Способ получения выдавок в стенках труб произвольного сечепия путем ввода внутрь заготовок пластическпх материалов, деформирующих поверхность стенок заготовок в соответствии с формой разъемноп матрицы при создании давления на массу пластического материала известен, недостатком его является применение сложного оборудования работающего при больших давлениях.
Предлагаемый способ не имеет этих недостатков, так как он не требует сложного оборудования и ио сравпеиию с известными позволяет осуществлять выдавки в заготовках с меньшими рабочими условиями на инструменты, дает возможность обработки изделий любой длины, и любого сечения с незамкнутым периметром и не требует герметизации устройства.
Уменьщение рабочего усилия достигается, тем, что заготовка помещается в открытой с обеих сторон разъемной матрице, и применением клина, осуществляющего, при протягивании его, давление па пластический слой введенный внутрь заготовки.
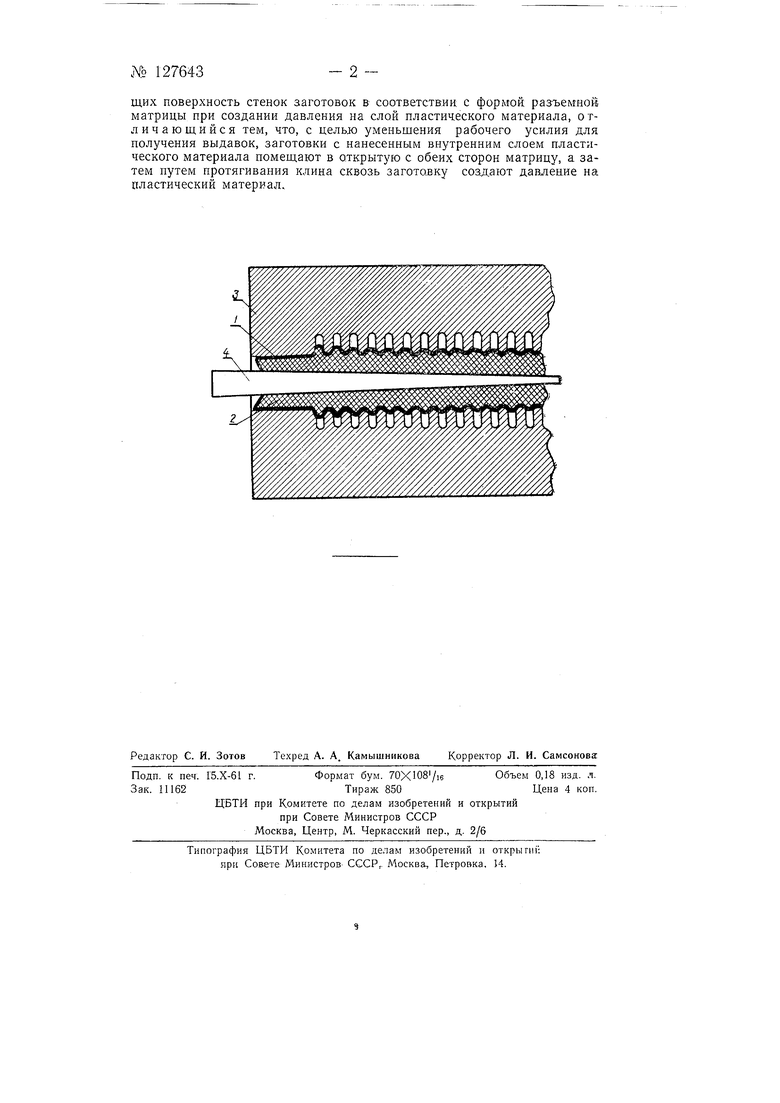
На чертеже схематически изображено устройство для выполнения выдавок по предлагаемому способу.
Внутрь тонкостенной трубы / наносится толстый слой пластического материала 2. Труба / вкладывается в разъемную матрицу 3, впутренняя поверхность которой соответствует наружной юверхности подлежащего изготовлению отрезка гофрированной трубы. Внутрь трубы 1 со слоемпластического материала 2 вводится клин 4 с сечением, соответствующим сечению матрицы. При протягивании клина 4 его поверхности давят на пластический материал 2 и передают давление на стенку трубы J, заставляя ее деформироваться и принимать форму внутренней поверхности матрицы 3.
ГI р е д м е т и з о б р е т о м и я
Способ получения выдавок в стенках труб произвольного сечения путем ввода внутрь заготовок пластических материалов, деформирующих поверхность стенок заготовок в соответствии с формой разъемной матрицы при создании давления на слой пластического материала, отличающийся тем, что, с целью уменьшения рабочего усилия для получения выдавок, заготовки с нанесенным внутренним слоем пластического материала помещают в открытую с обеих сторон матрицу, а затем путем протягивания клина сквозь заготовку создают давление на пластический материал.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ КЕРНОВ КАТОДОВ | 1970 |
|
SU258468A1 |
| УСТРОЙСТВО ДЛЯ ГАЗОСТАТИЧЕСКОЙ ФОРМОВКИ ПОЛЫХ ЗАГОТОВОК | 2014 |
|
RU2564655C1 |
| СПОСОБ ОБРАБОТКИ ДАВЛЕНИЕМ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2012 |
|
RU2516183C2 |
| Способ гибки длинномерных полых изделий с профилем открытого типа | 2018 |
|
RU2691478C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ЗАГОТОВОК С ВНУТРЕННИМИ ВЫСТУПАМИ | 2015 |
|
RU2608153C2 |
| Способ изготовления металлических деталей штамповкой в закрытых штампах | 1948 |
|
SU84896A1 |
| Способ изготовления тепловойТРубы | 1979 |
|
SU817474A1 |
| СПОСОБ ПЛАСТИЧЕСКОГО СТРУКТУРООБРАЗОВАНИЯ МАТЕРИАЛА ДЛИННОМЕРНЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2010 |
|
RU2440865C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ДЕТАЛЕЙ С ОТВОДАМИ ПОСРЕДСТВОМ ГИДРАВЛИЧЕСКОЙ ШТАМПОВКИ | 2013 |
|
RU2538888C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ НАРУЖНЫХ ШЛИЦЕВ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2469834C1 |