12
р / ЗП1311в .7
/ VIII гттття X
MWWj 7
вб
фие.1
(Л
со со ел ел
о со
ным кругом 13, на котором установлены резцы 15 на поворотных осях 14. Механизм перемещения резцов 15 выполнен в виде зубчатого венца IS, закрепленного на подвижной раме 10, обгонной му- фты, размещенной на поворотном круге 13, зубчатых колес Г/, 19, 20, 22, 23, 24 и 26, роликов 21 и муфт сцепления 16. Механизм синхронизации перемещения оправочного приспособле- ;ния выполнен в виде винтовой передачи 11, связывающей подвижную раму 10
с приводным формующим диском 1. Резцы 15 в режиме холостого хода получают вращение через муфты сцепления 16 от колес 17, обкатывающихся по зубчатому венцу 18, а в режиме оправки шеек получают более медленное вращение от электродвигателя 25 через зубчатые колеса 19, 20, 22 и 23 и обгонную муфту, образованную ступицей колеса 22, роликами 21 и обоймой, выполненной за одно целое с колесом 20. 6 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного формования полуфабрикатов изделий со спиральными ребрами | 1984 |
|
SU1276505A1 |
| Устройство для обработки заготовок изоляторов | 1988 |
|
SU1645155A1 |
| Устройство для непрерывного формования изделий | 1977 |
|
SU710799A1 |
| Устройство для непрерывного формования изделий со спиральными ребрами | 1984 |
|
SU1219364A1 |
| Установка для непрерывного формования винтореберных изоляторов | 1977 |
|
SU659382A1 |
| БЕСЦЕНТРОВЫЙ ШЛИФОВАЛЬНЫЙ СТАНОК | 1948 |
|
SU84945A1 |
| ИНЕРЦИОННЫЙ МЕХАНИЧЕСКИЙ ПРУЖИННЫЙ ДВИГАТЕЛЬ С ЭЛЕКТРИЧЕСКИМ УПРАВЛЕНИЕМ И ГЕНЕРАТОРОМ, ВЫДАЮЩИМ ТОК ПОСТОЯННОЙ ЧАСТОТЫ ПРИ ВРАЩЕНИИ РОТОРА ГЕНЕРАТОРА ОТ ИНЕРЦИИ МАХОВИКА | 2000 |
|
RU2179656C1 |
| Тангенциальная шлифовальная машина | 1989 |
|
SU1834946A3 |
| ПОЛУАВТОМАТ ДЛЯ КОНТРОЛЯ и РЕГИСТРАЦИИ МОМЕНТА ПРУЖИННОГО ДВИГАТЕЛЯ | 1973 |
|
SU368582A1 |
| Карусельная установка для изготовления строительных изделий | 1990 |
|
SU1763193A1 |
Изобретение относится к электротехнической промьтшенности и может быть использовано в производстве электрокерамических изоляторов. Цель изобретения - повьшение операций формования спиральных ребер и оформления шеек изоляторов. Устройство содержит приводной формующий диск 1 и оправочное приспособление в виде подвижной рамы 10 с приводным поворот
1
Изобретение относится к электротехнической промышленности и может быть использовано в производстве электрокерамических изоляторов.
Цель изобретения - повьш1ение производительности за счет совмещения операций формования спиральных ребер и оформления шеек изоляторов.
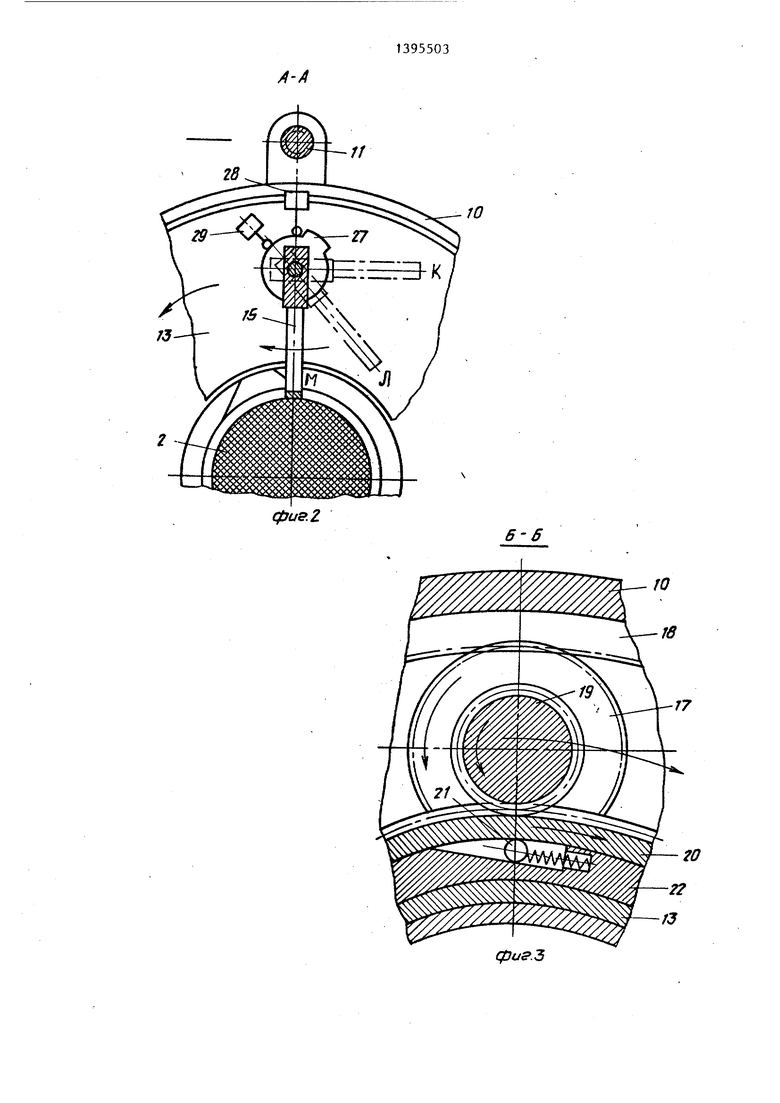
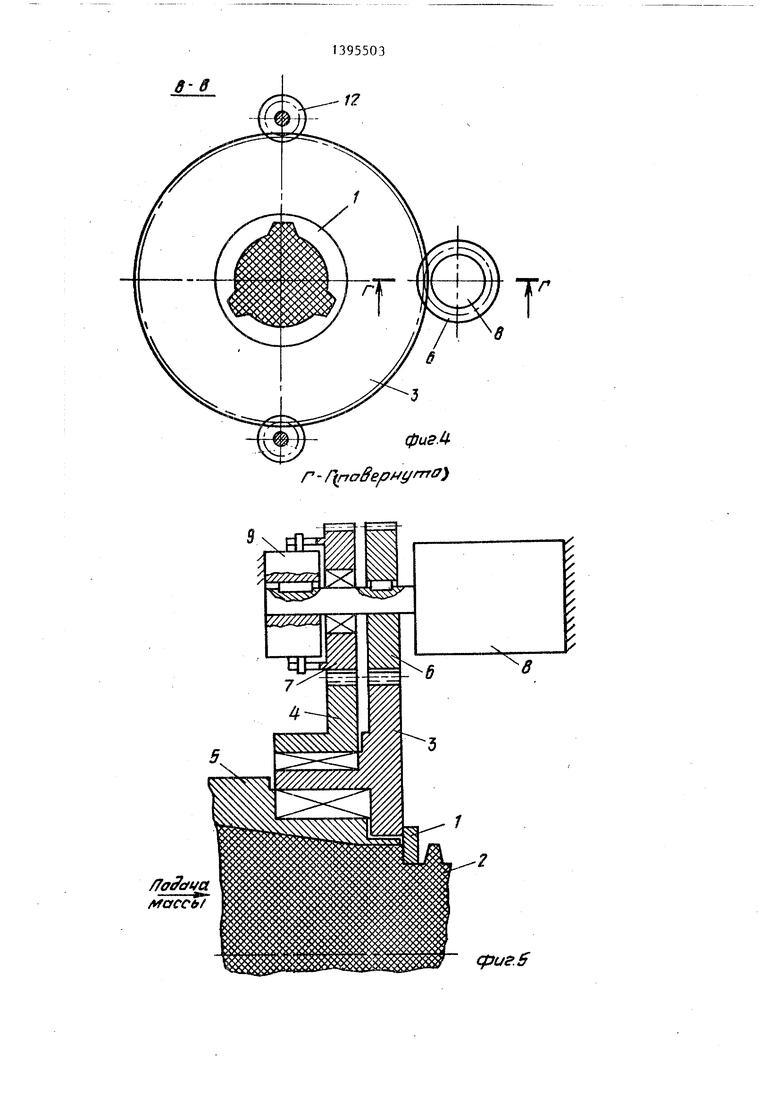
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1 (уменьшено); на фиг. 5 - разрез Г-Г на фиг. 4; на фиг. 6 - принципиальная электрическая схема уст-; рой с ТВ а.
Устройство содернсит приводной формующий диск 1 с отверстием, соответствующим профилю формуемого изолятора 2, Этот диск закреплен на приводном зубчатом колесе 3. Последнее и соосное ему зубчатое колесо 4 установлены с возможностью вращения на выходе вакуум-пресса 5. Колеса 3 и 4 имеют одинаковые параметры зубчатых венцов и входят н зацепление с зубча- .тыми колесами 6 и 7,, первое из которых жестко закреплено на валу электродвигателя 8 привода-формующего диска а второе соединено с этим валом посредством муфты 9 сцепления.
Справочное приспособление содержит подвижную раму 10, в которой выполнены отверстия с резь бой. Подвижная рама 10 установлена на стержнях 11 с винтовой нарезкой и образует с ними передачи винт-гайка. Стержни 11 кинематически соединены посредством
0
5
0
5
0
5
закрепленных на них зубчатых колес 12 с колесом 4. Таким образом, передачи винт-гайка, связывающие приводной формующий диск 1 с подвижной рамой 10, являются механизмом синхронизации перемещения оправочного приспособления.
Поворотный круг 13 подвижно уста- новлен на раме 10 соосно с формуемым изолятором 2. На круге размещены поворотные оси 14 с закрепленными на них резцами 15. Оси 14 с помощью муфт 16 сцепления соединены с зубчатыми колесами 17, которые входят в зацепление с жестко закрепленньвд на раме 10 зубчатым венцом 18. Кроме того, оси 14 выполнены совместно с шестернями 19, входящими в зацепление с зубчатым колесом 20, центральное отверстие которого образует обойму обгонной роликовой муфты, содержащей также подпружиненные ролики 21.- и ступицу, выполненную заодно с зубчатым колесом 22, установленным на поворотном круге 13 с возможностью вращения. Колесо 22 входит в состав зубчатых передач от поворотных осей 14 к приводу поворотного круга 13, содержащих кроме щестерен 19 и колеса 20 зубчатое колесо 23, причем колесо 22 кинематически соединено с колесом 23, образующим один блок с колесом 24, установленным на валу электродвигателя 25, который размещен на раме 10. С колесом 24 кинематически соединено колесо 26, закрепленное на поворотном круге 13. Электродвигатель 25 вместе с зубчатыми колесами 24 и 26
образуют привод поворотного круга 13.
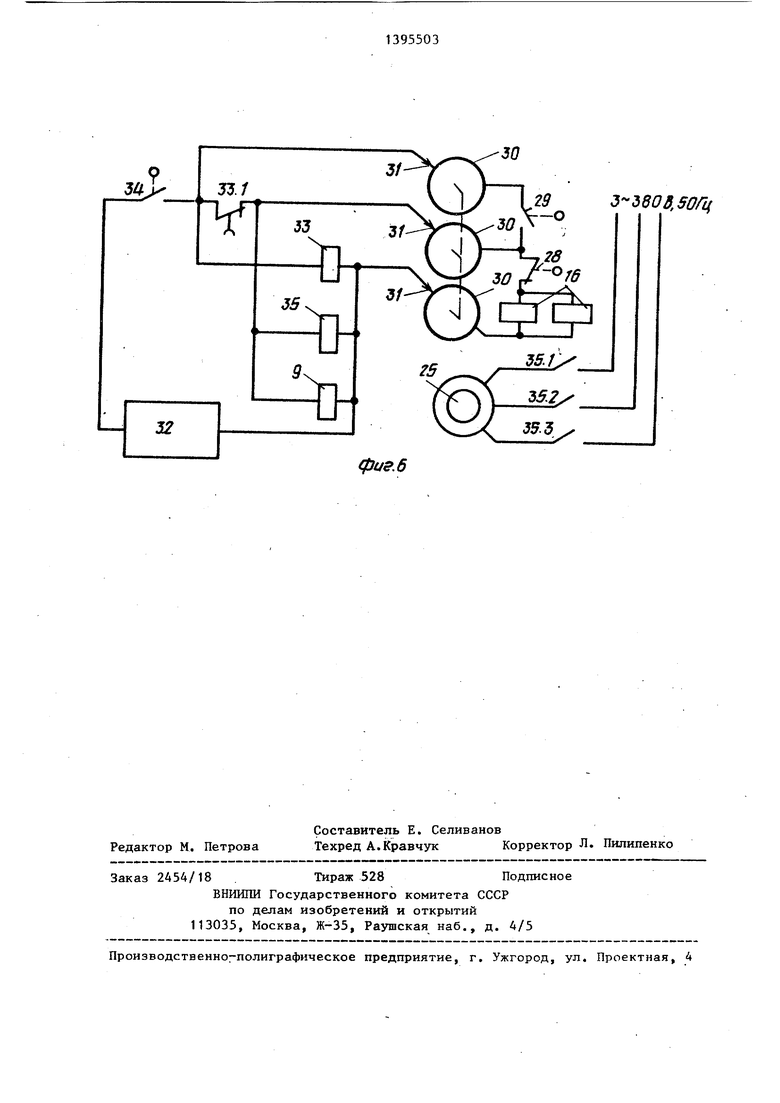
На одной из поворотных осей 14 закреплен кулачок 27, а на поворотном круге 13 установлены имеющие возможность g взаимодействия с кулачком 27 путевые выключатели 28 и 29.
На поворотном круге 13 на изоляционном основании установлены три контактных кольца 30, а на раме 10 также Ю щетки 31 и замкнутый контакт выключана изоляционном основании размещены теля 28 - на обмотки муфт 16 сцеплетри электрощетки 31, контактирующие
с кольцами 30 и предназначенные для
электрической связи обмоток муфт 16
и контактов выключателей 28 и 29 с 15
элементами системы управления.
В систему управления устройства для непрерывного формования изоляторов со спиральными ребрами кроме путеляния.
Муфта 9 сцепления срабатывает, колесо 7 жестко сцепляется с колесом 6 и связанные с ними колеса 3 и 4 на-. чинают вращаться как одно целое благодаря равенству колес 3 и 4 и колес 6 и 7. При этом стержни 11 получают вращение от колеса 4 через колеса 12
тевых выключателей 28 и 29 входит ис- 20 и, ввинчиваясь в раму 10, вызывают
точник 32 питания, реле времени с обмоткой 33 и размыкающим контактом, путевой датчик 34, содержащий контакт, замыка ющийся при взаимодействии датчика 34 с формуемым изолятором 2, а та- кже реле управления с обмоткой 35 и тремя замьжающими контактами, через которые электродвигатель 25 подключен к сети переменного тока.
К источнику 32 питания через кон- 30 совместно с формуемым изолятором 2,
такт датчика 34 подключена обмотка 33 реле времени, параллельно которой подключены обмотка 35 реле управления и обмотка муфты 9 сцепления.
изменяя свою скорость синхронно с из менениями его скорости.
При срабатывании реле управления электродвигатель 25 начинает вращать 35 ся, вызывая через зубчатые колеса 24 и 25 вращение поворотного круга 13. Поскольку муфты 16 при этом сцеплены поворотные оси 14 оказываются жестко связанными с колесами 17, которые.
Устройство работает следующим образом.
В исходном состоянии контакт датчика 34 разомкнут, контакт выключателя
При срабатывании реле управлени электродвигатель 25 начинает враща 35 ся, вызывая через зубчатые колеса и 25 вращение поворотного круга 13 Поскольку муфты 16 при этом сцепле поворотные оси 14 оказываются жестк связанными с колесами 17, которые.
29 разомкнут, а выключателя 28 - зам- 40 обкатываясь по колесу 18, вызывают
кнут. Обмотка 35 реле управления, а также обмотки всех муфт сцепления обесточены, в итоге муфты расцеплены, электродвигатель 25 не вращается.
При продавливании через вращающий- 45 ся формующий диск 1 керамической массы из вакуум-пресса 5 происходит формование изолятора 2 со спиральными ребрами. Для получения стабильных геометрических характеристик изоляторов скорость вращения вала электродвигателя 8 и связанного с ним через колеса 3 и 6 формующего диска 1 изменяется синхронно с изменениями скорости перемещения формуемого изолятора 2, Для этого устройство снабжено датчиком скорости (не показан) изолятора 2, соединенным с приводом формующего диска 1.
поворот осей 14 и подвод резцов 15 изолятору 2. При этом шестерни 19, обкатываясь по колесу 20, вызывают его вращение.
Путем подбора чисел зубьев колес 17 и 18, а также колес 19, 20, 22- 24 и 26 добиваются, чтобы скорость вращения поворотных осей .14 от зубч тых колес 17 была вьш1е их скорости вращения от привода поворотного кру га 13. Благодаря этому скорость вра щения ступицы роликовой обгонной му фты и колеса 22 от привода поворотного круга 13 меньше скорости враще 55 ния обоймы этой муфты и колеса 20, возникающего за счет вращения шесте рен 19 при обкатывании колесами 17 колеса 18.. В результате не происхо дит заклинивания роликов 21 обгонно
50
При достижении заданной длины участка сгшральных ребер происходит срабатывание путевого датчика 34, замыкается его контакт, вызывая подачу напряжения на обмотку 33 реле времени, обмотку 35 реле управления, обмотку муфты 9 сцепления, а также через контактные кольца 30, электротеля 28 - на обмотки муфт 16 сцеплетеляния.
Муфта 9 сцепления срабатывает, колесо 7 жестко сцепляется с колесом 6 и связанные с ними колеса 3 и 4 на-. чинают вращаться как одно целое благодаря равенству колес 3 и 4 и колес 6 и 7. При этом стержни 11 получают вращение от колеса 4 через колеса 12
ее поступательное перемещение в направлении подачи изолятора 2. Числа зубьев колес 4 и 12, а также шаг резьбы стержней 11 выбирают таким образом, чтобы при одном обороте формующего диска 1 рама 10 перемещалась на величину шага спирального ребра формуемого изолятора 2. Тогда рама 10 после срабатывания датчика 34 перемещается
изменяя свою скорость синхронно с изменениями его скорости.
При срабатывании реле управления электродвигатель 25 начинает вращать- ся, вызывая через зубчатые колеса 24 и 25 вращение поворотного круга 13. Поскольку муфты 16 при этом сцеплены,- поворотные оси 14 оказываются жестко связанными с колесами 17, которые.
обкатываясь по колесу 18, вызывают
5
поворот осей 14 и подвод резцов 15 к изолятору 2. При этом шестерни 19, обкатываясь по колесу 20, вызывают его вращение.
Путем подбора чисел зубьев колес 17 и 18, а также колес 19, 20, 22- 24 и 26 добиваются, чтобы скорость вращения поворотных осей .14 от зубчатых колес 17 была вьш1е их скорости вращения от привода поворотного круга 13. Благодаря этому скорость вращения ступицы роликовой обгонной муфты и колеса 22 от привода поворотного круга 13 меньше скорости враще- 5 ния обоймы этой муфты и колеса 20, возникающего за счет вращения шестерен 19 при обкатывании колесами 17 колеса 18.. В результате не происходит заклинивания роликов 21 обгонной
0
муфты и колесо 20 вращается независимо ,от колес 22 и 23.
При подходе резцов 15 к позиции К на фиг. 2 кулачок 27 вызывает раз- с мыкание контакта выключателя 28 и, соответственно, выключение муфт 16 сцепления. Зубчатые колеса 17 при этом вращаются вхолостуюц не передавая вращения на оси 14 и не вызывая tO тем самым вращения колеса 20 в направ- петш выключения обгонной муфты. В результате ролики 21 заклиниваются и ;шестерня 19, вращаясь от зубчатого колеса 20, вызывает вращение поворот- 15 ;ных осей 14 более медленное, чем при jподходе резцов 15 к позиции Л на фиг„ 2.
: Через замкнутый контакт реле 33 времени происходит питание обмоток 20 муфт 9 и 16 и обмотки 35 реле управления. С временной задержкой, задаваемой реле времени, этот контакт размыкается и в дальнейшем питание упоодновременная обработка задней шейки уже отформованного изолятора и передней шейки изолятора, подлежащего формовке.
После обработки шеек осуществляется обрезка изолятора и его съем. Обрезка может быть выполнена, например, ножевидными отрезными резцами, закрепленными на осях 14 и производящими обрезку сразу же за обработкой шейки.
После съема отформованного изоля тора 2 контакт путевого датчика 34 размыкается, обесточивая обмотку 33 реле времени и приводя схему устройства в исходное состояние.
Формула изобретения
Устройство для непрерывного формования изоляторов со спиральными ребрами, содержащее приводной формумянутых обмоток происходит через кон- 25 ° оправочное приспособление в виде подвижной рамы с приводны noBdpoTHbiM кругом, на котором установлены резцы на поворотных осях и механизмы их перемещения, отличающееся тем, что, с целью повьппения производительности за счет совмещения операций формования спиральных ребер и оформления шеек изоляторов, оно снабжено механизмом син хронизации перемещения оправочного приспособления, выполненным в виде винтовой передачи, посредством которой подвижная рама связана с привод- ньш формуюшрнм диском, а механизм перемещения резцов выполнен в виде зу чатого венда, закрепленного на подвижной раме, обгонной муфты, размеще ной на поворотном круге, зубчатых ко лес и муфт сцепления, установленных на поворотных осях, которые кинемати чески связаны посредством зубчатых колес с зубчатым венцом, а посредст- вом других зубчатых колес и обгонной муфты - с приводом поворотного круга
такт выключателя 29, который замыкается в тот момент времени, когда выступ кулачка 27 отхо;щт от выключателя 29. Время задержки реле времени подбирается таким образом, чтобы разомкнутый контакт выключателя 29 вплоть до его замыкания шунтировался контактом реле . При подходе резцов 15 к позиции К на фиг. 2.контакт выключателя 29 размыкается, обмотка 35 реле управления и обмотки муфт 9 и 16 сцепления обесточиваются, прекращается вращение электродвигателя 25 и перемещение подвижной рамы 10. Обработка шейки на этом заканчив ется.
Для .возврата рамтз 10 в исходное положение может быть задано вращение на колесо 4 от дополнительного привода. Этот возврат может происходить в процессе формования следующего изолятора .
При соответствующей форме резцов 15 в устройстве может быть выполнена
одновременная обработка задней шейки уже отформованного изолятора и передней шейки изолятора, подлежащего формовке.
После обработки шеек осуществляется обрезка изолятора и его съем. Обрезка может быть выполнена, например, ножевидными отрезными резцами, закрепленными на осях 14 и производящими обрезку сразу же за обработкой шейки.
После съема отформованного изолятора 2 контакт путевого датчика 34 размыкается, обесточивая обмотку 33 реле времени и приводя схему устройства в исходное состояние.
Формула изобретения
Устройство для непрерывного формования изоляторов со спиральными ребрами, содержащее приводной форму5 ° оправочное приспособле0
л
с
ние в виде подвижной рамы с приводным noBdpoTHbiM кругом, на котором установлены резцы на поворотных осях и механизмы их перемещения, отличающееся тем, что, с целью повьппения производительности за счет совмещения операций формования спиральных ребер и оформления шеек изоляторов, оно снабжено механизмом синхронизации перемещения оправочного приспособления, выполненным в виде винтовой передачи, посредством которой подвижная рама связана с привод- ньш формуюшрнм диском, а механизм перемещения резцов выполнен в виде зубчатого венда, закрепленного на подвижной раме, обгонной муфты, размещенной на поворотном круге, зубчатых колес и муфт сцепления, установленных на поворотных осях, которые кинематически связаны посредством зубчатых колес с зубчатым венцом, а посредст- вом других зубчатых колес и обгонной муфты - с приводом поворотного круга.
фиг.г
6-6
фиё.3
в-в
г - )
xafel
AfOCC
в
фигЛ
сригб
29:5-ЪВОд.50Гц
-О
фиг,б
| Устройство для управления непрерывным формованием изделий с осевой полостью и спиральными ребрами | 1984 |
|
SU1207774A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Установка для непрерывного формования винтореберных изоляторов | 1977 |
|
SU659382A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
