ной подаче сырых окатьошей не постоянно.
Непостоянство сечения слоя материала является одной из причин неравномерности обжига, а следовательно, и снижения прочности окатышей - важного .фактора качества готового продукта.
Цель изобретения - улучшение стабилизации высоты слоя материала на машине. Для этого регулирование подачи донной постели осуществляют .пропорционально изменению величины прогиба паллет обжиговой машины и расходу и высоте слоя поступающих материалов.
Способ осуществляют следующим образом.
Сырые окатыши с окомкователей подают на паллеты обжиговой машины, предварительно загруженные постелью, состоящей из обожженных окатышей.
Высоту слоя обожженных окатышей изменяют при помощи шибера, установленного на бункере донной постели, в зависимости от величины прогиба паллет.
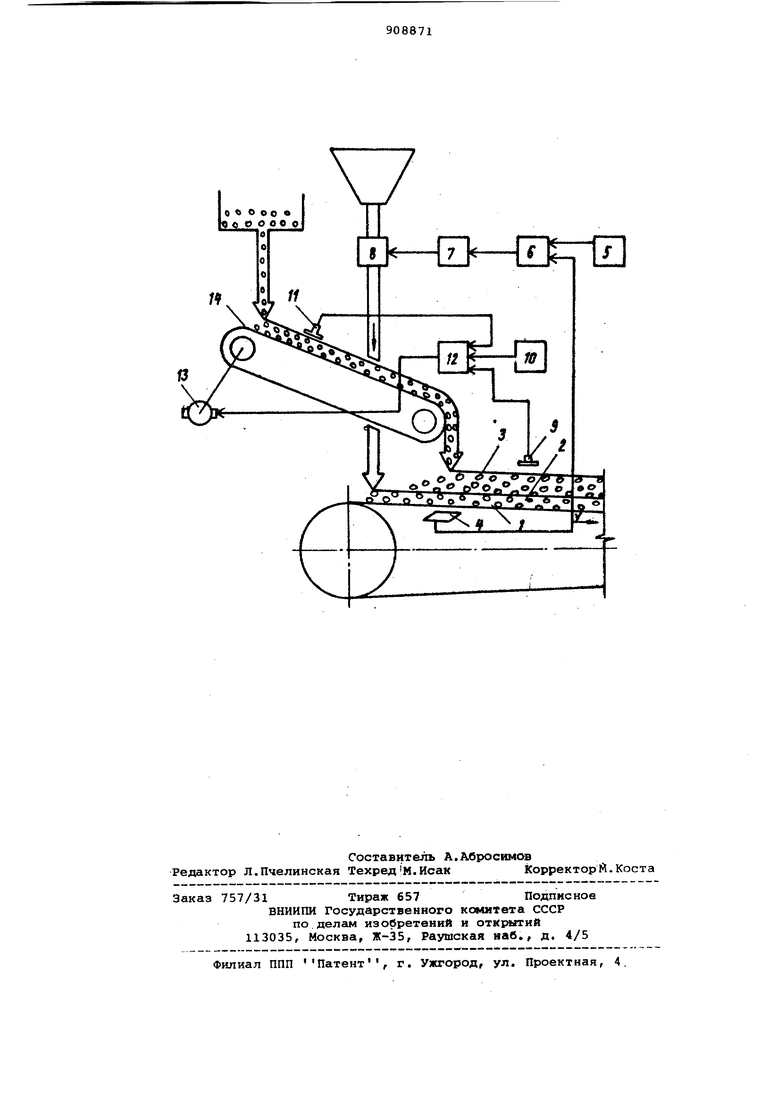
На чертеже приведена блок-схема устройства для реализации предлагаемого способа управления загрузкой обжиговой конвейерной машины.
Устройство содержит тележку 1, донную постель 2 и сЕлрые окатыши 3. Сигнал от датчика 4 прогиба паллет совместно с сигналом от задатчика 5 высоты слоя постели подают на вход регулятора б, который воздействует на исполнительный механизм 7 шибера 8 бункера донной постели, регулирующего подачу обожженных окатышей (постели) на паллеты. В то же время сигнал от датчика 9 высоты слоя совместно с сигналом задатчика 10 высоты-слоя сырых окатыаей и датчика 11
производительности грануляторов подают на вход регулятора 12, который воздействует на приводной двигатель 13 контейнера 14 подачи сырых окатышей и изменяет его скорость, а следовательно, и подачу сырых окатышей 3 на предварительно уложенный слой постели 2.
Применение предлагаемого способа управления по сравнению с существующим обеспечивает стабилизацию аэродинамического сопротивления слоя, что позволяет интенсифицировать, процессы тепло- и массопереноса в слое материала. При этом существенно повышается однородность тепловой обработки, а следовательно, качество готовой продукции.
Формула изобретения
Способ управления загрузкой обжиговой конвейерной машины путем стабилизации высоты слоя шихты, осуществляемой изменением подачи донной
постели в зависимости от количества и высоты слоя поступающих сырых материалов , отличающийся тем, что, с целью улучшения стабили,зации высоты слоя материала, контролируют прогиб тележек обжиговой машины в зависимости от которого изменяют подачу донной постели.
Источники информации, принятые во внимание при экспертизе
1. Ксендзовский В.Р. Автоматизация процессов производства окатышей. М., Металлургия, 1971, с. 173. 2. Авторское свидетельство СССР по заявке 2443595/02, кл. С 22 В 1/16, 20.01.77.
о ъ о оо
о о РОС о
If
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления загрузкой обжиговойКОНВЕйЕРНОй МАшиНы | 1977 |
|
SU810838A1 |
| Способ управления процессом об-жигА ОКАТышЕй | 1979 |
|
SU815056A1 |
| Способ защиты тележек обжиговой машины от перегрева | 1987 |
|
SU1406190A1 |
| Способ стабилизации уровня ферромагнитного материала на конвейерной машине | 1978 |
|
SU722969A1 |
| Устройство для защиты тележек обжиговой машины от перегрева | 1987 |
|
SU1406191A1 |
| Способ сушки окатышей на обжиговых машинах конвейерного типа | 1981 |
|
SU1006525A1 |
| Устройство для загрузки обжиговых тележек | 1979 |
|
SU926490A1 |
| Система автоматического контроля высоты слоя материала | 1979 |
|
SU773107A1 |
| Способ управления процессом термообработки фосфоритных окатышей | 1987 |
|
SU1435633A1 |
| Способ загрузки окатышей на обжиговые тележки конвейерных машин | 1987 |
|
SU1482965A1 |