1
Изобретение относится к сварке, а именно к конструкциям установок для автоматической сварки труб с фланцами.
Известна установка для дуговой сварки в среде углекислого газа кольцевых швов, преимущественно труб с фланцами, содержащая основание, на котором смонтированы роликовый вращатель, сварочные головки, подводящий и отводящий транспортные скаты, перегружатель труб и механизм напрессовки фланцев flj.
Однако такая установка довольно громоздка и малопроизводительна,так как работа перегружателя увеличивает вспомогательное время.
Наиболее близким по технической сущности к предлагаемому является, устройство для сборки под сварку и сварки изделий, преимущественно труб с фланцами, содержаицее смонтированные на основании подъемный стол для подачи изделий, шпиндель с зажимныгии элементами и поджимную планшайбу, установленные с возможностью перемещения в направляющих основания, и механизм загрузки труб 1,2,
Недостатками данного устройства является низкая производительность.
так как подача фланцев на -зажимные элементы шпинделя и планшайбы производится вручную, а также плохая проходимость по лотку труб с соотношением L/d /6. Это связано с тем, что при- малом зазоре между трубой и стенкой лотка возможно заклинивание трубы в лотке, в то время как при увеличении зазора до величины, пре10дотвращающей заклинивание, возможна потеря ориентации трубой.
Цель изобретения - повышение про- изводительности путем механизации процесса подачи изделий в зону сварки.
15
Указанная цель достигается тем, что устройство для сборки и сварки изделий, преимущественно труб с фланцами, содержащее смонтированные на основании подъемный стол для подачи
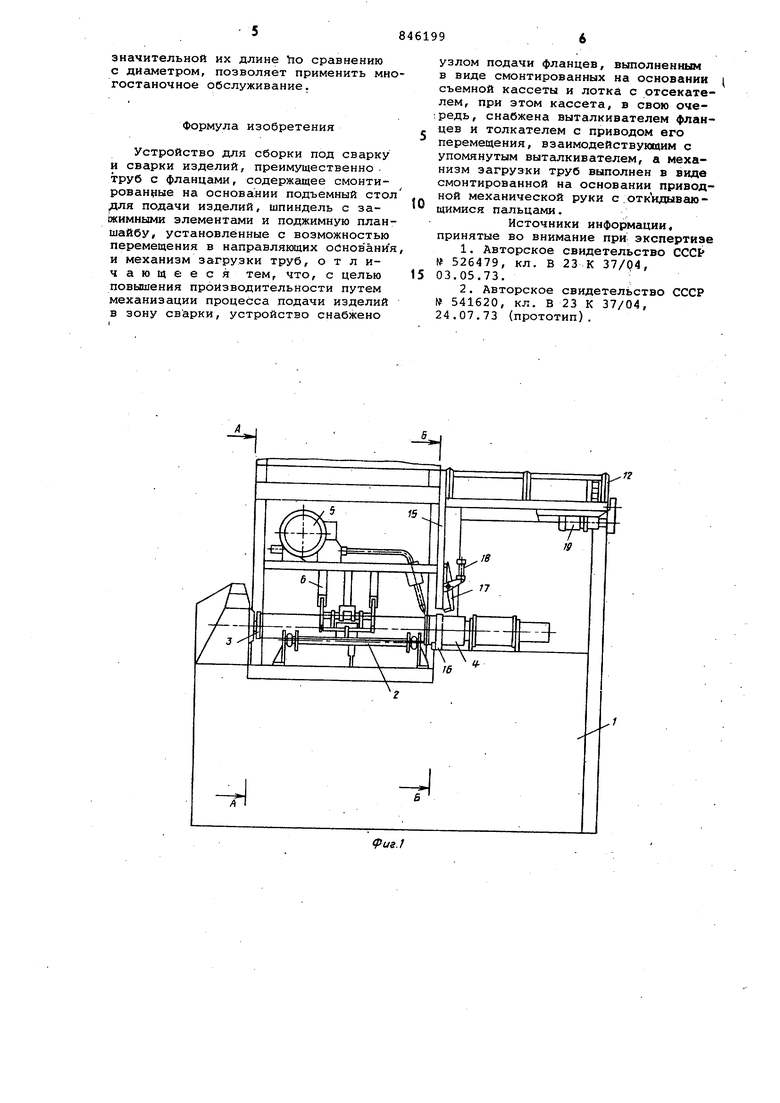
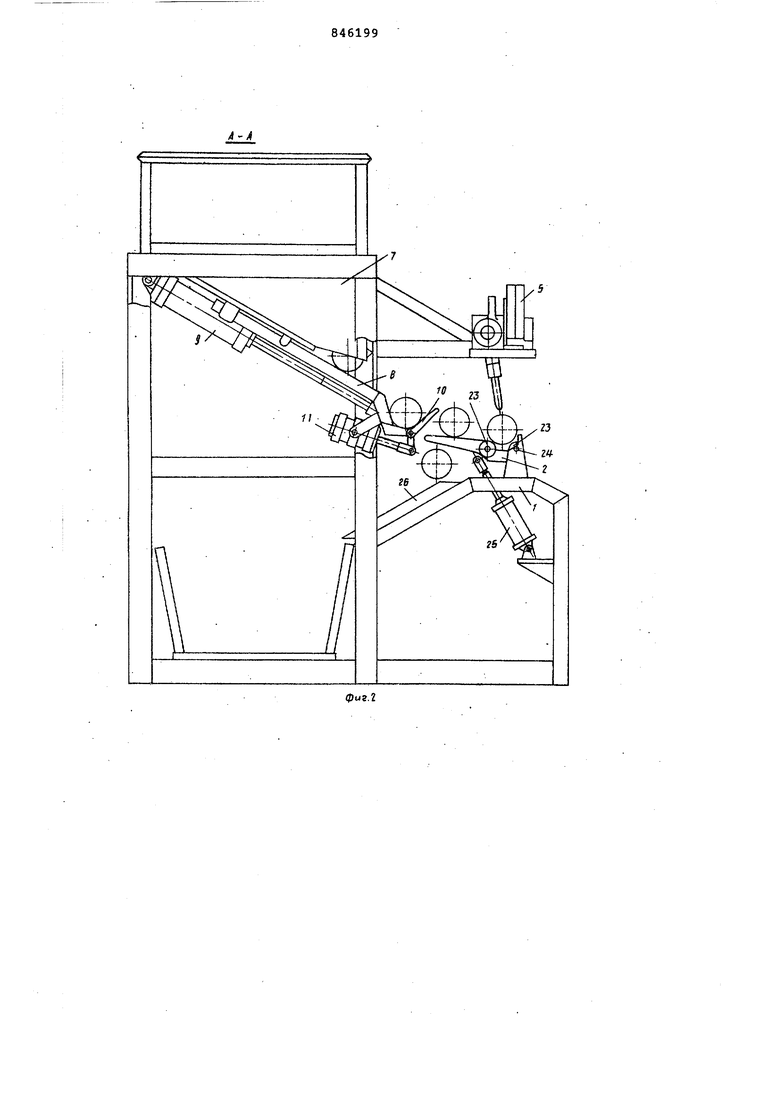
20 изделий , шпиндель с зажимными злементами и поджимную планшайбу, установленные с возможностью перемещения , в направляющих основания, и механизм загрузки труб, снабжено узлом подачи фланцев, выполненным в виде смонтированных на основании съемной кас-сеты и лотка с отсекателем, при этом кассета в свою очередь снабжена выталкивателем фланцев и толкателем с приводом его перемещения, взаимодейатвующим с упомянутым выталкивателе а механизм загрузки труб выполнен в виде смонтированной на основании пр зодной механической руки с откидызающимися. палыдш 1И, На фиг. 1 изображено устройство, вид спереди; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В н фиг. 3; на фиг. 5 - узел I на фиг. Устройство состоит из станины 1, fa которой установлены приемный стол 2, шпиндель 3, поджимная планЫьйба 4, выполненная совместно с пр водом, сварочная головка 5, механизм 6 загрузки труб, содержащий (см. фиг. 2) бункер 7 для труб, подаваемых в зону сварки, механическую руку 8, приводи1 ю в движение цриводом 9, и пальцы 10, откидываюшиеся своим приводом 11. На станине также .размещен узел 12 загрузки фла цев, -содержащий (см. фиг. 3 и 4) основание 13, на которое устанавливаются съемная кассета 14 с фланцами, лоток 15, подающий фланцы в зону сварки к приемноГГу устройству .16, закрепленному на станине 1. На лотке 15 имеется отсекатель 17 с приводом 18, которые обеспечивают поштучную подачу фланцев. На основа нии 13 расположен привод 19 с ходоаым винтом 20, по которому переме 4ается толкатель 21, кинематически Связанный с выталкивателем 22, пост янно, находящимся в кассете 14 (см. фиг. 5). Приемный стол 2 (см. фиг.2 имеет ролики 23, на которые ложится труба и вращается в процессе сва ки. Стол 2 может переводиться в наклонное положение вокруг оси 24 приводом 25 для выдачи готовых изделий на скат 26. Установка работает следующим образом. Бункер 7 механизма загрузки труб заполняют пакетом труб. Механическа рука 8 находится в крайнем левом положении (см. фиг. 2), пальцы 10 находятся в крайнем верхнем положении. Одна труба через отверстие бун кера 7 поступает под собственным весом на механическую руку 8. На Основании 13 узла загрузки фланцев устанавливается кассета 14, заполненная фланцами, при этом толкатель 21 входит в зацепление с выталкиват лем 22 кассеты 14, Приемный стол 2 находится в исходном в.ерхнем положении (фиг, 2), отсекатель 17 нахо дится в крайнем по ходу часовой стрелки положении см. фиг. 1), перекрывая своими нижними штифтами вы ходное отверстие лотка 15. Включением привода 19 через ходо вой винт 20 и толкатель 21 приводит ся в движение выталкиватель 22 (см, фиг, 4 и 5), который выталкивает фл цы одновременно из четырех ручьев кассеты 14 в лоток 15 (см. фиг. 3) i до упора в отсекатель 17, по заполнению лотка привод 19 автоматически отключается. Установка подготовлена к работе. При нажатии кнопки Пуск на пульте управления, включением привода 9 из-под бункера 7 выдвигается механическая рука 8 с трубой (см. фиг. 2). По достижении крайнего правого положения включается привод 11 и откидываются в нижнее положение пальцы 10. Труба скатывается на ролики 23 приемного, стола 2, а механическая рука 8 с пальцами 10 возвращается в исходное положение за следующей трубой. При поступлении трубы на ролики 23 приемного стола 2 включается привод 18, и отсекатель 17 вьщает один фланец в приемное устройство 16, одновременно верхний штифт отсекателя перемещается влево (см. фиг. 1) и, попадая в отверстие следующего фланца, отсекает остальные фланцы. Затем реле времени снова включает привод 18 и отсекатель 17 возвращается в исходное положение, фланцы подвигаются до нижних штифтов отсекателя. После поступления фланца в приемное устройство 16 поджимная планшайба 4, перемещаясь влево (см. фиг. 1), проходит через приемное устройство 16 (см. фиг. 3), захватывает фланец, собирает его с трубой и прижимает собранное изделие к шпинделю 3. Затем система управления включает привод вращения шпинделя 3 и включает в работу сварочную-головку 5. Производится сварка фланца с трубой. После сварки реле времени, настрое.нное на определенную длину шва отключает сварочную головку 5 и привод вргицения шпинделя 3. Поджимная планшайба 4 возвращается в исходное положение, освобождая готовое изделие. Включается привод 25, и приемный стол 2, вращаясь вокруг оси 24, переводится в наклонное положение, и готовое изделие скатывается с него по скату 26 в емкость. После зтого стол возвращается в исходное положение, и весь процесс сборки и сварки повторяется. При выработке фланцев из лотка 15 до определенного уровня система управления включает привод 19 и заполняет фланцами лоток, т.е. пополнение лотка фланцами производится периодически. Весь процесс сборки и сварки обеспечивается автоматической системой управления. Использование предлагаемой установки снижает трудоемкость и повышает производительность за счет полной автоматизации процесса сборки и сварки труб с фланцами, устраняет возможности заклинивания труб при
значительной их длине по сравнению с диаметром, позволяет применить многостаночное обслуживание.
формула изобретения
Устройство для сборки под сварку и сварки изделий, преимущественно труб с фланцами, содержащее смонтирован 1ые на основании подъемный стол для подачи изделий, шпиндель с зашсимными элементами и поджимную планшайбу, установленные с возможностью перемещения в направляющих оСнования и механизм загрузки труб, отличающееся тем, что, с целью повышения производительности путем механизации процесса подачи изделий в зону сварки, устройство снабжено
узлом подачи фланцев, выполненным в виде смонтированных на основании съемной кассеты и лотка с ртсекателем, при этом кассета, в свою оче:редь, снабжена выталкивателем фланцев и толкателем с приводом его перемещения, взаимодействующим с упомянутым вытсшкивателем, а механизм загрузки труб выполнен в виде смонтированной на основании приводной механической руки с откидывающимися пальцами.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 526479, кл. В 23 К 37/Q4,
5 03.05.73.;
2.Авторское свидетельство СССР № 541620, кл, В 23 К 37/04, 24.07.73 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и сварки трубы с фланцем | 1980 |
|
SU893490A1 |
| УСТРОЙСТВО для СБОРКИ и СВАРКИ ИЗДЕЛИЙiczcosciiA:^]-^ n.\T^ilTi!!5 •<^т:::/;ИЧЕскАП•i'ioAilOTcKA | 1965 |
|
SU174294A1 |
| Устройство для обработки вращающихся заготовок | 1973 |
|
SU541620A1 |
| Автоматизированная линия изготовления крутоизогнутых отводов | 1989 |
|
SU1708475A1 |
| Устройство для подачи на шпалы подкладок | 1989 |
|
SU1670024A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| Автооператор | 1979 |
|
SU772809A1 |
| Устройство для манипулирования деталями при обработке | 1988 |
|
SU1717302A1 |
| ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ГОФРИРОВАНИЯ ЖАРОВОЙ ТРУБЫ | 2004 |
|
RU2273539C1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |


/
; h
iff-t; |i |i l --JLJUlJJ
13
Ж.
JS
114 IIII Il-+--l--t I I I r I
.n I 1 I
