113039962
Изобретение относится к автомати-раций заблокирован отрицательным сигческому управлению станками, в част-налом h - ho (этим же сигналом заблоности к системам адаптивного .управ-кированы блоки гашения вибраций 3 и
ления уровнем вибраций и загрузки4). главного привода. 5При возникновении вибронеустойчиЦель изобретения - повышение про-вого режима резания вибрации станоизводительности обработки за счет эк-вятся больше допустимого уровня, h
стремального регулирования амплитуды h Ч работу вступают в зависивибраций инструмента в функции егомости от конкретной ситуации либо
износа.,10блок 3, либо бло1 4. Вибрации при
На чертеже приведено устройствоэтом уменьшаются до допустимого уровв виде функциональной схемы..ня h . Датчик 8 измеряет скорость г
Контур 1. стабилизации мощностиизноса инструмента. В момент возникподключен выходом к первому входу объ-новения вибронеустойчивого режима реекта 2 управления, к второму входу 5зания контур 9 разблокируется полокоторого подклю.чен первый блок 3 га-жительным сигналом h - h и целенашения вибраций-. Второй блок 4 гаше-правленно изменяет суммарный сигнал
ния вибраций соединен- выходом с пер-Ь + дЬ таким образом, чтобы сковым входом контура 1.рость износа г была минимальна (раДатчик 5 вибраций подключен выхо- 20бота этого контура аналогична работе дом к первому входу первого элементаблока 3 гашения вибраций). В дальней- 6 сравнения, на второй вход которогошем несмотря на то, что разность подключен задатчик 7 допустимого уро-h - h ± дЬ может поменять знак, кон- вня вибраций. Датчик 8 скорости из-тур 9 разблокирован до следующего выноса инструмента подключен к входу 25хода на участок без резания, на ко- контура 9 экстремального регулиро-тором скорость износа инструмента вания уровня вибраций, выход которогог 0. соединен с третьим входом элемента 6 сравнения..Формулаизо.бретения
Система работает следующим обра- 30 зом.Система адаптивного управления меПри виброустойчивом резании сие-таллорежущим станком по авт. св.
тема стабилизирует мощность резания№ 996997, отличающаяся
N на заданном уровне N регулировани-тем, что, с це,пью повьш1ения произвоем подачи S..35дительности, в нее дополнительно ввеС помощью задатчика 7 для каждогоданы последовательно соединенные даттипоразмера инструмента устанавлива-чик скорости износа инструмента и
ется величина h. В случае примененияконтур экстремального регулирования
устройств ЧПУ типа CNC задание h мо-уставки допустимой амплитуды вибражет производиться автоматически. Так 40, выход которого подключен к при виброустойчивом резаниятьему входу первого элемента сравнеho. b то контур 9 экстремального ия, а второй вход - к выходу этого
пегулирования допуст имого виб-элемента.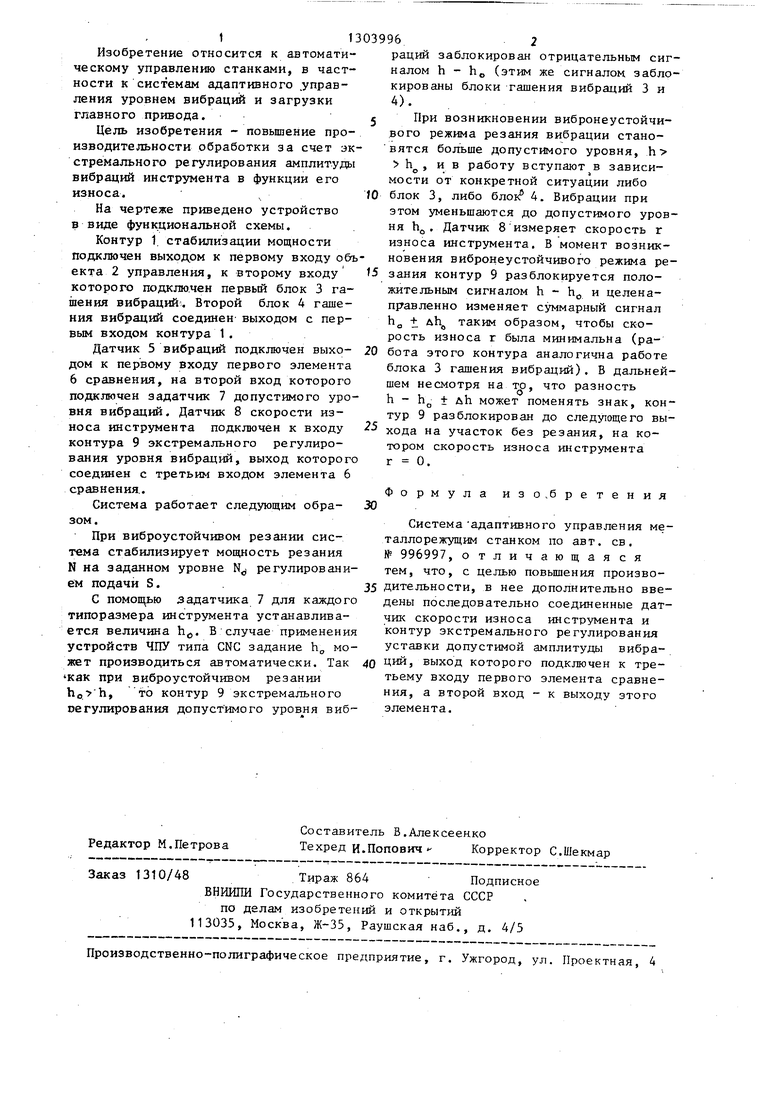
| название | год | авторы | номер документа |
|---|---|---|---|
| Система адаптивного управления | 1983 |
|
SU1133583A1 |
| Устройство для адаптивного управления станком | 1982 |
|
SU1083161A1 |
| Система адаптивного управления металлорежущим станком | 1981 |
|
SU996997A1 |
| Система экстремального регулирования уровня вибраций на металлорежущем станке | 1982 |
|
SU1013909A1 |
| Система адаптивного управления металлорежущим станком | 1980 |
|
SU1001013A1 |
| Устройство для адаптивного управ-лЕНия CTAHKOM | 1979 |
|
SU834673A1 |
| Система экстремального регулирования амплитуды вибраций на металлорежущем станке с выдвижным шпинделем | 1985 |
|
SU1352453A1 |
| Устройство для адаптивного управления | 1985 |
|
SU1343390A1 |
| Система экстремального регулирова-Ния CTAHKOM | 1979 |
|
SU815715A1 |
| Устройство для адаптивного управления станком | 1977 |
|
SU684513A1 |
Изобретение относится к системам адаптивного управления металлорежущим станком. Целью изобретения является повышение производительности обработки. Система адаптивного управления содержит контур стабилизации мощности резания 1, объект управления 2, пер- вьй 3 и второй 4 блоки гашения вибраций , входь которых через элемент сравнения 6 и датчик вибраций 5 подсоединены к второму выходу объекта управления 2, первый выход которого подключен к второму входу контура стабилизации мощности резания 1. Выходы первого и второго блоков гашения вибраций подключены соответственно к второму входу объекта управления 2 и к первому входу контура стабилизации мощности резания 1, выход которого подключен к первому входу объекта управления. Второй вход элемента сравнения 6 подключен к выходу задатчика допустимого уровня.вибраций 7. В систему дополнительно введены последовательно соединенные датчик скорости износа инструмента 8 и экстремальный контур 9 регулирования уставки допустимой амплитуды вибраций, выход которого подключен к третьему входу элемента сравнения 6, а второй вход - к выходу элемента сравнения. 1 ил. с S (Л о со со со Oi
| Система адаптивного управления металлорежущим станком | 1981 |
|
SU996997A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
