Изобретение относится к листовой штамповке.
Целью изобретения является уменьшение усилий деформирования.
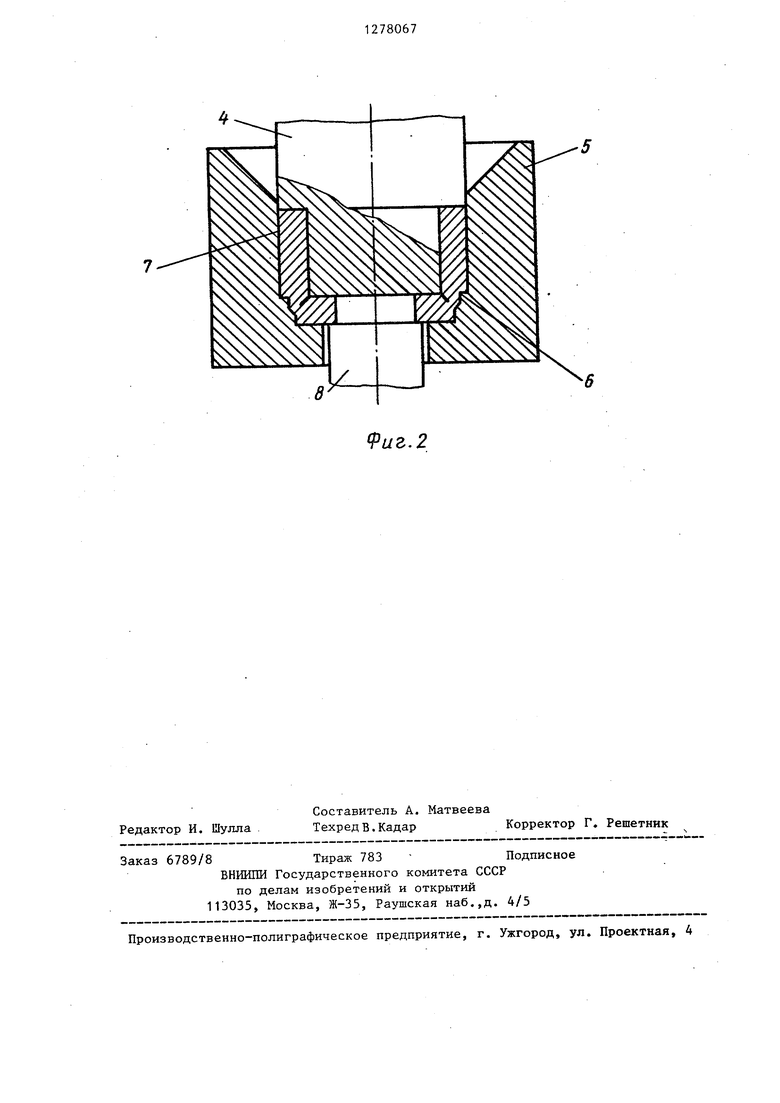
На фиг. 1 показана штучная заготов ка с кольцевыми углублениями V-образ- ной и П-образной форм; на фиг, 2 - штамг( до1я вытяжки и калибровки готового изделия.
Способ изготовления полых изделий осуществляется следувзщим образом.
В плоской заготовке 1 выполняют с обеих сторон кодьцевые угл бления, одно 2 из которых имеет V-образную форму с углом 90 между сторонами,а другое 3 - П-образную форму. Углубления 2 и 3 располагают одно напротив другого на участках заготовки 1,соответствующих зоне сопряжения дна со стенкой готового изделия. Глубина V- образного углубления 2 равна глубине П-образного углубления 3,, а их суммарная глубина - произведению коэффициента вытяжки и толщины исходной заготовки.
Затем заготовку 1 укладывают в штамп, обращая ее V-обрааным кольцевым углублением 2 к пуансону 4, .и производят вытяжку в матрицу 5, образуя сначала полуфабрикат конической формы, а затем - полое изделие цилиндрической формы. При вытяжке стороны V-образного углубления 2 смыкаются, а стороны П-образного углубления расходятся. В конце вытяжки изделие соприкасается с выступом 6 матрицы 5 и выступом 7 пуансона 4 - происходит калибровка стенок изделия обжатием до получения изделия правильной 1Ч :О -1етрической формьь Готовое изделие удаляют выталкивателем 8.
Зазор между пуансоном 4 и матрицей 5 в цилиндрической части равен
J
толпщне исходной заготовки, в результате стенка изделия в процессе вытяжки имеет одинаковую толщину по сечению и удлиняется, поэтому длина рабочей части пуансона 4 до выступа 7 доллсна быть больше расстояния от кольцевых углублений 2 и 3 до края плоской штучной заготовки 1.
Предлагаемый способ позволяет уменьшить усилия деформирования при изготовлении.полого изделия, так как деформируется только часть заготовки между кольцевыми углублениями. Кроме того, изделия получаются хорошего качества - одинаковая толщина стенки изделия по всей его высоте.
.Формула из об р е т е н и я
Способ изготовления полых изделий из листовой штучной.заготовки,путем предварительной вытяжки пуансоном в матрицу конического полуфабриката и окончательной вытяжки цилиндрического изделия., отличающийся .тем, что, с целью уменьшения усилий деформирования, перед предварительной вытяжкой на обеих сторонах штучной заготовки на участках, соответствующих зоне сопряжения дна со стенкой цилиндрического изделия, выполняют кольцевые углубления V-образной и П-образной в сечении, суммарная глубина которых равна произведению коэффициента вытяжки и толщины заготовки, в процессе предварительной вытяжки на заготовку воздействуют со-стороны V-образного углубления, а после окончательной вытяжки осуществляют калибровку путем воздействия деформирующим усилием на торец заготовки в осевом направлении
иг./
Редактор И. Шулла
Составитель А. Матвеева
Техред в. Кадар Корректор Г. Решетник
Заказ 6789/8Тираж 783 -Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб.,д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
(Риг.2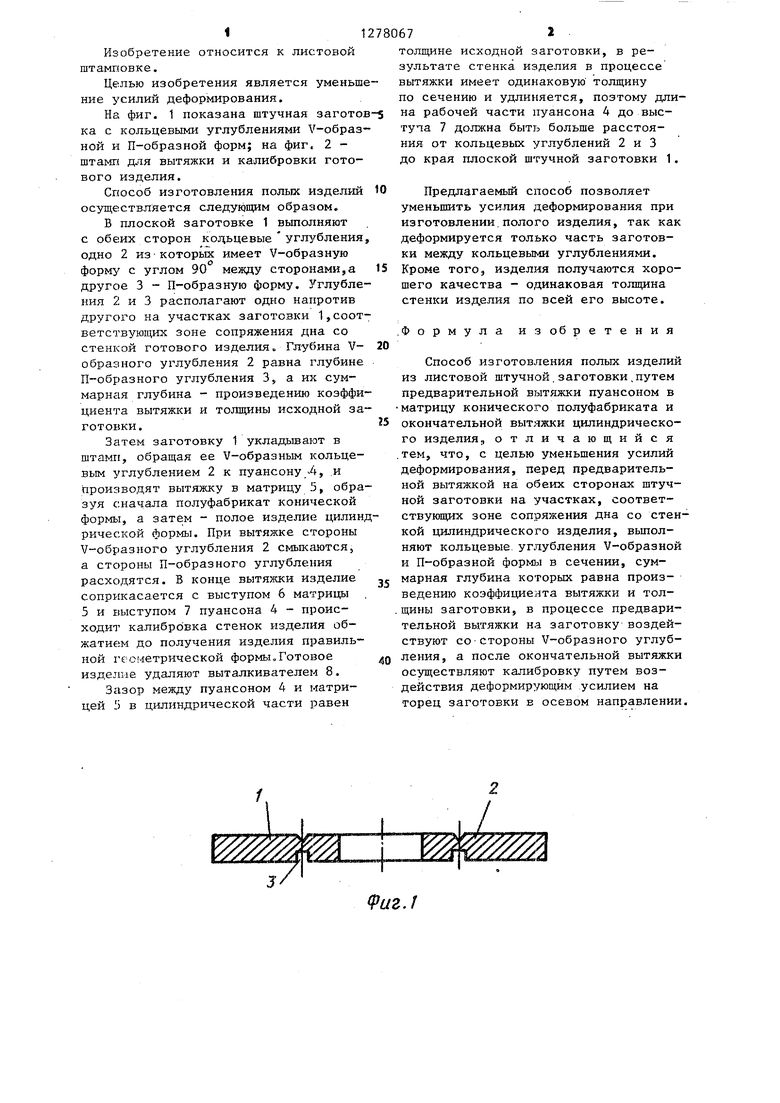
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых изделий из листовой штучной заготовки | 1987 |
|
SU1690908A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2433012C1 |
| Способ изготовления полых изделий | 1992 |
|
SU1807914A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 2003 |
|
RU2252836C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| Способ изготовления полых тонкостенных изделий с многослойным краевым утолщением в виде профильного венца | 1987 |
|
SU1480956A1 |
| Способ изготовления полой заготовки баллончика | 1991 |
|
SU1819173A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТИПА ТОНКОСТЕННОГО СОСУДА И ЗАГОТОВКА ДЛЯ КОМБИНИРОВАННОЙ ВЫТЯЖКИ СТАКАНА | 1992 |
|
RU2047412C1 |
| Способ штамповки полых осесимметричных изделий | 1976 |
|
SU633643A1 |
| Способ изготовления полых изделий из листового металла | 1984 |
|
SU1227290A1 |
Изобретение относится к листовой штамповке и может найти применение в машино- и приборостроительной про- мьшшенности. Целью изобретения является уменьшение усилий деформирования при изготовлении полых изделий путем вытяжки. На штучной заготовке перед втяжкой вьшолняют кольцевые углубления на участках соответствующих зоне сопряжения дна со стенкой полого изделия. Одно из углублений имеет V-об- разную форму в сечении, а другое - П-образную. Ширина углублений одинаковая, а суммарная глубина равна произведению козффициента вытяжки и толщины исходной заготовки. Вытяжку осуществляют в два этапа, получая сначала конический полуфабрикат, а затем цилиндрическое изделие. В процессе вытяжки на заготовку воздействуют пуансоном со стороны V-образного углубления. Затем производят калибровку торцово й осадкой. 2 ил. с (Л
| Скворцов Г.Д | |||
| Основы конструирования штампов для холодной листовой штамповки | |||
| М.: Машгиз, 1972, с | |||
| Аппарат для нагревания окружающей его воды | 1920 |
|
SU257A1 |
| Переносное устройство для вырезания круглых отверстий в листах и т.п. работ | 1919 |
|
SU226A1 |
