1
Изобретение относится к расфасовочно-упаКовочному оборудованию, в частности к устройствам для упаковки стержнеобразных изделий.
Известны устройства для упаковки стержнеобразных изделий, например сварочных электродов во Влагонепроницаемую бумагу, содержащие 1питатель, формирователь пучка изделий, механизм для подачи упаковочного материала, режущий инструмент, приспособление для нанесения клея, механизм Для формования обечайки, имеющий обжимные створки и упоры для выравнивания торцов пучков изделий, и механизм для заделки торцов упаковок.
С целью повышения плотности упаковки предлагаемое устройство снабжено механизмом для формования плоских упаковок, выполненным в виде подъемно-опускных плит с подпружиненными подвесками.
С целью повышения надежности работы механизм для формования плоских упаковок снабжен вибратором для упаковок, установленным под плитами с подвесками и связанным с ними с помощью рычажной системы.
Механизм для формования обечайки выполнен в виде ротора с выдвижными в осевом направлении цилиндрами, наружная поверхность которых предназначена для формования обечайки, а внутренняя - для ввода
сформированного пучка изделий и внутри Которых расположены подвижные упоры для выравнивания и ориентации пучка изделий относительно краеЁ обеЧайки, при этом ротор
снабжен прижимными планками для клеевого шва обечайки аа цилиндре и тол кателем. Для получения шва ввахлестку и получения обечаек различных типоразмеров створки шарнирно соединены с направляющими
тягами и подъемно-опускным ползуном, несущим подпружиненный фланец и взаимодействующим с упором.
Кроме того, устройство снабжено дополнительным прижимным бесконечным конвейером.
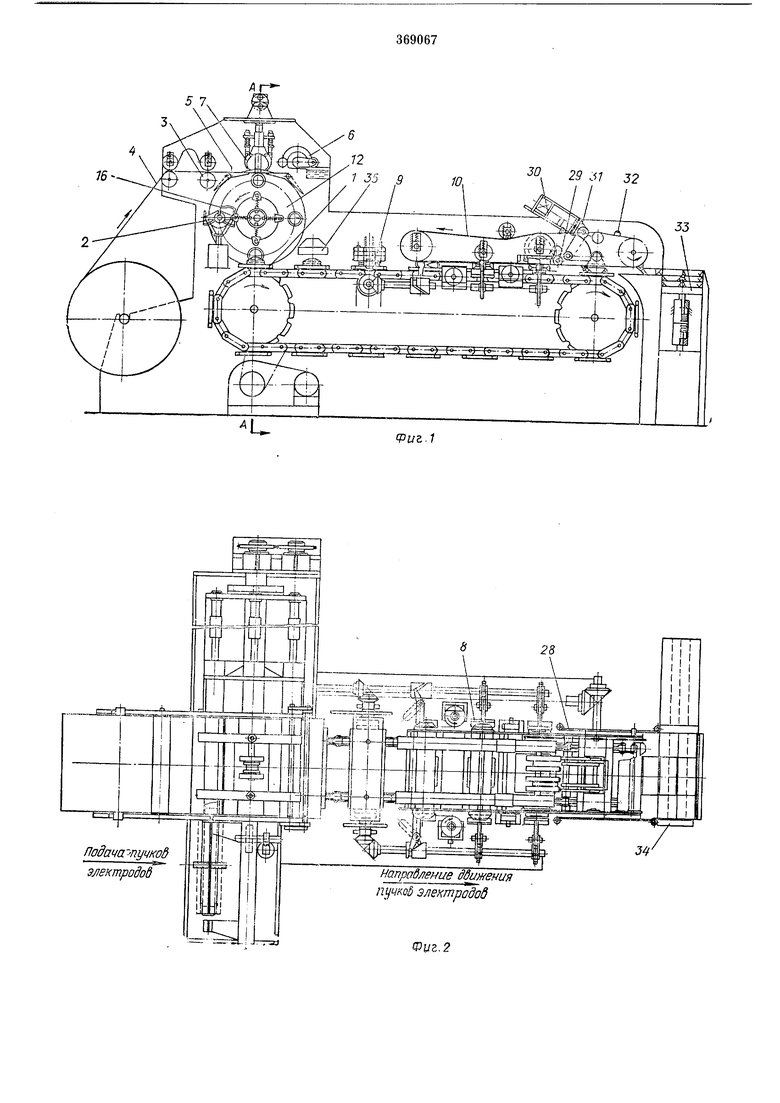
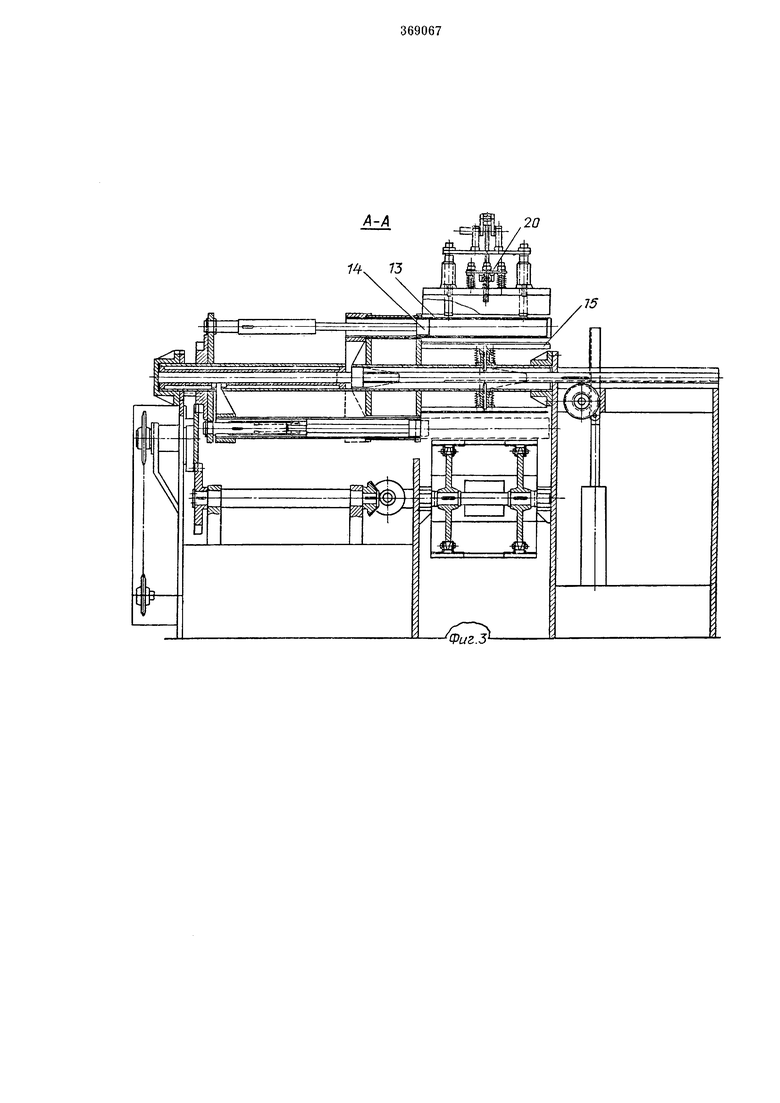
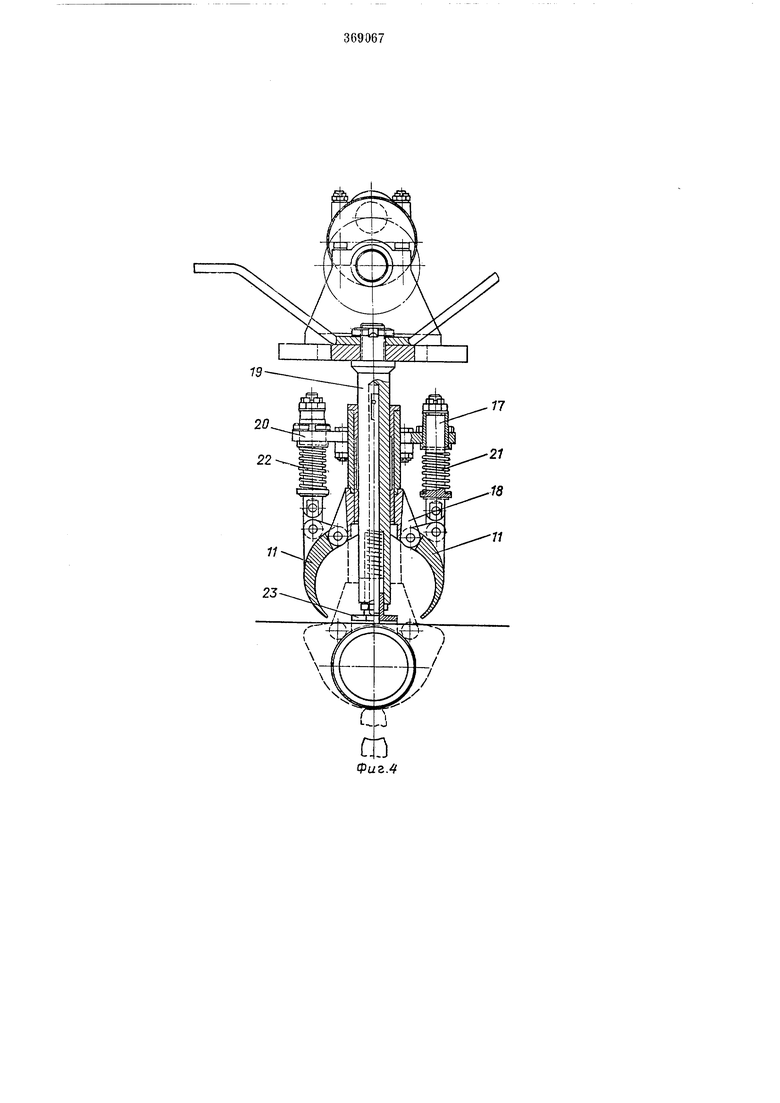
На фиг. 1 показано предлагаемое устройство, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - то же, разрез по Л-Л на фиг. 1; на фиг. 4 - механизм формования обечайки;
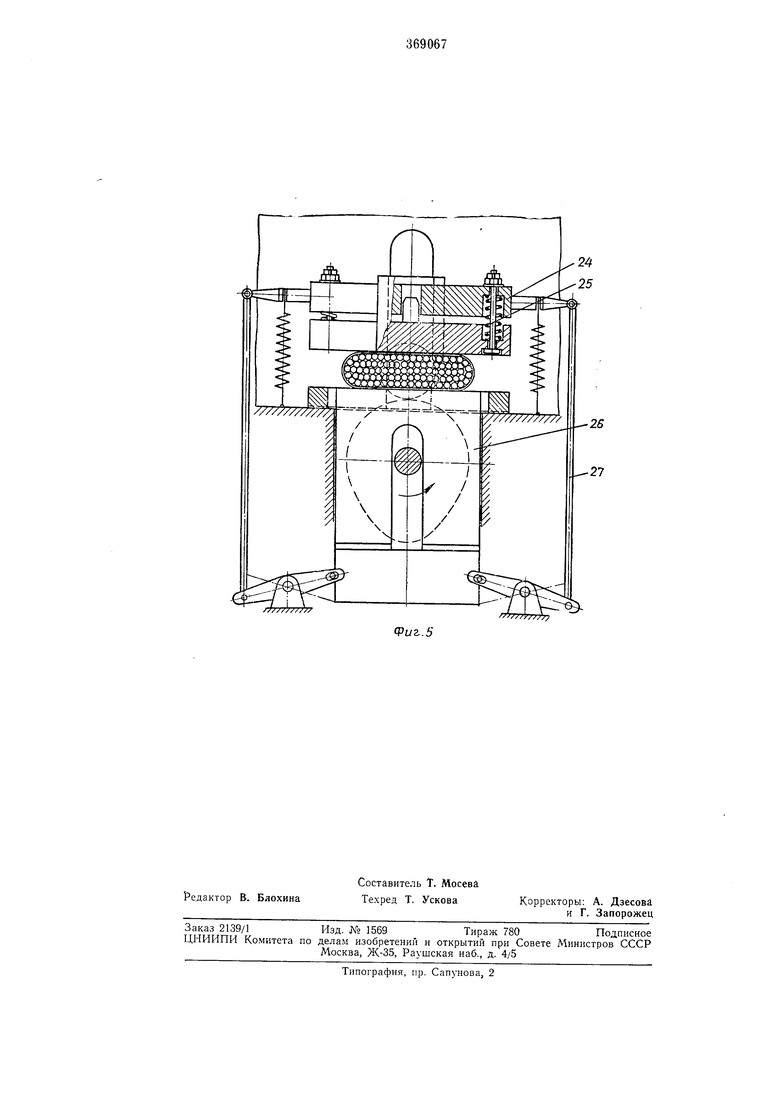
на фиг. 5 - механизм формования плоских упаковок.
Предлагаемое устройство содержит питатель /, формирователь 2 пучка изделий, механизм 3 для подачи упаковочного материала 4,
режущий инструмент 5, приспособление 6 для нанесения клея, механизм 7 для формования обечайки, механизм 8 для заделки торцов упаковок, механизм 9 для формования плоских упаковок и дополнительный прижимной бесконечный конвейер 10. Механизм 7 для формования обечайки, имеющий обжимные створки //, выполнен в виде ротора 12 с выдвижными в осевом направлении цилиндрами 13, наружная иоверхность которых предназначен1а для формования обечайки, а внутренняя - для ввода сформированного пучка изделий и внутри которых расположены подвижные упоры 14 для выравнивания и ориентации пучка изделий относительно :краев обечайки, при этом ротор 12 снабжен ирижимвыми плавками 15 для обжатия клеевого шва обечайки на цилиндре и толкателем 16. Обжимные створки // шарнирно соединен с направляющими тягами 17 и подъемно-опускным ползуном 18, движущимся по направляющей 19 и несущим фланец 20, подпружиненный разпювысотными пружинами 21 и 22, и взаимодействующим с упором 23. Механизм 9 для формования плоских упаковок выполнен в виде подъемно-опускшых плит 24 с подпружиненными подвесками 25 и снабжен вибратором 26 для упаковок, установленным под плитами с подвесками и связанным с ними с помощью рычажной системы 27. В устройство входят прижимные линейки 28, механизм 29 для ванесеиия клея, кассета 30 для этикеток, этикетировочное устройство 31, конвейер 32 съема пачки, щтабелер 33, выталкиватель 34 и сущильное устройство 35. Устройство работает следующим образом. Упаковочный материал 4 механизмом 3 подается между механизмом 7 для формования обечайКи и выдвижным цилиндром 13 ротора 12, где отрезается режущим инструментом 5. Клей ириспособлением 6 наносится на один край упаковочного листа, после чего подъемню-опускной ползун 18 с обжимными створками // движется с исходного положения. При прямолинейном движении подъемноопускного ползун1а 18 до упоров 23 обжимные створки // остаются в раскрытом положении, формуя упаковочный лист вокруг верхней половины выдвижного цилиндра 3. Когда, подъемно-опускпой ползун достигнет упоров 23, то срабатывают обжимные створки 11. Сначала закрывается обжимиая створка //, шарнирно связанная с фланцем 20 направляющей тягой 17 с 22 большей высоты. После выбора зазора между фланцем 20 и пружиной 21, имеющей меньшую высоту относительно пружины 22, закрывается другая обжимная створка //. Такая последовательность закрывания обжимных створок // позволяет получить наложение концов упаковочного листа внахлестку. После прижатия конца упаковочного листа обжимной створкой // к цоверхности выдвижного цилиндра 13, сработавшей первой, дальнейший ход фланца 20 по направляющей тяге 17 компенсируется 22, в результате чего другой конец листа накладывается на первый и прижимает его к выдвижному цилиндру 13 следующей обжимной створкой //. Налол енные концы уиаковочного листва прижи маются к ВЫДВИЖНОЛ1У цилиндру 13 и оклеиваются обжатием клеевого шва прижимными планками 15, а подъемно-опускной ползун 18 с обжимными створками 11 возвращается в исходное положение. Обечайки различных типоразмеров получают при помощи упоров 23. Если упоры ввинчивать в направляющие 19, то подъемно-опускной ползун 18 не доходит до поверхност. выдвил ного цилиндра 13, образуя зазор, а КОИ1ЦЫ обл имных створо-к // упрутся в выдвижной цилиндр/5 раньше достил е1п я своих крайних положений, что приведет к увеличению внутреннего диаметра, образованного подъемно-опускным ползупом с обжимными створками по отношению к наружному диаметру выдвижного цилиндра 13. Так как упаковочный лист притягивается к внутренней поверхности обжимных створок 11, то получается обечайка большего размера. Наименьший диаметр обечайки получается тогда, когда подъемно-опускной ползун и обжимные створки формуют упаковочный лист по наружной поверхности выдвил ного цилиндра 13 без зазора. По окончании формовки обечайки ротор 12 поворачивается, перемещая выдвижной цилиндр 13 с обечайкой «а следующую позицию. Одновременно с формованием обечайки формирователь 2 пучка изделий принял порцию электродов и сформовал ее в круглый пучок. После остановки выдвижного цилиндра 13, на котором сформована обечайка, против формирователя 2, при помощи толкателя 16 сформованный пучок подается во внутреннюю полость выдвижного цилиндра 13, а затем толкателем 16 возвращается в исходное положение. Во время подачи пучка электродов происходит выравнивание торцов пучка с одной стороны толкателем 16, а с другой - подвижным упором 4, а также осуществляется ориентация пучка электродов относительно краев обечайки, сформованной на выдвижном цилиндре. После очередного поворота ротора 12 выдвижпой цилиндр 13, несущий с наружной стороны обечайку, а во внутреппей полости пучок электродов, останавливается над площадкой питателя /. При этом зазор площадкой питателя и выдвил ;ным цилиндром получается минимальным, что позволяет при втягивании выдвижного цилиндра 13 в ротор 12 оставлять на площадке питателя обечайку с пучком электродов без нарушения ориентации относительно краев обечайки. Такая ориентация сохраняется за счет того, что при втягивании выдвил ного цилиндра в ротор 12, обечайка упирается в передний торец ротора 12, а цучок электродов - в подвижный упор 14, который в конце входа втягивается в ротор 12, оставляя обечайку с электродами на площадке питателя лежать свободно, что позволяет рассыпаться электродам В обечайке, приняв приблизительно плоскую форму. За последующий поворот ротора 12, втянутый в ротор .выдвижной цилиндр 13 попадает на еледующую nosimnFO, где он выдвигается в исходное положение, а питатель / одновременно перемещает площадку с обечайкой и электродами Hia следующую позицию, где производится подсущивание клеевого шва сущильным устройством 35.
При дальнейщем передвижении питателя подсушенная обечайка с электродами попадает на позицию, где начинается схождение подъемно-опускных плит 24 с вибратором 26 при помощи рычажной системы 27. При этом вибратор начинает вибрировать электроды в обечайке раньше, чем подходят подъелшоопускные плиты 24, в результате чего сначала распределяются электроды в обечайке и принимают более плоскую форму. Когда сверху подъемно-опускные плиты 24 Н1ачинают прижимать вибрирующие электроды к площадке питателя /, то электроды начинают укладываться в 1ряды, заполняя промел утки и натягивая обечайку. Для предотвращения порчи обмазки электродов подъемно-опускные плиты 24 соединены пружинными подвесками 25, при помощи которых регулируется усилие прижатия подъемно-опускной плитой формируемых электродов. По окончании формирования плоской упаковки вибратор 26 отходит первым, а затем в исходное положение отходят плиты 24. Сформованная плоская упаковка При движении питателя / попадает под бесконечные ремни дополнительного прижимного конвейера 10, который сохраняет плоскую форму упаковки и -удерживает ее от сдвига при упаковке торцов. Упаковка торцов пучков изделий производится путем подгибки и приклеивания кромок обечайки при помощи механизма 5.
После подгибки и приклеивания торцовых кромок обечайки производится обжатие упаковки с торцов прижимными линейками 28. нанесение клея механизмом 29 с последуюп;ей приклейкой этикетки, взятой из кассеты 30 этикетировочного устройства 31. Готовые пачки электродов снимаются с питателя конвейером 32 съема. Снятые щтабелером 33 складываются в питатель, а затем выталкивателем 34 смещаются Hia приемный стол.
Предмет изобретения
1.Устройство для упаковки стержнеобразных изделий, например сварочных электродов
во влагонепроницаемую бумагу, содержащее питатель, формирователь пучка изделий, механизм для подачи упаковочного материала, режущий инструмент, приспособление для нанесения клея, механизм для формования обечайки, имеющий обжимные створки и упоры для выравниваштя торцов пучков издел11Й, и механзм для заделки торцов пaкoвoк, отличающееся тем, что, с целью повышения плотности упаковки, оно снабжено механизмом
для формования плоских упаковок, выполневным в виде подъемно-опускных плит с подппуж1 ненНыми подвесками.
2.Устройство по п. 1, отличающееся тем, что, с целью повышения Н1адежности работы,
механизм для фоомоваиия плоских упаковок снабжен вибратором для упаковок, установленным под с подвесками и связанным с ними с помощью рычажной системы.
3. Устройство по п. 1, отличающееся тем, что механизм для формования обечайки выполнен в виде ротора с выдвижными в осевом направлении цилиндрами, наружная поверхность которых предназначена для формования
обечайки, а внутренняя - для ввода сформированного пучка изделий и внутри которых расположены подвижные упоры для выравнивания и ориентации пучка изделий относител по краев обечайки, ири этом ротоп сиабжен
прижимными планками ДЛЯ обжатия клеевого шва обечайки на цилиндре и толкателем.
4. Устройство по пп. 1, 2 и 3, отличающееся тем, что, с целью получения шва внахлестку и
получения обечаек различных типоразмеров, створки шарнирно соединены с направляющими тягами и подъемно-опускным ползуном, несущим подиружинениый фланец и взаимодействующил с упором.
5. Устройство по пп, 1-4, отличающееся тем, что оно снабжено дополнительным прижимным бесконечным конвейером. 0 29 J7 32
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упаковки стержнеобразных изделий | 1974 |
|
SU524737A1 |
| Устройство для упаковки стержнеобразных изделий | 1978 |
|
SU977288A2 |
| Устройство для упаковки стержнеобразных изделий | 1982 |
|
SU1130505A1 |
| Устройство для упаковки пакета стержнеобразных изделий | 1980 |
|
SU925770A1 |
| Устройство для упаковки стержнеобразных изделий | 1982 |
|
SU1063713A1 |
| Ротор к устройствам для упаковки стержнеобразных изделий | 1980 |
|
SU960079A1 |
| УСТРОЙСТВО для ОБВЯЗКИ ШТУЧНЫХ ИЗДЕЛИЙ | 1973 |
|
SU362748A1 |
| Устройство для укладки штучныхиздЕлий B ТАРу | 1979 |
|
SU839866A1 |
| УСТРОЙСТВО для ЗАВЕРТЫВАНИЯ ШТУЧНЫХ ПРЕДМЕТОВ | 1972 |
|
SU335164A1 |
| Устройство для упаковывания изделий в термоусадочную пленку | 1986 |
|
SU1451062A1 |