Изобретение относится к автоматизации обработки на металлорежущих станках, в частности к способам и устройствам управления уровнем вибраций системы СПИД.
Целью изобретения является повышение эффективности ограничения вибраций при условии отсутствия уменьшения амплитуды вибраций за счет последовательно выполненных дискретных изменений скорости резания.
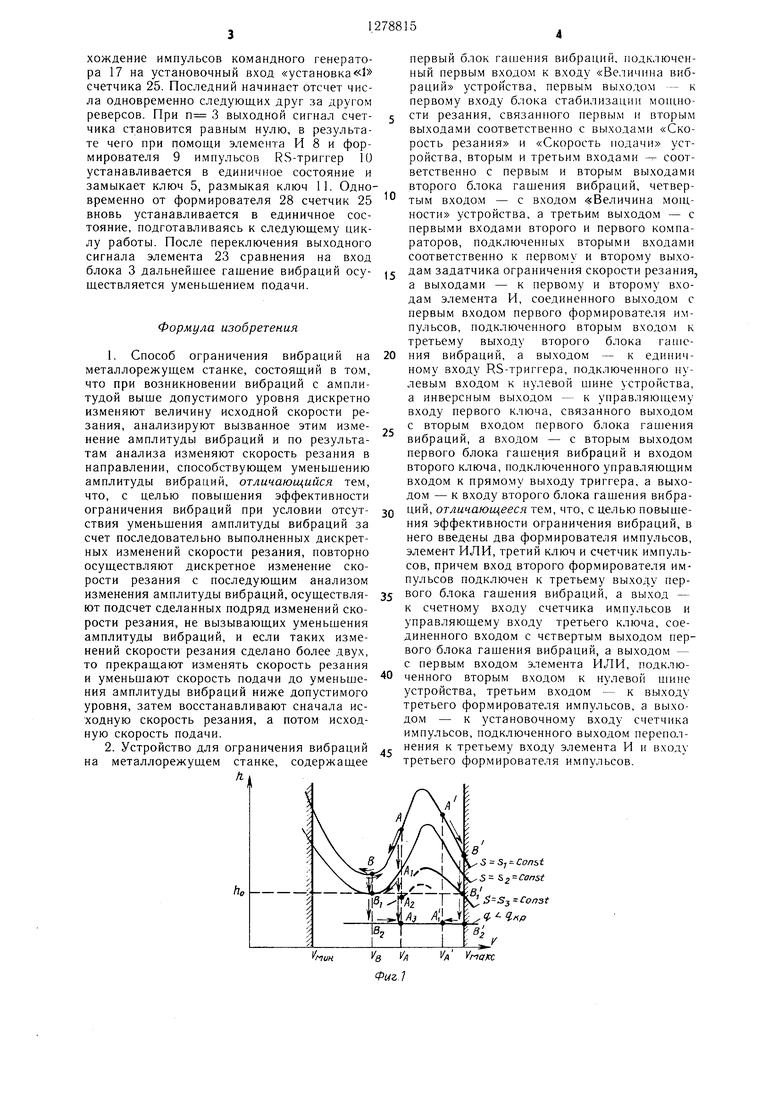
На фиг. 1 дана диаграмма зависимости а;у1плитуды вибраций от скорости резания; на фиг. 2 - диаграмма зависимости амплитуды вибраций от скорости подачи; на фиг. 3 - блок-схема устройства.
На фиг. 1 и 2 обозначены; V, VMHM и Умакс - скорость резания и ее граничные минимальные значения; S - скорость подачи; h - и Н„ - амплитуда вибраций и ее допустимый уровень; q и Цкр - припуск обработки и его критическое значение, при превышении которого могут возникнуть вибрации при определенных сочетаниях V и S и взаимной ориентации рабочих органов станка (при ,) вибрации не возникают во всем рабочем диапазоне изменения V и S)
Устройство (фиг. 3) содержит первый блок 1 гашения вибраций, блок 2 стабилизации мощности резания, второй блок 3 гашения вибраций, первый компаратор 4, второй ключ 5, задатчик 6 ограничения скорости резания, второй компаратор 7, элемент И 8, первый формирователь 9 импульсов, RS-триггер 10, первый ключ 11 и объект 12 регулирования. Первый блок 1 гашения вибраций представляет собой экстремальный контур гашения вибраций путем регулирования скорости резания и содержит первое запоминающее устройство 13, логическое устройство 14, переключатель 15, второе запоминающее устройство 16, командный генератор 17, реверсивный элемент 18, элемент И 19, пороговое устройство 20, задатчик 21 допустимого уровня вибраций, датчик 22 вибраций и элемент 23 сравнения. Кроме того, устройство содержит второй формирователь 24 импульсов, счетчик 25 импульсов, элемент ИЛИ 26, третий ключ 27 и третий формирователь 28 импульсов.
Способ осуществляется следующим образом.
Допустим, что исходные значения скорости резания и подачи соответствуют точке А: V Ул; S Si. Регулированием скорости резания и в точке В (фиг. 1) совершаются поисковые движения (рыскания), которые однако не приводят к выполнению условия ,,. О попадании на вибронеустойчивый локальный минимум могут свидетельствовать как минимум три следующих друг за другом изменения направления приращения скорости резания. После этих изменений дальнейшее гашение вибраций до допустимого уровня осуществля0
ется уменьшением подачи (точка Вь фиг. 1). После прохода вибронеустойчивого участка резания скорость резания постепенного восстанавливается до исходного значения VA 5 (точки Во-А.з). Подача при этом восстанавливается до уровня, соответствующего новому припуску . Таким образом, в данном случае осуществляется переход на га- П1ение вибраций уменьшением подачи не только при выходе скорости резания на граничные минимальные значения, но и при попадании в область вибронеустойчивого лока;|ьного минимума характеристики «скорость резания - уровень вибраций.
Устройство работает следующим образом.
5 При включении питания на устройство RS-триггер 10 специальной схемой (не показана) устанавливается в нулевое состояние, а счетчик 25 - с единичное. Ключ 11 при этом замкнут, а ключ 5 разомкнут, и к работе подготовлен блок 1. После вре0 зания блок 2 стабилизирует мощность резания на заданном уровне путем регулирования подачи S. Скорость резания при этом остается постоянной и равной исходному значению VA (фиг. 1).
- При возникновении вибраций больще до- путимого уровня срабатывает пороговое устройство 20 и через элемент И 19 дается разре- щение на работу реверсивного элемента 18, который формирует свой выходной сигнал от сигнала логического устройства 14. При
0 поступлении импульса от командного генератора 17 логическое устройство 14 сравнивает выходные сигналы запоминающих устройств 13 и 16 и подает сигнал требуемой полярности на вход реверсивного элемента 18. При пошаговом изменении скорости реза5 ния в одном направлении выходной сигнал устройства 14 не реверсируется. Например, при уменьшении скорости резания относительно исходного значения на вход реверсивного элемента 18 приходят импульсы отрицательной полярности, в результате чего
на его выходе формируется отрицательный уровень напряжения, постепенно увеличивающийся по мере увеличения циклов срабатывания командного генератора 17. Формирователь 24 формирует импульсы только
5 в случае изменения направления движения и поэтому нормально замкнутый ключ 27 открыт. Через ключ 27 и элемент ИЛИ 26 на установочный вход «Установка счетчика 25 от командного генератора 17 приходят импульсы, устанавливаюш,ие его в еди0 ничное состояние, если оно в результате первых двух пробных движений отличное от нулевого, или подверждающие это единичное состояние. При выходе в область локального экстремума (точка В, фиг. 1) логическое устройство реверсирует направле5 ние движения в каждом цикле командного генератора. При каждом реверсе на выходе формирователя 24 возникает импульс, который размыкает ключ 27 и блокирует прохождение импульсов командного генератора 17 на установочный вход «установка«1 счетчика 25. Последний начинает отсчет числа одновременно следующих друг за другом реверсов. При п 3 выходной сигнал счетчика становится равным нулю, в результате чего при помощи элемента И 8 и формирователя 9 импульсов RS-триггер 10 устанавливается в единичное состояние и замыкает ключ 5, размыкая ключ 11. Одновременно от формирователя 28 счетчик 25 вновь устанавливается в единичное состояние, подготавливаясь к следующему циклу работы. После переключения выходного сигнала элемента 23 сравнения на вход блока 3 дальнейшее гащение вибраций осуществляется уменьшением подачи.
Формула изобретения
1.Способ ограничения вибраций на металлорежущем станке, состоящий в том, что при возникновении вибраций с амплитудой выще допустимого уровня дискретно изменяют величину исходной скорости резания, анализируют вызванное этим изменение амплитуды вибраций и по результатам анализа изменяют скорость резания в направлении, способствующем уменьшению амплитуды вибраций, отличающийся тем, что, с целью повышения эффективности ограничения вибраций при условии отсутствия уменьшения амплитуды вибраций за счет последовательно выполненных дискретных изменений скорости резания, повторно осуществляют дискретное изменение скорости резания с последующим анализом изменения амплитуды вибраций, осуществляют подсчет сделанных подряд изменений скорости резания, не вызывающих уменьшения амплитуды вибраций, и если таких изменений скорости резания сделано более двух, то прекращают изменять скорость резания и уменьшают скорость подачи до уменьшения амплитуды вибраций ниже допустимого уровня, затем восстанавливают сначала исходную скорость резания, а потом исходную скорость подачи.
2.Устройство для ограничения вибраций на металлорежущем станке, содержащее
Л
0
0
первый блок гашения вибраций, подключенный первым входом к входу «Величина вибраций устройства, первым выходом - к первому входу блока стабилизации мощно- 5 сти резания, связанного первым и вторым выходами соответственно с выходами «Скорость резания н «Скорость подачи устройства, вторым и третьим входами - соответственно с первым и вторым выходами второго блока гашения вибраций, четвертым входом - с входом «Величина мош,- ности устройства, а третьим выходом - с первыми входами второго и первого компараторов, подключенных вторыми входами соответственно к первому и второму выхос дам задатчика ограничения скорости резания, а выходами - к первому и второму входам элемента И, соед,иненного выходом с первым входом первого формирователя импульсов, подключенного вторым входом к третьему выходу второго блока гашения вибраций, а выходом - к единичному входу RS-триггера, подключенного нулевым входом к нулевой шине устройства, а инверсным выходом - к управляю1цему входу первого ключа, связанного выходом с вторым входом первого блока гашения вибраций, а входом - с вторым выходом первого блока гашения вибраций и входом второго ключа, подключенного управляюплим входом к прямому выходу триггера, а выходом - к входу второго блока гашения вибраQ ций, отличающееся тем, что, с целью повышения эффективности ограничения вибраций, в него введены два формирователя импульсов, элемент ИЛИ, третий ключ и счетчик импульсов, причем вход второго формирователя импульсов подключен к третьему выходу пер5 вого блока гашения вибраций, а выход - к счетному входу счетчика импульсов и управляющему входу третьего ключа, соединенного входом с четвертым выходом первого блока гащения вибраций, а выходом - с первым входом элемента ИЛИ, подклю0 ченного вторым входом к нулевой шине устройства, третьим входом - к выходу третьего формирователя импульсов, а выходом - к установочному входу счетчика импульсов, подключенного выходом переполнения к третьему входу элемента И и входу третьего формирователя импульсов.
5
8
S Sj- Const 5 S:2-Const
Const
.KP
VB VA VA Фиг.1
/I. J
4 3 2-SjS
0с/г.2
К-1 - Const Vp, - (Го/
V VMQKC Const Const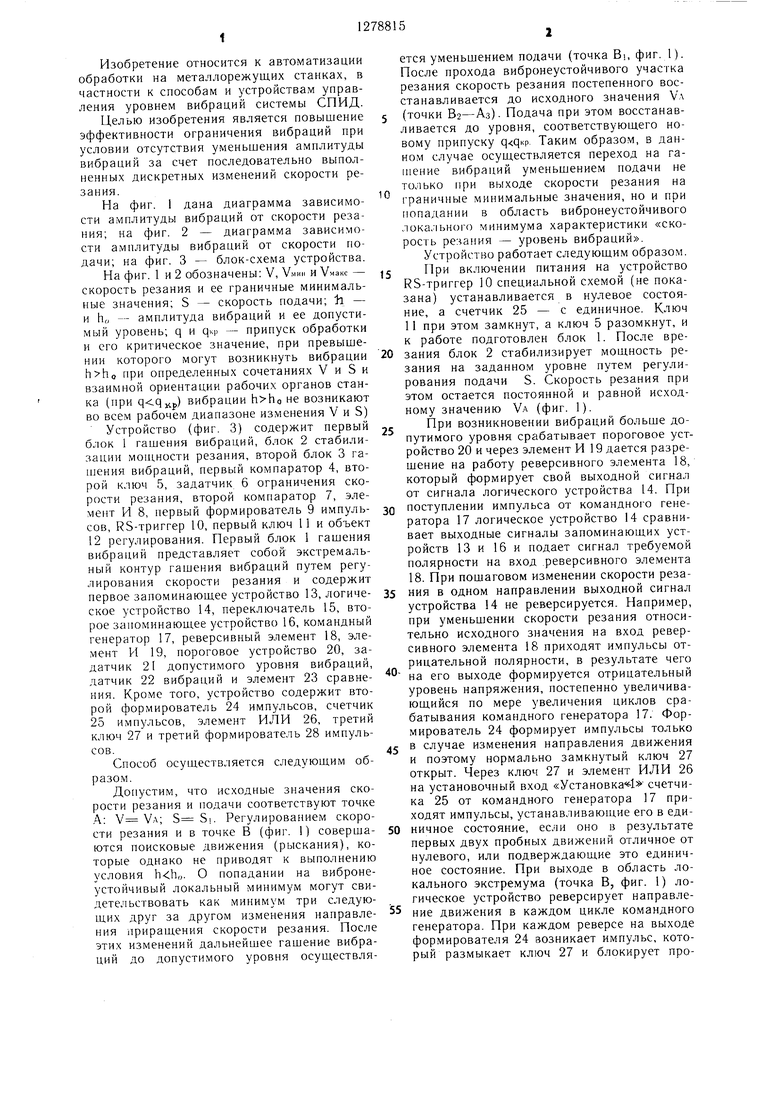
| название | год | авторы | номер документа |
|---|---|---|---|
| Система адаптивного управления металлорежущим станком | 1981 |
|
SU996997A1 |
| Система адаптивного управления | 1983 |
|
SU1133583A1 |
| Устройство для адаптивного управ-лЕНия CTAHKOM | 1979 |
|
SU834673A1 |
| Устройство для адаптивного управления станком | 1982 |
|
SU1083161A1 |
| Система экстремального регулирования амплитуды вибраций на металлорежущем станке с выдвижным шпинделем | 1985 |
|
SU1352453A1 |
| Система адаптивного управления металлорежущим станком | 1985 |
|
SU1303996A2 |
| Система адаптивного числового программного управления металлорежущим станком | 1980 |
|
SU954945A1 |
| Устройство для управления токарнымСТАНКОМ | 1979 |
|
SU830314A1 |
| Устройство для адаптивного управления | 1985 |
|
SU1343390A1 |
| Позиционный электропривод с инди-КАциЕй пЕРЕМЕщЕНия МЕХАНизМА | 1979 |
|
SU809051A1 |
Изобретение относится к автоматизации обработки на металлорежущих станках. Цель изобретения - повышение эффективности ограничения вибраций. Изобретение позволяет при условии отсутствия уменьп1е- ния амплитуды вибраций за счет последова-. тельно выполненных изменений скорости резания осупдествить переход на ган1ение вибраций уменьшением подачи не только при выходе скорости резания на граничные максимальные значения, но и при попадании в область вибронеустойчивого локального минимума характеристики «скорость резания - уровень вибраций. Устройство содержит два блока гашения вибраций, блок стабилизации мощности резания, два компаратора, два ключа, задатчик ограничения скорости резания, элемент И, три формиро вателя импульсов, триггер, счетчик импульсов, элемент ИЛИ. Введение двух формирователей импульса, элемента ИЛИ, третьего ключа и счетчика импульсов и соответствующих функциональных связей позволяет достичь поставленную цель. 2 с.п.ф-лы, 3 ил. S (Л ю оо 00 СП
Установка О
| Система экстремального регулирова-Ния CTAHKOM | 1979 |
|
SU815715A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Система адаптивного управления металлорежущим станком | 1981 |
|
SU996997A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
