Изобретение относится к листовой штамповке.
Целью изобретения является повышение производительности за счет увеличения степени формоизменения.
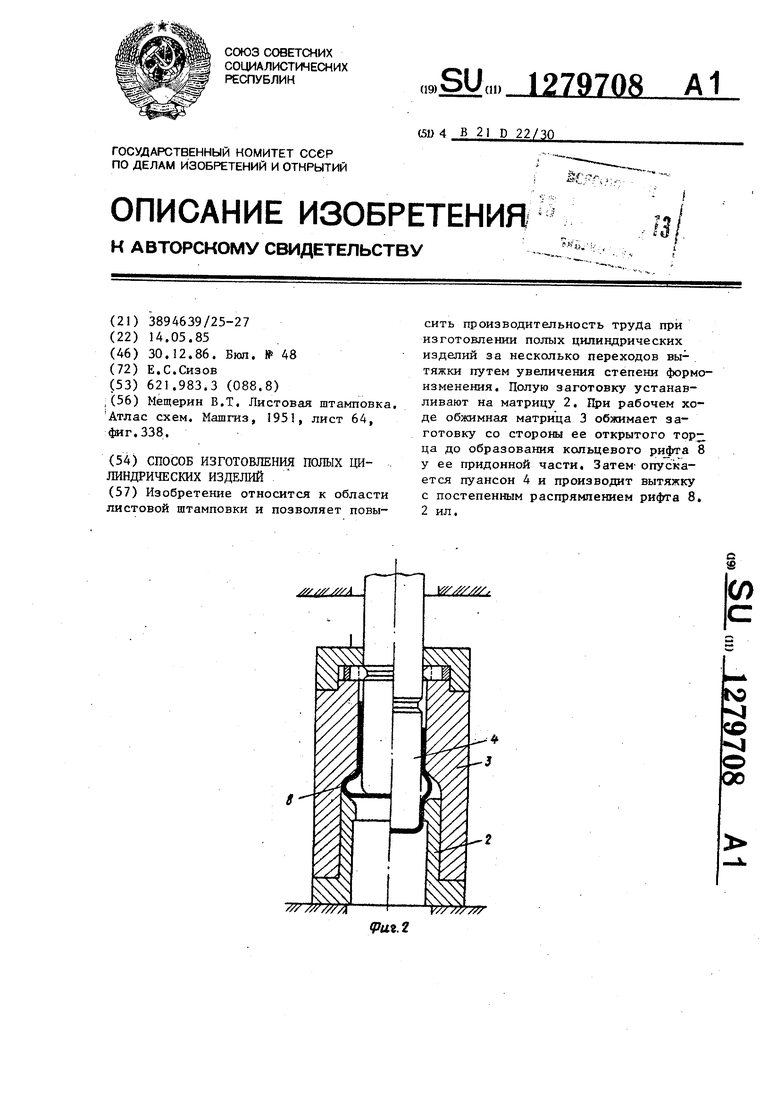
На фиг,1 показана исходная полая заготовка в момент установки в штамп на фиг.2 - полуфабрикат после обжима (слева) и в момент вытяжки (справа) .
Способ осуществляют следующим образом.
Исходную полую заготовку 1 устанавливают на матрице 2 и перемещают вниз пуасон 3 вместе с обжимной матрицей 4. Сначала матрица 4 охватывает заготовку 1 поверхностью реактивной полости 5, а затем смыкается с матрицей 2 по поверхностям 6 и 7, в результате чего матрица 4 обжимает заготовку 1, образуя кольцевой рифт 8 у ее донной части. После этого пуансон 3 осуществляет вытяжку при постепенном спрямлении рифта 8 до получения полуфабриката или полого изделия.
При вытяжке предлагаемым способом . усилие штамповки будет меньше обычного, что позволяет вовлечь в пластическое деформирование больший объем металла so фланцевой части заготовки
и тем самым изменить коэ4)фициент
вытяжки с т. --- 0,83 до т- d;.,
0,60. В связи с этим изготовление полого изделия осуществляется за меньшее число переходов.
Таким образом, использование изобретения позволяет повысить производительность изготовления полых весьма глубоких листовых деталей за счет сокращения сроков подготовки производства штамповой оснастки в 1,5-2 раза, и за счет снижения трудоемкости изготовления самих деталей почти в 3 раза.
Формула изобретения
Способ изготовления полых цилиндрических изделий из полой заготовки путем вытяжки за несколько переходов, отличающийся тем, что, с целью повышения производительности за счет увеличения степени формоизменения, на каждом переходе перед вытяжкой производят обжим полого полуфабриката предыдущего перехода со стороны его открытого торца до диаметра текущего перехода вытяжки с получением кольцевого рифта у его придонной части.
у/////л
Редактор Л.Веселовская
Составитель О.Матвеева
Техред М.Ходаннч Корректор А.Обручар
Заказ 6995/9Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, , Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4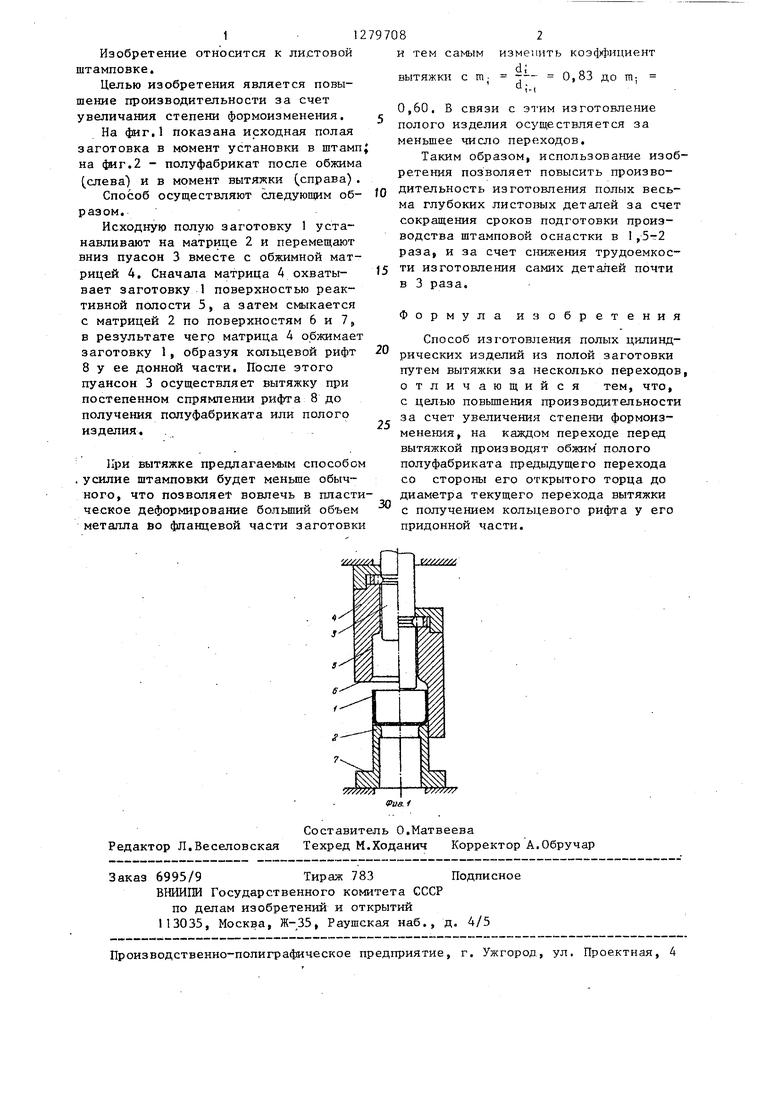
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ МНОГОПЕРЕХОДНОЙ ВЫТЯЖКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1991 |
|
RU2090290C1 |
| Способ изготовления полых изделий | 1986 |
|
SU1416235A1 |
| Способ и устройство для получения оболочки с переменной толщиной стенки по высоте | 2019 |
|
RU2707456C1 |
| СПОСОБ ВЫТЯЖКИ С ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2638720C1 |
| Способ изготовления полых деталей из листовых заготовок | 1976 |
|
SU659243A1 |
| Способ изготовления полых изделий | 1983 |
|
SU1148672A1 |
| Способ изготовления полых изделий | 1978 |
|
SU749497A1 |
| Способ изготовления тонкостенных полых изделий | 1991 |
|
SU1801045A3 |
| Способ вытяжки полых изделий | 1990 |
|
SU1771852A1 |
| Способ изготовления полых изделий | 1978 |
|
SU749496A1 |
Изобретение относится к области листовой штамповки и позволяет повысить производительность труДа при изготовлении полых цилиндрических изделий за несколько переходов вытяжки путем увеличения степени формоизменения. Полую заготовку устанавливают на матрицу 2. рабочем ходе обжимная матрица 3 обжимает заготовку со стороны ее открытого тор ца до образования кольцевого рифта В у ее придонной части. Затем- опускается пуансон 4 и производит вытяжку с постепенным распрямлением рифта 8, 2 ил. // // ///А (Л N9 М СО