длине L, равной расстоянию между осями валков смежных клетей, определяется по эмпирической формуле, полученной на основе обработки экспериментальных данных по моделированию условия прокатки и кантования на непрерывнозаготовочных станах
99 fc-h
Г 1 LjRAh
где 1,8, ..., 2,2 - коэффициент, зависящий от механических свойств металла, его температуры, условий трения; с -минимальная по геометрическим размерам сторона проката; h - толщина проката на выходе
из клети;
Ah - абсолютное обжатие в клети;R - средний катающий радиус
валка.
При переходе на другой типоразмер проката клеть с валками сдвигается вдоль оси валков до совпадения нужного калибра с осью прокатки.
Пример. В качестве примера рассмотрим процесс прокатки в черновой группе НЗС 900/700/500, начиная с 4 клети. После 4-й клети направление обжатия меняется в каждой последующей на угол, равный л/2. Расстояние между клетями 5500 мм, сталь 45, температура 1100°С. Калибровка проката и необходимый угол наклона образующих ручьев калибра J, определенный по формуле при коэффициенте условий деформации, равном 2, приведены в таблице.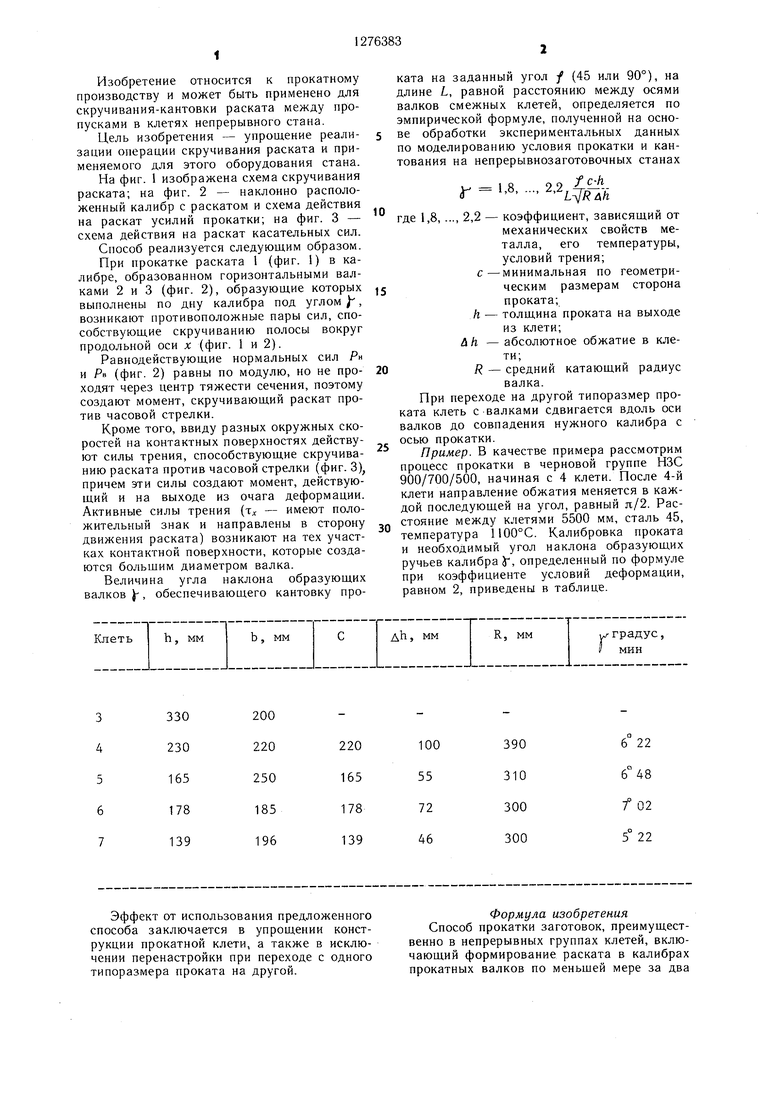
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки заготовок | 1982 |
|
SU1036408A1 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК | 1996 |
|
RU2088349C1 |
| Способ прокатки заготовок | 1990 |
|
SU1779416A1 |
| Способ прокатки на непрерывных станах | 1990 |
|
SU1736647A1 |
| Способ прокатки на непрерывно-заготовочном стане | 1982 |
|
SU1037976A1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛОВЫХ ПРОФИЛЕЙ НА НЕПРЕРЫВНЫХ СТАНАХ | 1992 |
|
RU2048224C1 |
| СИСТЕМА ЧЕРНОВЫХ КАЛИБРОВ ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2021 |
|
RU2784961C1 |
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ РЕЛЬСОВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 2019 |
|
RU2721968C1 |
| Способ прокатки на многониточном непрерывном сортовом стане | 1989 |
|
SU1712010A1 |
| СИСТЕМА КАЛИБРОВ ВАЛКОВ НЕПРЕРЫВНОГО СОРТОВОГО ПРОКАТНОГО СТАНА | 1995 |
|
RU2089305C1 |
Изобретение относится к прокатному производству и может быть применено для скручивания - кантовки раската между пропусками в клетях непрерывного стана. Цель изобретения состоит в упрощении реализации операции скручивания раската и применяемого для этого оборудования стана. Согласно изобретению предусмотрено наклонное расположение калибров в валках, благодаря чему раскат выходит из валков уже в скрученном состоянии и не требуется специальных дополнительных средств и операций по скручиванию раската между клетями. 3 ил., 1 табл.
330
200
230 220
220 165 250 165 178 185 178 139 196 139
Эффект от использования предложенного способа заключается в упрощении конструкции прокатной клети, а также в исключении перенастройки при переходе с одного типоразмера проката на другой.
6 22
390 6 48 310 /02 300 5° 22 300
Формула изобретения Способ прокатки заготовок, преимущественно в непрерывных группах клетей, включающий формирование раската в калибрах прокатных валков по меньщей мере за два
| Шефтель Н | |||
| И | |||
| Технология производства проката | |||
| М.: Металлургия, 1976, с | |||
| Приспособление для соединения пучка кисти с трубкою или втулкою, служащей для прикрепления ручки | 1915 |
|
SU66A1 |
| Способ прокатки заготовок | 1982 |
|
SU1036408A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
