Изобретение относится к оборудованию для очистки проката, в частности к устройствам для струйной обработки длинномерных цилиндрических издели й7 например труб, стержней и T.D
Цель изобретения- повьшенне качества обработки и производительности.
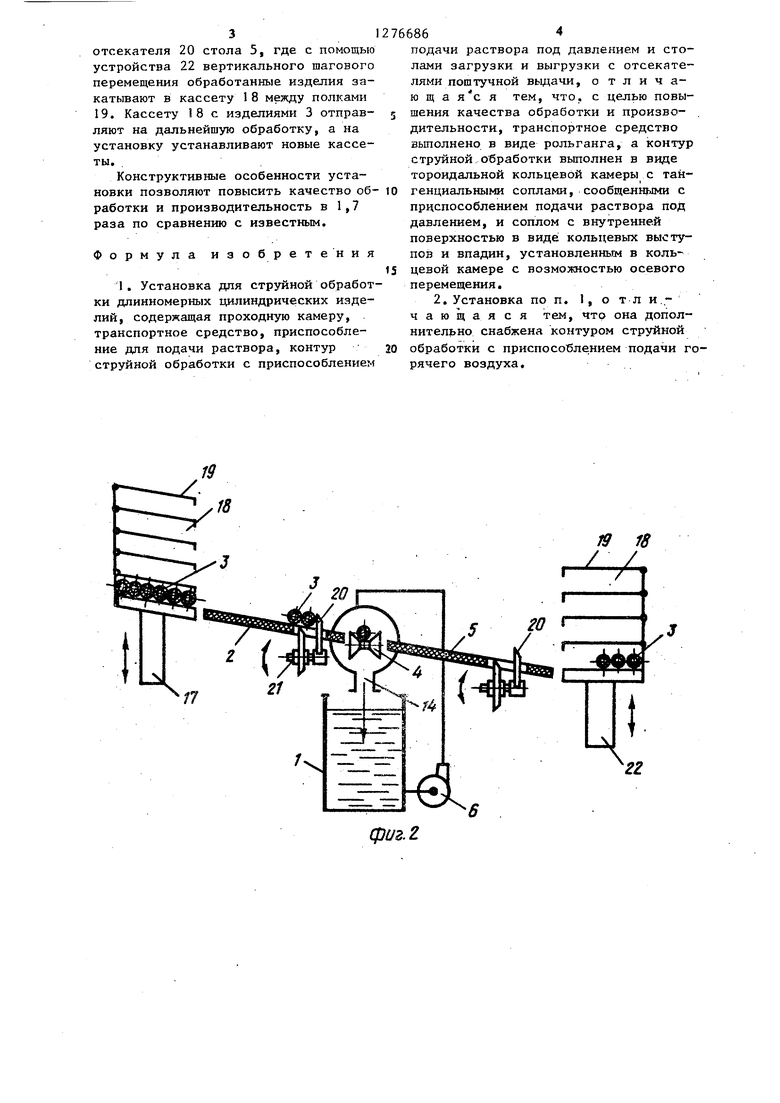
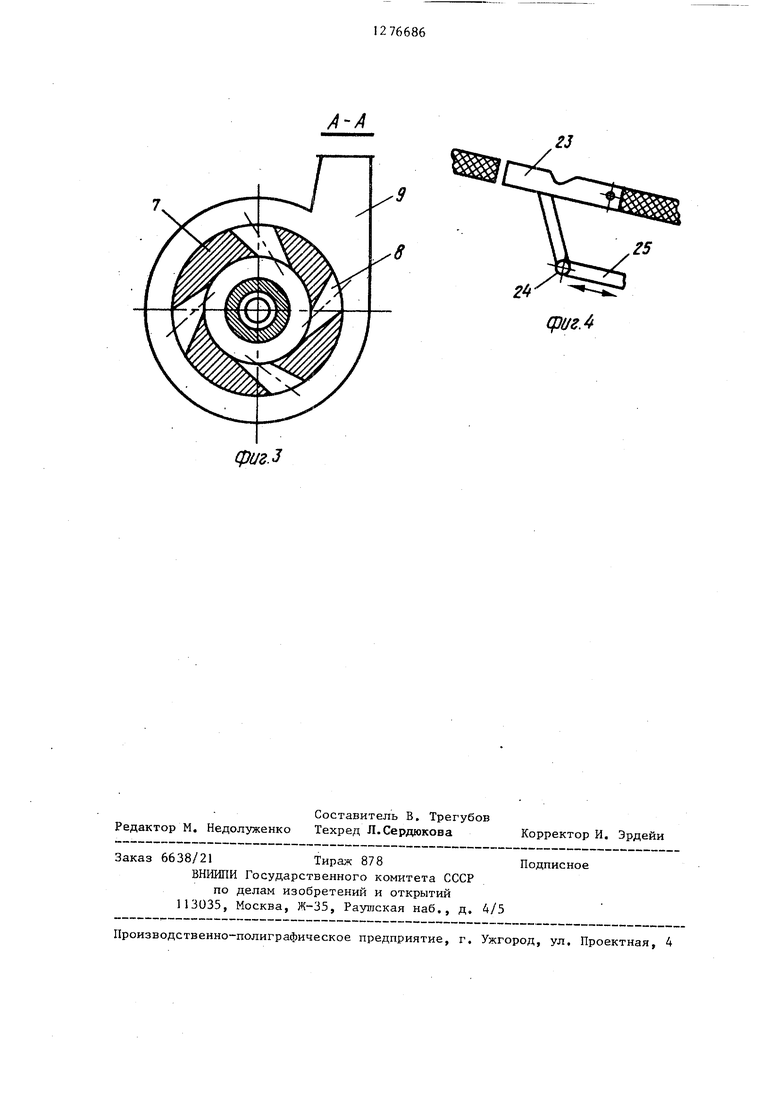
На фиг. 1 представлена установка, общий вид, план; на фиг. 2 - то же, вид ;Сбоку; на фиг, 3 - разрез А-А на фиг. I; на фиг. 4 - выталкиватель разрез.
Установка содержит емкость 1 для раствора, тренспортное средст)зо в виде наклонного стола 2 загрузки изделий 3, рольганга 4 и наклонного стола 5 выгрузки, приспособление 6 для подачи раствора и контур струйной обработки, вьтолненный в виде тороидальной кольцевой камеры 7 с тангенциальными соплами 8, сообщенными через кольцевую камеру 9 с приспособлением 6 подачи раствора под давлением и съемного подвижного в осевом направлении сопла 10с .внутренней поверхностью в виде кольцевых выступов 11 и впадин 12, К соплу 10 примыкает проходная камера 13 с патрубком 14 для вывода раствора в емкость 1. Установка дополнительйо содержит по крайней мере один контур 5 струйной обработки, соединенньм с приспособлением 16 для подачи горячего воздуха и вьтолненный ан;алогич но контуру струйной обработки жидкостью, .
Стол 2 загрузки имеет уклон в сто рону рольганга 4, а стол 5 разгрузки от рольганга расположен под углом 6-7 к горизонтальной плоскости. Угол наклона, столов оптимален, так как снижение угла наклона меньше 6 приведет к остановке изделия в случае его перекоса, повьшение угла наклона вьппе 7 приведет к тому, что изде- лия при перекатьшании могут перека- тьгоаться через другие изделия,, нарушая режим работы установки. Стол 2 загрузки снабжен устройством 17 вертикального шагового перемещения кас- .сети 18 с длинномерными цилищфичес- кими изделиями 3, расположенньми между Г-образными поворотными полками 19 и отсекателем поштучной вьщачи изделий, выполненными по крайней мере из шести отсекателей 20 закрепленных на общей оси 21, соединенной тягой с приводом (не показан).
5
0
5
Стол 5 )зыгрузки снабжен устройством 22 вертикального гаагового пере- мещения кассеты 13 с длинномерными 1утиндрическими изделиями 3, расположенными меяду Г-образ гыми поворотными полками 19, отсекателем 20 и вы-- талкивателем 23, вьтолненным по крайней мере из шести элементов, закрепленных на общей оси 24, соединенной тягой 25 с приводом (не показан). Движение изделий 3 на рольганге 4 ограничено упором 26, Рольганг 4 снабжен приводами 27,
Установка работает следующим образом.
Дпинномерные 1№шиндрические изделия 3 в кассете 18 устанавливают на устройство 17 вертикального maroB iro перемещения так, что уровень верхне- го ручья совпадает с уровнем стола 2 загрузки. Полку 19 поворачивают вверх и изделия 3 скатываются на стол 2 загрузки до отсекателя 20, который при повороте оси 21 отсекает одно изделие 3, последнее скатывается на рольганг 4. С помощью приводов 27 изделие 3 по рольгангу 4 проходит через контур струйной обработки, В контуре струйной обработки промьгоочную жидкость из емкости 1 насосом под давлением нагнетают в проходную камеру 13, откуда через тангенциальные сопла 8 в тороидальную камеру 7 подают струйный вручающийся поток моющей жидкости, движущейся противотоком к изделию 3. С помощью подвижного в осевом направлении сопла 10 устанавливают размер струй и, кроме Toroj за счет волнистой внутренней
Q поверхности сопла 10 .(кольцевых высг тупов 11 и впадин 12) жидкость приобретает турбулентное движение, гидравлические удары которой на поверхность изделия 3 обеспечивают высокое
5 качество отмьгоки. После контура струйной обработки жидкость через проходную камеру 13 и пат.рубки 14 стекает в емкость 1, откуда вновь подают в контур струйной обработки, Изделие 3 поступает в контур 15 струйной обработки воздухом, выполненный аналогично контуру струйной обработки жидкостью, где подогретый воздух подают с помощью приспособления 16, например э.пектрокапорифером.
0
5
0
5
Изделие 3 по рольгангу 4 поступает до упора 26э срабатывает выталкиватель 23, и изделие 3 скатывают до
отсекателя 20 стола 5, где с помощью устройства 22 вертикального шагового перемещения обработанные изделия закатывают в кассету 18 между полками 19. Кассету 18 с изделиями 3 отправляют на дальнейшую обработку, а на установку устанавливают новые кассеты.
Конструктивные особенности установки позволяют повысить качество об работки и производительность в 1,7 раза по сравнению с известным.
Формула изобретения
I. Установка для струйной обработ ки длинномерных цилиндрических изделий, содержащая проходную камеру, транспортное средство, приспособление для подачи раствора, контур струйной обработки с приспособлением
2766864
подачи раствора под давлением и столами загрузки и выгрузки с отсекате- лями поштучной выдачи, о т л и ч а- ю щ а я с я тем, что. с целью повышения качества обработки и производительности, транспортное средство вьшолнено в виде рольганга, а контур струйной.обработки выполнен в виде тороидальной кольцевой камеры с тан10 генциальными соплами, сообщенными с приспособлением подачи раствора под давлением, и соплом с внутренней поверхностью в виде кольцевых выступов и впадин, установленным в коль- 15 ценой камере с возможностью осевого перемещения,
2, Установка по п. 1, о т л и.- чающаяся тем, что она дополнительно снабжена контуром струйной 20 обработки с приспособлением подачи горячего воздуха.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ПОВЕРХНОСТНОЙ ХИМИЧЕСКОЙ ОБРАБОТКИ АВТОМАТИЧЕСКОЙ ЛИНИИ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2002 |
|
RU2223560C2 |
| ТРАНСПОРТНАЯ КАССЕТА ДЛЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1996 |
|
RU2102218C1 |
| УСТРОЙСТВО ЗАГРУЗКИ, РАЗГРУЗКИ И ТРАНСПОРТИРОВКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2003 |
|
RU2243875C2 |
| Устройство для сборки под сваркуи СВАРКи издЕлий | 1979 |
|
SU846199A1 |
| Линия для разбраковки длинномерных трубок | 1982 |
|
SU1117088A1 |
| Загрузочное устройство | 1986 |
|
SU1313644A1 |
| Агрегат для электроконтактной термообработки прутков | 1977 |
|
SU734298A1 |
| ЛИНИЯ ПОДГОТОВКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ К СБОРКЕ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 1996 |
|
RU2127002C1 |
| Моечно-сушильная машина | 1985 |
|
SU1353534A1 |
| Устройство для загрузки и разгрузки кассет стержнеобразными изделиями | 1980 |
|
SU856898A1 |
Изобретение относится к оборудованию для очистки проката, в частности к устройствам для струйной обработки длинномерных.цилиндрических изделий. Цель изобретения - повьше- ние качества обработки и производительности. Изделие 3 по рольгангу 4 проходит через проходную камеру 13; через тангенциальные сопла 8 и торо-. идальную камеру 7 подают струйный вращающийся поток моющей жидкости, движущийся противотоком к изделию 3. После струйной жидкостной обработки изделие 3 поступает в контур 15 струйной обработки воздухом, а затем, по рольгангу 4 поступает до упора 26; срабатывает выталкиватель 23 и изделие скатывают до отсекателя 20 стола 5. 1 з.п . ф-лы, 4 ил. % (Л 16 + - 2д 23 2У 26
Л
гг
фиг, г
q)usA
фиг.З
Составитель В. Трегубов Редактор М. Недолуженко Техред Л.Сердюкова
Заказ 6638/21Тираж 878Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раугаская наб,, д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор И. Эрдейи
| Поточная линия для очистки и изоляции наружной поверхности труб | 1968 |
|
SU897318A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Авторское свидетельство СССР Патент США № 3432346, кл | |||
| Халат для профессиональных целей | 1918 |
|
SU134A1 |
