JO
Изобретение относится к производству полых изделий, например труб, в частности к оборудованию для нанесения на наружную поверхность краски или другого вещества.
Цель изобретения - расширение технологических возможностей,
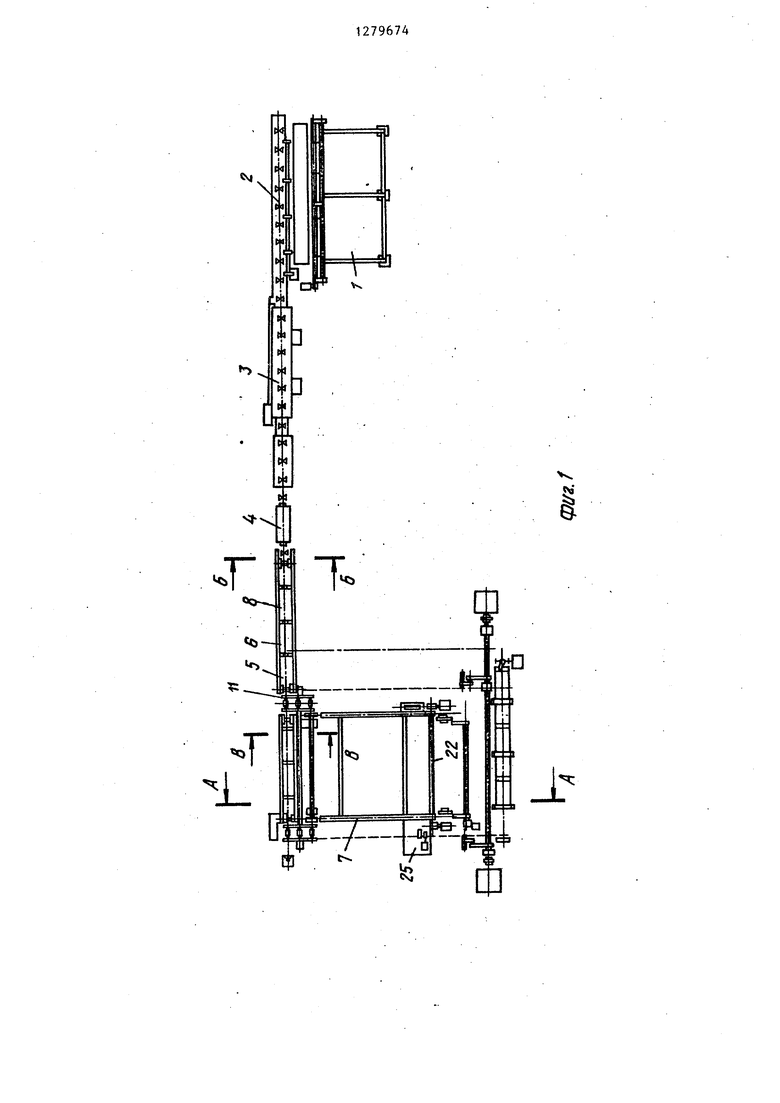
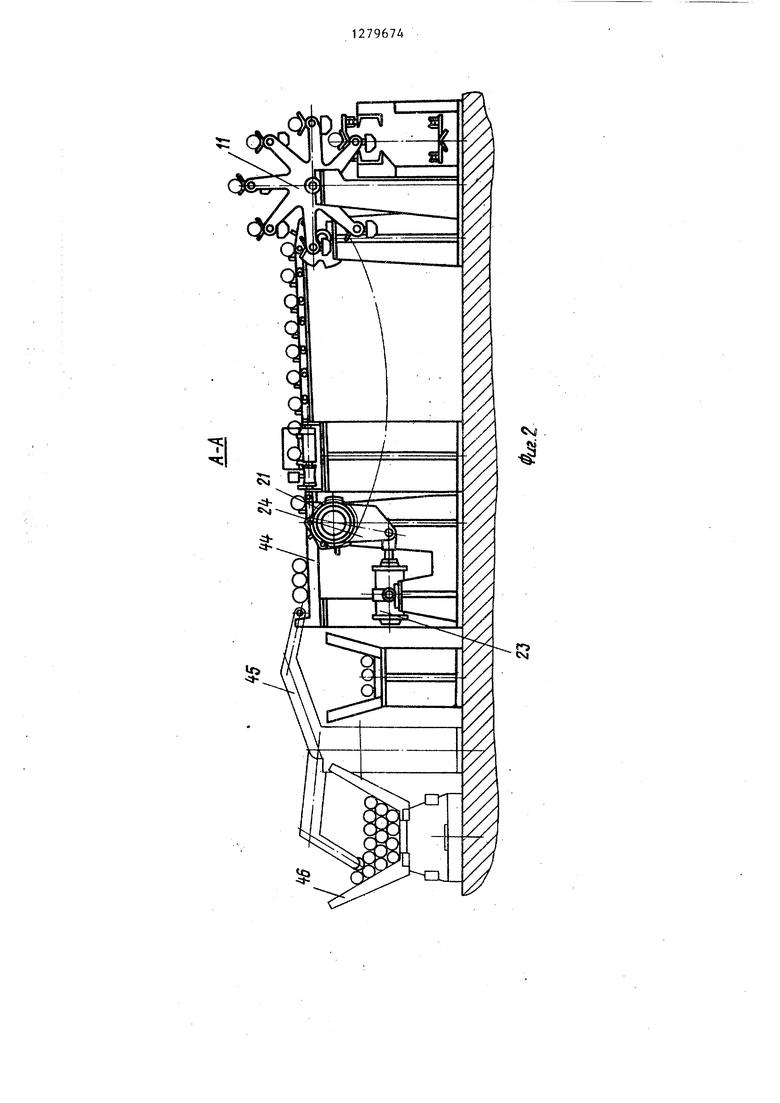
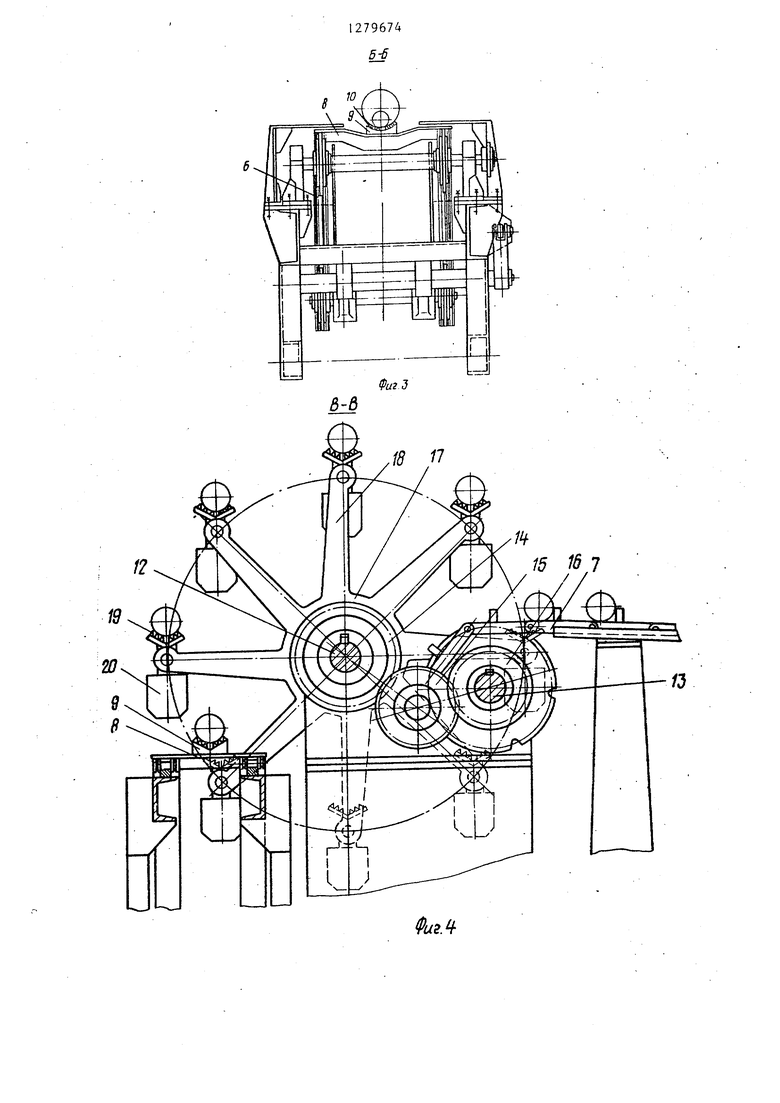
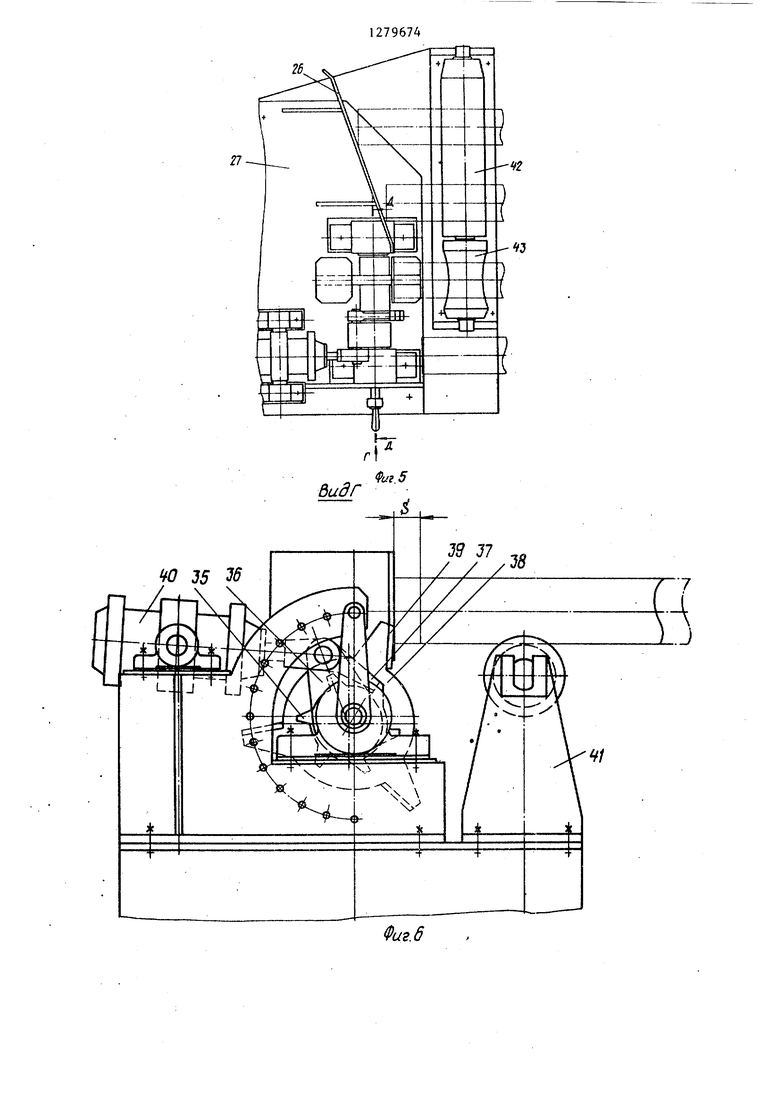
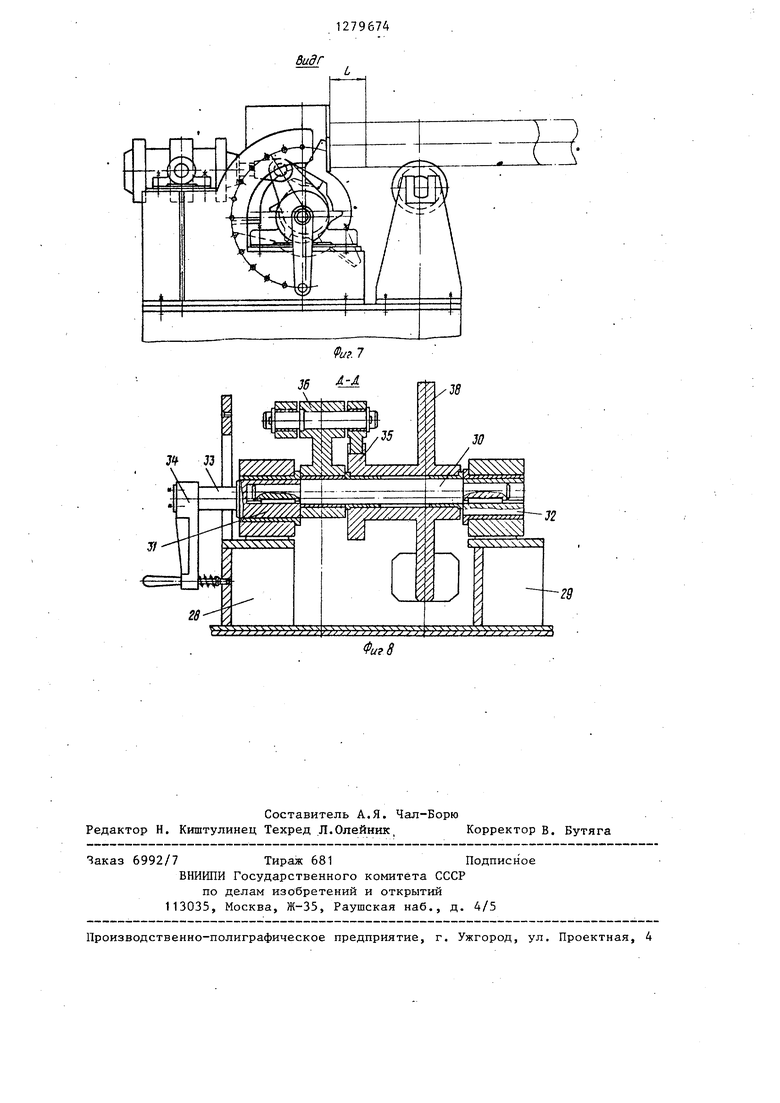
На фиг, 1 изображена установка, вид сверху; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 разрез В-В на фиг. 1; на фиг. 5 - механизм торцовки, вид сверху; на фиг. 6 - вид Г на фиг. 5 (рукоятка регулировки величины хода в верхнем положении); на фиг. 7 - то же, в нижнем положении; на фиг. 8 - разрез Д-Д на фиг.5,
Установка для нанесения и сушки защитного покрытия на поверхность полых цилиндрических изделий содержит приемноразборочное устройство 1 для приема и разборки пакетов изделий (труб), конвейер 2, камеру 3 мойки и подогрева, камеру 4 нанесения покрытия, транспортирующее устройство, включакщее продольный транспортер 5 с параллельными направляющими, вертикального размещенными в них замкнутыми цепями 6, поперечный транспортер 7. Продольный транспортер 5 выполнен с перемычками 8 для соединения цепей 6 и призмами 9, установленными на перемычках 8. Рабочая поверхность призм 9 выполнена с мелкими четырехгранными зубьями- пирамидами 10. Точечный контакт зубьев-пирамид 10 с покрашенной трубой не нарушает качества покрытия. Продльный транспортер 5 выполнен в
виде двух секций. Между секциями защитного покрытия дольного транспортера 5 и за ним установлены многопозиционные роторы 11„ Роторы 11 насажены жестко на вал 12 и получают вращение от вала 13 поперечного транспортера 7 через шестерни 14-16.
Многопозиционньм ротор 11 выполнен в виде ступицы 17 с отростками °18. На конце каждого отростка шар- нирно закреплены призмы 19 с контргрузами 20. Профиль призмы 19 такой же , как и призм 9 продольного транспортера 5. Поперечный транспортер 7 выполнен с аналогичными призмами (не показаны).
Многопозиционный ротор 11 обеспечивает съем труб с продольного транспортера и передачу их на поперечный транспортер чает приводные звез женные на вал 22, и с храповым механизм вающим перемещение ный шаг.
Вдоль поперечног установлен механизм торый включает отбо жестко смонтированн вании 27 и располож к продольной оси тр на поперечном транс стойки 28 и 295 з. f5 вана опорная ось 30, концам в эксцентрик из которых снабжен жестко насаженной н
34, Ось 30 несет на 20 с зубьями, приводно
собачкой 37 и жестк храповиком барабан причем отношение ко храповика 35 и кол 25 39 барабана 38 рав 30 может быть уста но с возможностью на механизмом ее ф зан) . Привод бараб ся от пневмоцилинд ханизма торцовки с перечного транспор стойки 41, несущие ролики 42 и 43.
С поперечного т поступают на накоп аж 44, откуда меха сятся в карман 46.
Установка для н
полых цилиндрическ ет следующим образ
Пакет труб элек укладывают на прие 45 разборочного устро трубы по одной шту конвейер 2. По кон транспортируются ч ки, где обезжирива верхность труб и о подогреваются до н После мойки трубы продолжают движени нанесения покрытия меры 4 труба прини цепным транспортер трубы служат призм жутся со скоростью трубы, выходящей и
30
35
50
55
O
0 защитного покрытия
речный транспортер 7, который включает приводные звездочки 21, насаженные на вал 22, и пневмопривод 23 с храповым механизмом 24, обеспечивающим перемещение цепей 6 на заданный шаг.
Вдоль поперечного транспортера 7 установлен механизм 25 торцовки, который включает отбойный лист 26, жестко смонтированный, на общем основании 27 и расположенный под углом к продольной оси труб, находяпщхс я на поперечном транспортере, две стойки 28 и 295 з. которых смонтиро- 5 вана опорная ось 30, заключенная по концам в эксцентрики 31 и 32, один из которых снабжен отростком 33 с жестко насаженной на него рукояткой
34, Ось 30 несет на себе храповик 35 0 с зубьями, приводное водило 36 с
собачкой 37 и жестко соединенный с храповиком барабан 38 с лопастями 39, причем отношение количества зубьев храповика 35 и количества лопастей 5 39 барабана 38 равно 2. Опорная ось 30 может быть установлена эксцентрично с возможностью поворота и снабжена механизмом ее фиксации (не показан) . Привод барабана осуществляется от пневмоцилиндра 40. В зоне механизма торцовки с обеих сторон поперечного транспортера установлены стойки 41, несущие поддерживающие ролики 42 и 43.
С поперечного транспортера трубы поступают на накопительный стел- аж 44, откуда механизмом 45 переносятся в карман 46.
Установка для нанесения и сушки
на поверхность
полых цилиндрических изделий работает следующим образом.
Пакет труб электромостовым краном укладывают на приемный стол приемно- 45 разборочного устройства 1, откуда трубы по одной штуке выдаются на конвейер 2. По конвейеру 2 трубы транспортируются через камеру 3 мойки, где обезжиривается наружная поверхность труб и одновременно трубы подогреваются до нужной температуры, После мойки трубы по конвейеру 2 продолжают движение через камеру 4 нанесения покрытия. По выходе из камеры 4 труба принимается продольным цепным транспортером 5. Опорой для трубы служат призмы 9, которые движутся со скоростью, равной скорости трубы, выходящей из камеры 4 нане30
35
50
55
сения покрытия. Благодаря точечному контакту трубы с зубьями-пирамидами на бкрашенной поверхности не остается заметных повреждений покрытия. По продольному транспортеру 5 окра- шенная труба движется в зону действия многопозиционньЕХ роторов 11. с помощью пневмопривода 23 через цепи поперечного транспортера 7, шестерни 14-16 роторы 11 приводятся в движение, при этом последние проворачиваются на один шаг и снимают трубу с продольного транспортера 5. Одновременно происходит укладка ранее выбранных на роторы 11 труб в ячейки поперечного транспортера 7. Призмы 19, шарнирно укрепленные на отростках 18 роторов 11, имеют профиль такой же, как и призмы 9 продольного транспортера 5. Поэтому труба и призмы 19 имеют также точечный контакт. Контргрузы 20 ориентируют призмы 19 всегда в вертикальной плоскости независимо от положе- ,ния отростков 18 ротора 11. При ук- ладке трубы в поперечный транспортер 7 первая должна всегда опускаться в промежуток между солдатиками тяговых цепей. Это условие соблюдается при помощи щестерен 14-16 и подбора их передаточных чисел. Происходит синх- ронйое движение цепей транспортера 7 на один шаг и поворот ротора 11 на один шаг. Далее труба транспортируется в поперечном транспортере 7 до зоны действия механизма 25 торцовки .
Механизм 25 торцовки работает в двух режимах.
1-й режим - выравнивание торцов труб в вертикальной плоскости. Для выравнивания торцов труб служит отбойный лист 26, который, пассивно воздействуя на трубы, вьфавнивает их торцы в одной плоскости. Трубы при этом смещаются в осевом направлении по роликам 42. Наружное покрытие труб при этом не разрушается, так ка верхняя часть образующей роликов расположена несколько выше цепей попе- речного транспортера 7, труба в зоне торцовки оторвана от цепей поперечного транспортера 7.
2-й режим - выравнивание торцов труб и смещение каждой второй трубы на величину, равную длине навернутой на конец трубы резьбовой муфты. Пневмоцилиндр 40 механизма 25 торцовки запитан сжатым воздухом параллельно с пневмоприводом 23 поперечного транспортера 7 и срабатывает одновременно с ним от одного электропневмо- распределителя (не показан). Соединение выполнено таким образом, чтобы при движении поршня цилиндра 23 назад поршень пневмоцилиндра 40 двигался вперед. Таким образом, пневмо- цилиндр 40 механизма 25 торцовки делает рабочий ход в тот момент, когда цепь поперечного транспортера 7 неподвижна. При движении вперед шток пневмоцилиндра 40 через водило 36, собачку 37 воздействует на храповик 35, поворачивая его на один шаг, при этом соединенный с храповиком 35 барабан 38 с лопастями 39 так же поворачивается на 0,5 шага, толкая при этом находящуюся перед ним трубу и смещает ее на величину S (фиг. 6).
После этого труба поперечным транспортером 7 уводится с позиции смещения, поршень пневмоцилиндра 40 движется назад в исходное положение, а на позицию смещения ложится очередная труба.
При следующем движении поршня пневмоцилиндра 40 вперед вторая лопасть 39 подводится к торцу трубы, но в контакт с последней не встудает, так как ход пневмоцилиндра 40 к этому моменту полностью выбран.
Таким образом, вторая труба уходит с позиции смещения, а механизм 25 подготовлен к смещению третьей трубы. Далее операции повторяются. При изменении положения лопастей 39 относительно продольной оси трубы происходит -изменение величины смещения трубы, как показано, на фиг. 7, где смещение равно L. Такую регули ровку производят, изменяя положение оси 30 с помощью эксцентриков 31 и 32, вращая.рукоятку 34.
Таким образом, установка для нанесения защитного покрытия на поверхность полых цилиндрических изделий представляет собой целый ряд механизмов, технологически связанных между собой. Они обеспечивают разборку труб, мойку, покраску, щадящую транспортировку, не нарушающую нанесенного покрытия, выравнивание торцов труб при необходимости смещения торцов на длину муфты, а также последующую укладку труб в карман.
Формула изобретения
1. Установка для нанесения и сушки защитного покрытия на поверхность
полых цилиндрических изделий, содержащая приемно-разборное устройство, конвейер, камеру мойки и подогрева, камеру нанесения и транспортирующее устройство, включающее продольный транспортер с параллельными направляющими и вертикально размещенными в них замкнутыми цепями, многопозиционные роторы и поперечный транспортер, отличающаяся тем, что, с целью расширения технологических возможностей, она снабжена механизмом Торцовки цилиндрических изделий, при этом продольный транспортер выполнен с перемычками для соединения цепей и призмами, установленными на перемычках, причем роторы и поперечный транспортер выполнены с аналогичными призмами.
2.Установка по п.1, о т л и - чающаяся тем, что механизм торцовки выполнен в виде стоек со смонтированной на них опорной осью
с храповиком, имеющим зубья, приводным водилом с соба ч1кой и жестко соединенным с храповиком барабаном с лопастями, причем отношение количества зубьев храповика и количества лопастей барабана равно 2.
3.Установка по пп.1 и 2, о т - личающаяся тем, что опорная ось установлена эксцентрично с возможностью поворота и снабжена механизмом ее фиксации.
«м
ч
CM
fr
CsJ
1279674 5-6
Физ.
2Ь.
дадГ
Фиг. 5
Фиг. 6
ВидГ
Фи.7 Л-Л
J2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для укладки бутылок в ящики | 1982 |
|
SU1098869A1 |
| СПОСОБ РАСФАСОВКИ СТАЛЬНЫХ ГВОЗДЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2111907C1 |
| СПОСОБ ПОПЕРЕЧНОГО РАСКРОЯ СТВОЛА НА ЧУРАКИ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ, ВКЛЮЧАЯ СПОСОБ ФИКСАЦИИ СТВОЛА С УСТРОЙСТВОМ ФИКСАЦИИ И МЕХАНИЗМОМ ПЕРЕМЕЩЕНИЯ | 2014 |
|
RU2572200C2 |
| УСТРОЙСТВО ДЛЯ СУШКИ КОРНЕЙ И КОРНЕВИЩ СОЛОДКИ ГОЛОЙ " GLYCYRRHIZA GLABRA L" | 2000 |
|
RU2168684C1 |
| УСТАНОВКА ПОПЕРЕЧНОГО РАСКРОЯ СТВОЛА НА ЧУРАКИ С МЕХАНИЗМОМ ПЕРЕМЕЩЕНИЯ СТВОЛА С УСТРОЙСТВАМИ ОТМЕРА И ФИКСАЦИИ ЕГО И ПИЛЬНЫМ МЕХАНИЗМОМ | 2012 |
|
RU2514756C1 |
| Устройство для укладки продольных дренажей | 1989 |
|
SU1735506A1 |
| Автомат для сборки изделий типа цепного транспортера | 1973 |
|
SU518316A1 |
| ИЗМЕЛЬЧИТЕЛЬ ДЛЯ ВЗРЫВООПАСНЫХ ИЗДЕЛИЙ | 2001 |
|
RU2180872C1 |
| Карусельная формовочная установка | 1982 |
|
SU1106658A1 |
| Конвейер для изготовления декоративных гипсовых плит | 1987 |
|
SU1482799A1 |
Изобретение относится к производству полых .изделий, например труб к оборудованию для нанесения на наружную поверхность краски или другого вещества. Цель - расширение техно- логичес,ких возможностей. Для этого установка для нанесения и сушки защитного покрытия на поверхность по|лых цилиндрических изделий снабжена механизмом торцовки цилиндрических изделий, при этом продольный транспортер выполнен с перемычками для соединения цепей и призмами, установленными на перемычках, причем роторы и поперечный транспортер вьшолнены с аналогичными призмами. Механизм торцовки выполнен в виде стоек со смонтированной на них опорных осью с храповиком, имеющим зубья, приводным водилом с собачкой и жестко соединенным с храповиком барабаном с лоПостямй, причем отношение количества зубьев храповика и количества лопастей барабана выбрано равным 2. Опорная ось установлена эксцентрично с возможностью поворота и снабжена механизмом ее фиксации. Установка обеспечивает разборку труб, мойку, окрашивание, щадящую транспортировку, не нарушающую нанесенного пок ры- тия, выравнивание торцов труб, при необходимости смещения торцов на длину муфты, a также последующую укладку труб в карман. 2 з.п. ф-лы, 8 нл. (Л 1С а 42

| Устройство для окраски и сушки труб | 1973 |
|
SU650662A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
