1
Изобретение относится к холодной обработке металлов давлением и может быть использовано для подачи полосового материала к прессу.
Цель изобретения - повышение производительности процесса подачи.
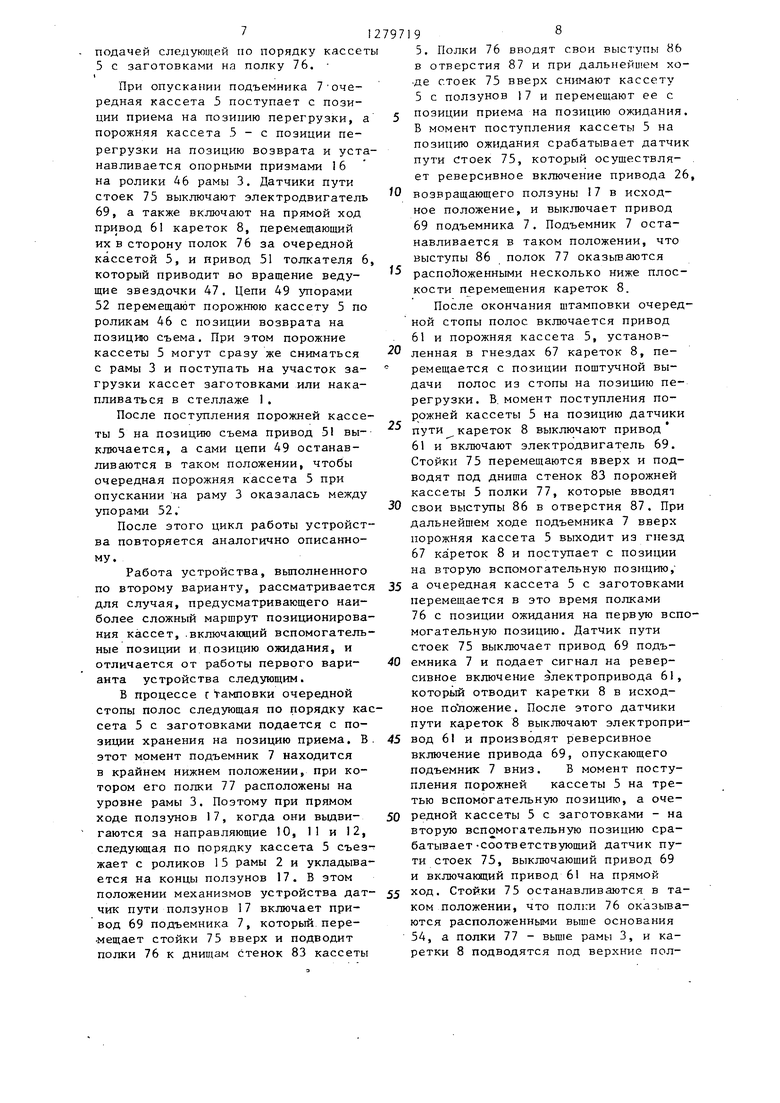
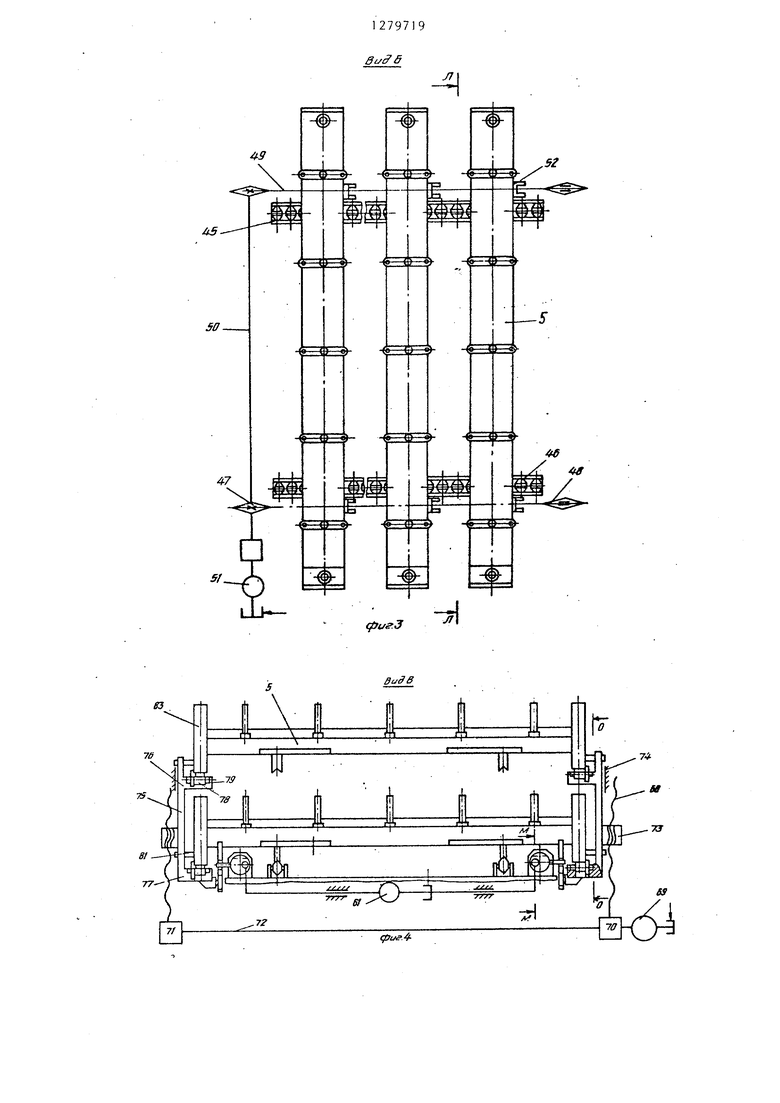
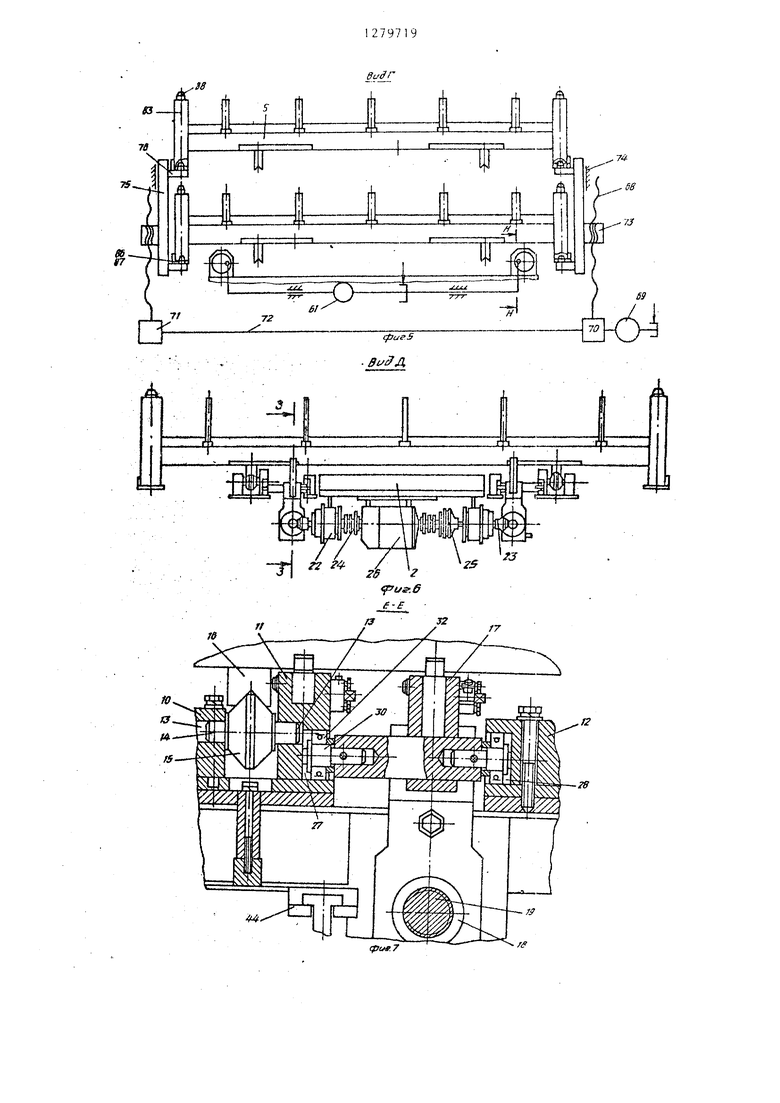
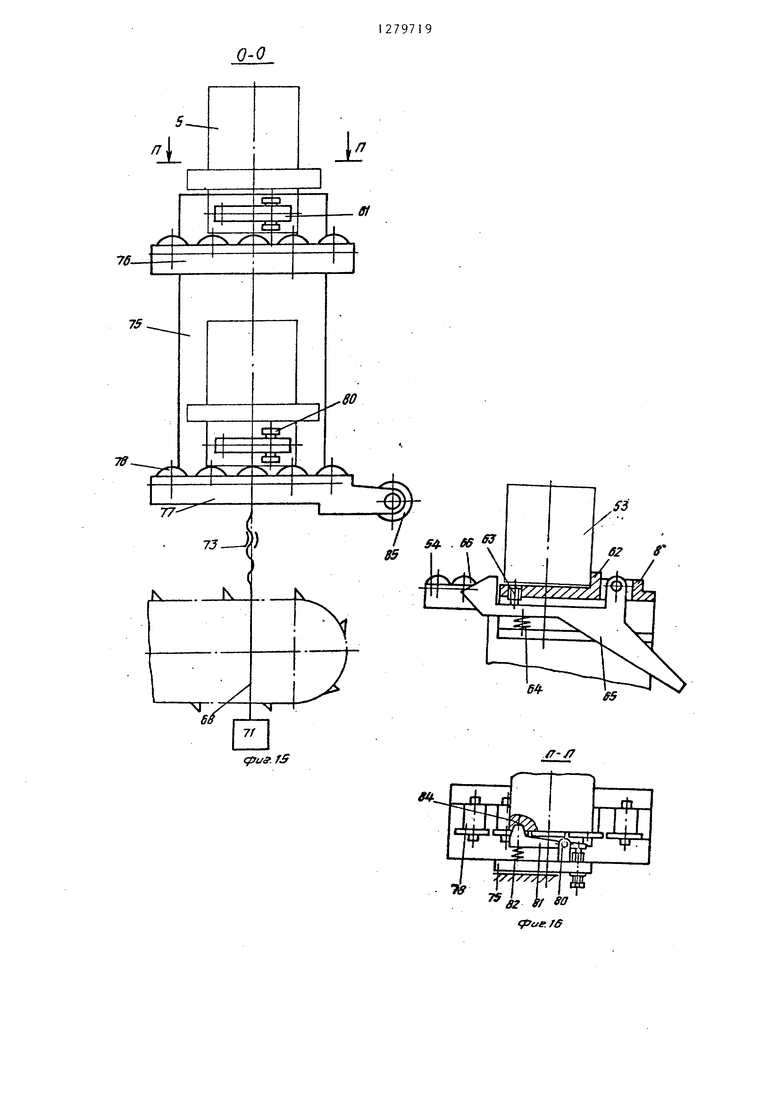
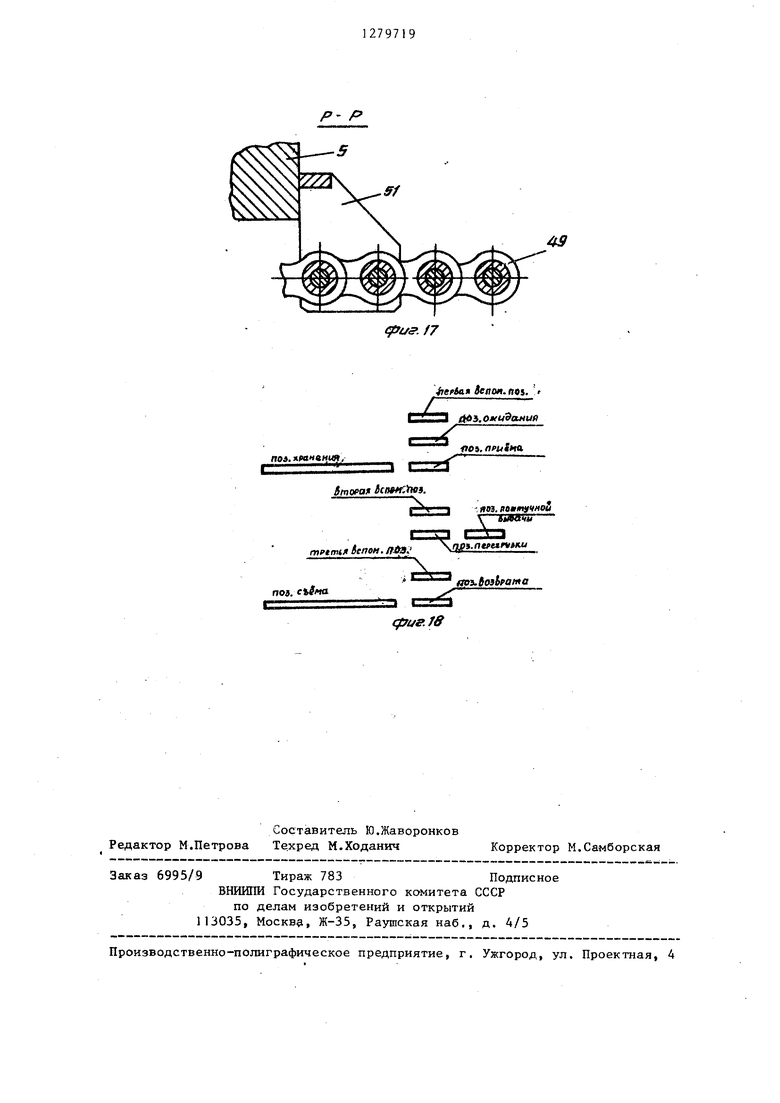
На фиг; 1 изображено устройство для подачи полосового материала к прессу на фиг. 2 - вид А на фиг.1; на фиг. 3 - вид Б на фиг. I | на фиг. 4 - вид В на фиг. J на фиг.З- вид Г на фиг. 1j на фиг. 6 - вид Д на фиг. 2, на фиг. 7 - разрез Е-Е на фиг. 2; на фиг; 8 - разрез Ж-Ж на фиг. 2i на фиг. 9 - разрез 3-3 на фиг. 6i на фиг. 10 - разрез И-И на фиг. 8J на фиг, 11 - разрез К-К на фиг. 8; на фиг, 12 - разрез Л-Л на фиг. 3; на фиг. 13 - разрез М-М на фиг. 4; на фиг. 14 - разрез Н-Н на фиг. 5i на фиг. 15 - разрез 0-0 на фиг. 4 на фиг. 16 - разрез П-П на фиг. 15; на фиг, 17 - разрез Р-Р на фиг. 12; на фиг. 18 - перемещение кассет по позициям.
Устройство для подачи полосового материала к прессу содержит стрллаж
I, состояпщй из верхней 2 и нижней 3 опорных рам, механизм 4 перемещения кассет 5 с уложенными в стопы заготовками вдоль верхней рамы 2, толкатель 6 для перемещения порожних кассет 5 вдоль нижней рамы 3, подъемник 7 каретку 8 для подачй кассет 5 к механизму 9 поштучной выдачи полос из стопы.
На верхней опорной раме 2 смонтированы три пары направляющих 10,
IIи 12, предназначенных для ориентации кассет 5 и подвижных элементов механизма 4 их шагового перемещения, В обращенных друг к другу стенках направляющих 10 и 11 выполнены отверстия 13, в которых установлены оси 14, на них смонтированы ролики 15, имеющие призматический профиль. Днища кассет 5 снабжены опорными призмами 16, форма которых соответствует профилю роликов 15, Между направляющими 11 и 12 размещены ползуны 17 механизма 4 шагового перемещения кассет 5, смонтированные на гайках 18 ходовых винтов 19 Последние установлены на рамы 2 в опорах 20 и на них закреплены конические щестерни 21, входящие в зацепление с установленными в подиипни- ковых опорах 22 вал-шестернями 23,
797192
которые через 1тредохраните. п,ные муфты 24 и муфту-тормоз 25 соединены с электроприводом 26. В обращенных друг к другу стенках направляющих
5 1 1 и 12 выполнены П-образные пазы 27 и 28, а на ползунах 17 смонтированы вертикально расположенные оси 29 и горизонтально расположенные оси 30, на которых соответственно уста- 0 новлены подшипники 31, контактирующие с вертикальными стенками пазов 27 и 28, и подигипники 32, контакти- рующие с горизонтальными стенками указанных пазов 27 и 28. Для ограни 5 чения хода ползунов 17 на них закреплены упоры 33. Кроме того, на ползунах 17 в пазах 34 на осях 35 с интервалом, соответствующим шагу перемещения ползунов 7, устйновле- 20 ны рычаги 36, подпружиненные пружинами 37 к упорам 38, а на направляющих 11 в пазах 39 на осях 40 с таким же интервалом смонтированы собачки 41, расположенные параллельно ры чагам 36. Собачки 41 подпружинены упругими элементами 42 к упорам 43. .Для управления и контроля за ходами ползунов 17 на раме 2 установлен командоаппарат 44,
На нижней раме 3 параллельно направляющим 1 О и 11 смонтированы две обоймы 45 с роликами 46 и установлены звездочки 47 и ведомые звездочки 48, на которых надеты це35 пи 49 толкателя 6. Звездочки 47 установлены на валу 50, приводимом во вращение от привода, выполненного в/ виде электродвигателя 51. На цепях 49 с интервалом, соответствующим рине кассеты 5, закреплены упоры 52.
Перед стеллажом 53 на основании 54 размещены направлягацие 55, расположенные по высоте между рамами 2 и 3 параллельно направляющим 10, 11
45 и 12 и обоймам 45. Установленные в направляющих 55 каретки 8 соединены с гайками 56 ходовых винтов 57, которые смонтированы в опорах 58 и посредством закрепленных на них ко50 нических щестерней 59, входящих в зацепление с вал-шестернями 60,кинематически связаны с электроприводом 61 .
55 - Для установки кассеты 5 на каретках 8 согласно первому варианту вьшолнения устройства каретки 8 снабжены упорами-ограничителями 62 и упорами 63, к которым с помопью
упругих элементов 64 подпружинены защелки 65, а на основании 54 смонтированы опорные ролики 66, аналогичные роликам 15 и 46 стеллажа 53.
На каретках 8 могут быть предусмотрены гнезда 67.
Между стеллажом 53 и основанием 54 размещен подъемник 7, выполненный в виде двух вертикально расположенных ходовых винтов 68, кинематически связанных между собой и с приводом, выполненным в виде электродвигателя 69 посредством редукторов 70 и 71 и вала 72. На гайках 73, установленных на ходовых винтах 68, смонтированы установленные в направляющих 74 вертикальные стойки 75, на которых закреплены столы, вьшолненные в виде полок 76 и 77.
Полки 16 и 77 подъемника 7 снабжены направляющими роликами 78, закрепленными на осях 79, и смонтированными на осях 80 фиксаторами 81, подпружиненными к стойкам 75 упругими элементами 82. При этом в боковых стенках 83 кассет 5 предусмотрены трапецеидальные выемки 84,соответствующие профилю выступов фиксаторов 81. Кроме того, на нижних полках 77 смонтированы нажимные ролики 85,установленные в плоскости поворота защелок 65.
Полки 76 и 77 подъемника 7 могут быть снабжены выступами 86 для взаимодействия с соответствующими отвестиями 87, предусмотренными в днищах боковых стенок 83 кассет 5. В этом случае в верхней части стенок 83 имеются аналогичные выступы 88/
Рама 3 имеет длину большую, чем рама 2 и смонтирована ,на стеллаже 53 таким образом, что обоймы 45 расположены под полками 77 подъемника 7, а расстояние между обоймами 45 соответствует расстоянию между опорными призмами 16 кассет 5.
Механизм 9 поштучной выдачи полос из стопы выполнен в виде вакуумных присосов 89, установленных на траверсе 90 с возможностью перемещения в вертикальной и горизонтальной плоскостях при помощи силовых цилиндров 91 и 92.
Устройство работает следующим образом.
Перед началом работы пресса кас- сеты 5 с загруженными в них стопами полосового материала устанавливают на позиции хра нения, т.е. на
797194
верхней опорной раме 2 между рычагами 36 и собачками 41. При установке в пресс первого по порядку штампа первую кассету 5 с позиции хра- 5 нения подают в зону действия присосов 89 механизма 9 поштучной выдачи полос из стопы. Для этого включают электродвигатель 69, который с помощью вала 72, редукторов 70 и
Ю 71, ходовых винтов 68 и гаек 73 сообщает стойкам 75 движение вверх. В тот момент, когда направляющие ролики 78 верхних полок 76 оказываются на уровне днищ боковых стенок
15 83, размещенных на раме 2 кассет 5, срабатывает датчик пути стоек 75 (не показан), выключающий электро- - двигатель 69 и включающий привод 26 ползунов 17. Привод 26 через муф20 ты 24 и тормоз 25 и конические зубчатые передачи, образованные шестернями 21 и вал-шестернями 23, сообщает вращение ходовым винтам 19, приводящим в движение с помощью гаек
25 18 ползун 17. В процессе перемеще- ния ползуна 17 одшипники 31 и 32 пе- рекатьшаются по стенкам пазов 27 и 28 направляющих 11 и 12, а рычаги 36 упираются в днища кассет 5 и пе30 ремещают их по роликам 15 в сторону подъемника 7. При этом кассеты 5 наезжают на собачки 41 и разворачивают -их вокруг осей 40, утапливая в пазах 39, а боковые стенки 83 первой по порядку кассеты 5 нажимают на трапецеидальные выступы фиксаторов 81, разворачивая последние вокруг осей 80. Первая кассета 5 съезжает с роликов 15 рамы 2 и дальше лереме Q щается по направляющим роликам 78 верхних полок 76 до тех пор, пока выступы фиксаторов 81 не зайдут в выемки 84 в стенках 83. В тот момент, когда первая кассета 5 посту г пит на позицию приема, срабатывает
датчик пути,ползунов 17 , осуществляющий реверсивное включение привода 26. При обратном ходе ползунов 17 рычаги 36 попадают под днища кассет
0 5, поворачиваются вокруг осей 35 и утапливаются в пазах 34, а собачки 41, упирающиеся в это время в уцоры 43, предупреждают смещение кассет 5 назад. Первая кассета 5 удержива5 ется на позиции приема с помощью фиксаторов 81. В момент остановки ползунов 17 в исходном положении весь ряд кассет 5 оказывается смещенным вперед на величину шага перемешения ползунов 17, при этом рычаги 36 оказываются за днищами кассет 5 и снова разворачиваются пружинами 37 к упорам 38,
Датчик пути,, выключающий привод 26 в исходном положении ползунов 17, одновременно производит реверсивное включение электродвигателя 69 подъемника 7 и включение на прямой ход привода 61 кареток 8. Стойки 75 опускаются вниз, а каретки 8, получающие движение от электропривода 61 через конические зубчатые передачи, образованные шестернями 59 и вал-шестернями 60, ходовые виН ты 57 и гайки 56, перемещаются в направляющих 55 с позиции поштучной выдачи полос из стопы в сторону позиции перегрузки и останавливаются при срабатывании соответствующих ко нечных выключателей, отключающих электропривод 61. При дальнейшем опускании полок 76 первая кассета 5 поступает на позицию перегрузки и заходит в пространство между упорами-ограничителями 62 кареток 8 и выступами защелок 65, которые в это время подпружинены упругими элементами 64 к упорам 63.
Возможен также другой вариант ра боты устройства, при котором вначале осуществляется опускание полок 76 на позицию перегрузки, а затем на указанную позицию подаются каретки 8. При этом в процессе перемещения кареток 8 днище позиционируемой кассеты 5 воздействует на скошенные концы защелок 65 и отжимает их от упоров 63, а в крайнем положении кареток 8, когда концы защелок 65 зайдут за днище кассеты 5, упругие элементы 64 снова разворачивают защелки 65 к упорам 63.
Останов стоек 75 осуществляется с помощью датчиков пути после того, как опорные призмы 16 позиционируемой кассеты 5 оказываются расположенными на уровне призматических роликов 66. Указанные датчики подают сигнал на реверсивное включение привода 6 1 ,который возвращает каретки 8 в исходное положение. При этом концы защелок 65 упираются в заднюю стенку кассеты 5 и, преодолевая усилие элементов 82, прижимающих фиксаторы 81 к выемкам 84 в боковых стенках 83, перемещают кассету 5 по опорным роликам 66 основания. 54 на
79719и
позицию nouiTyMHof-i выдачи полос из стопы.
В момент поступления кассеты 5 на позицию срабатывают датчики пу5 ти кареток 8, выключающие электропривод 61 и включающие силовые цилиндры 91 и 92 мр.ханизма 9. Присосы 89 опускаются вниз, захватывают верхнюю заготовку, затем снова подни 0 маются вверх и переносят заготовку к механизму подачи . полос в пресс (не показан).
В период штамповки заготовок снова включается привод 69 и стойки
15 75 подъемника 7 поднимаются вверх. В тот момент, когда верхние полки 76 оказываются расположенными на уровне верхней рамы 2, а нижние - на уровне основания 54, датчик пути 20 стоек 75 выключает электродвигатель 69 и включает привод 26 ползунов 17, которые подают на полки 76 следующую по порядку кассету 5. Затем датчик пути ползунов 17 осуществляет ре25 версивное включение привода 26,возвращающего ползуны 17 в исходное положение .
30
Подъемник 7 остается в таком положении до тех пор, пока в прессе продолжается штамповка очередной
стопы полос. После ее окончания по команде оператора или управляющего устройства, осуществляющего подсчет числа проштампованных заготовок,
включается привод 61. Каретки 8 воздействуют упорами-ограничителями 62 на порожнюю кассету 5 и перемещают ее по роликам 66 в сторону подъемника 7, При перемещении кареток 8
установленные на нижних полках 77 нажимные ролики 85 воздействуют на защелки 65 и отжимают их от упоров 63, обеспечивая таким образом возможность удаления порожней кассеты 5
с основания 54. Кассета 5 съезжает с опорных роликов 66 основания 54 и перемеш.ается по роликам 78 полки 77 до тех пор, пока выступы фиксаторов 81 не зайдут в выемки 84 в боковых
стенках 83 кассеты 5. После этого датчики пути кареток 8 подают сигнал на отвод кареток 8 назад, а по приходу кареток 8 в исходное положение указанные датчики включают электродвигатель 69, опускающий подъемник 7 вниз.
Перемещение порожней кассеты 5 на нижнюю полку 77 подъемника 7 может осуществляться и одновременно с
подачей следующей по порядку кассет 5 с заготовками на полку 76.
При опускании подъемника 7 очередная кассета 5 поступает с позиции приема на позипию перегрузки, а порожняя кассета 5 - с позиции перегрузки на позицию возврата и устанавливается опорными призмами 16 на ролики 46 рамы 3, Датчики пути стоек 75 выключают электродвигатель 69, а также включают на прямой ход привод 61 кареток 8, перемещающий их в сторону полок 76 за очередной кассетой 5, и привод 51 толкателя 6 который приводит во вращение веду- щие звездочки 47. Цепи 49 упорами 52 перемещают порожнюю кассету 5 по роликам 46 с позиции возврата на позицию съема. При этом порожние кассеты 5 могут сразу же сниматься с рамы 3 и поступать на участок за- грузки кассет заготовками или накапливаться в стеллаже 1,
После поступления порожней кассеты 5 на позицию съема привод 51 выключается, а сами цепи 49 останавливаются в таком положении, чтобы очередная порожняя кассета 5 при опускании на раму 3 оказалась между упорами 52;
После этого цикл работы устройства повторяется аналогично описанному.
Работа устройства, выполненного по второму варианту, рассматривается для случая, предусматривающего наиболее сложный маршрут позиционирования кассет, .включающий вспомогательные позиции и позицию ожидания, и отличается от работы первого вари- анта устройства следующим.
В процессе г тамповки очередной стопы полос следующая по порядку кассета 5 с заготовками подается с позиции хранения на позицию приема, В этот момент подъемник 7 находится в крайнем нижнем положении, при котором его полки 77 расположены на уровне рамы 3. Поэтому при прямом ходе ползунов 17, когда они выдви- гаются за направляющие 10, 11 и 12, следующая по порядку кассета 5 съезжает с роликов 15 рамы 2 и укладывается на концы ползунов 17. В этом положении механизмов устройства дат- чик пути ползунов 17 включает привод 69 подъемника 7, который перемещает стойки 75 вверх и подводит полки 76 к днищам стенок 83 кассеты
5
97
5 ,
5 0
5 0 5
19
5, Полки 76 вводят свои выступы 86 в отверстия 87 и при дальнейшем ходе стоек 75 вверх снимают кассету 5 с ползунов 17 и перемещают ее с позиции приема на позицию ожидания. В момент поступления кассеты 5 на позицию ожидания срабатывает датчик пути Стоек 75, который осуществляет реверсивное включение привода 26, возвращающего ползуны 17 в исходное положение, и выключает привод 69 подъемника 7. Подъемник 7 останавливается в таком положении, что выступы 86 полок 77 оказьшаются расположенными несколько ниже плоскости перемещения кареток 8.
После окончания щтамповки очередной стопы полос включается привод 61 и порожняя кассета 5, установленная в гнездах 67 кареток 8, перемещается с позиции поштучной выдачи полос из стопы на позицию перегрузки. В, момент поступления порожней кассеты 5 на позицию датчики пути кареток 8 выключают привод 61 и включают электродвигатель 69. Стойки 75 перемещаются вверх и подводят под днища стенок 83 порожней кассеты 5 полки 77, которые вводят свои выступы 86 в отверстия 87. При дальнейшем ходе подъемника 7 вверх порожняя кассета 5 выходит из гнезд 67 кареток 8 и поступает с позиции на вторую вспомогательную позицию, а очередная кассета 5 с заготовками перемещается в это время полками 76 с позиции ожрадания на первую вспомогательную позицию. Датчик пути стоек 75 выключает привод 69 подъемника 7 и подает сигнал на реверсивное включение электропривода 61, который отводит каретки 8 в исходное по ложение. После этого датчики пути кареток 8 выключают электропривод 61 и производят реверсивное включение привода 69, опускающего подъемник 7 вниз. В момент поступления порожней кассеты 5 на третью вспомогательную позицию, а очередной кассеты 5 с заготовками - на вторую вспомогательную позицию срабатывает -соответствующий датчик пути стоек 75, выключающий привод 69 и включакхций привод 61 на прямой ход. Стойки 75 останавливаются в таком положении, что полки 76 оказываются расположеннь1ми выше основания 54, а полки 77 - вьш1е рамы 3, и каретки 8 подводятся под верхние пол9
ки 76. После этого датчики пути кареток 8 выключают электродвигател 61 и снова включают привод 69, который перемещает стойки 75 в крайнее нижнее положение. При этом оче- редная кассета 5 поступает на позицию перегрузки и садится в гнезда 67 кареток 8, а порожняя кассета 5 перемещается на позицию возврата и устанавливается опорными прижимами 16 на ролики 46. Движение стоек 75 вниз продолжается до тех пор, пока выступы 86 -полок 76 и 77 не выйдут из отверстий 87 в- днищах стенок 83 обеих кассет 5. В этот момент ера- бат15шает датчик пути стоек 75, который выключает привод 69 подъемника 7 и включает приводы 51 и 61.
Толкатель 6 перемещает порожнюю кассету 5 с позиции возврата на по- зицию съема, а каретки 8 подают очередную кассету 5 с позиции перегрузки на позицию поштучной выдачи полос из стопы.
После этого цикл работы устройст ва повторяется.
В случае использования низких и узких кассет 5 соответственно этому при коротких ходах кареток 8 перемещение кассет 5 с позиции на по- зицию может производиться и без промежуточных остановок на других позициях . При этом каретки 8 начина- ют перемещаться в сторону подъемник 7 сразу же после того, как порожняя кассета 5 опустится ниже уровня основания 54, а полки 76 будут находиться вьшге этого уровня.
Формула изобретени
1 .Способ подачи- полосового материала к прессу, при котором кассеты со стопами листов устанавливают на позиции хранения в заданной после- довательности, перемещают в направлении к прессу кассету с позиции хранения на позицию приема, с позиции приема кассету перемещают в. вертикальном направлении на позицию перегрузки, с позиции перегрузки кассету перемещают на позицию поштуной вьщачи полос из кассеты, с позиции поштучной выдачи полос из кассеты отделенные полосы подают к прессу, одновременно с процессом поштучной выдачи полос, сх;едующую кассету перемещают с позиции хранения на позицию приема, затем пере1910
мещают последовательио порожнюю кассету в направлении от пресса с позиции поштучной выдачи на позицию перегрузки, с позиции перегрузки на позицию возврата и позицию съема в вертикальном и горизонтальном направлениях, отличающийся тем, что, с целью повьшшния производительности процесса подачи, перемещение кассет по позиции хранений, позиции поштучной выдачи полос и позициям возврата и съема порожних кассет осуществляют в трех расположенных одна под другой горизонтальных плоскостях, перемещение кассет с позиции приема на позицию перегрузки, с позиции перегрузки на позицию возврата осуществляют одновременно в вертикальном направлении.
2.Способ по п, 1, о т л и ч а- ю щ и и с Я тем, что после перемещения порожней кассеты с позиции поштучной выдачи полос на позицию перегрузки последующую кассету со стопой полос перемещают в вертикальном направлении с позиции приема на вспомогательную позицию, расположенную над позии.ией хранения, одновременно порожнюю кассету с позиции перегрузки перемещают на дополнительную вспомогательную позицию, расположенную над позицией перегрузки, затем одновременно с вспомогательных позиций порожнюю кассету пере- на позицию возврата, а кассету со стопой листов - на позицию перегрузки.
3.Способ по пп. 1 и 2, отличающийся тем, что в период процесса поштучного отделения полос следующую кассету со стопой полос перемеп5ают с позиции приема на позицию о;«иданияз расположенную над позицией приема, а перемещение кассеты со стопой полос на вспомогательную позицию с позиции ожидания осуществляют одновременно с переме- щением порожней кассеты с позиции перегрузки на дополнительную вспомо.гательную позицию. }
4.Способ по пп. 1-3, отличающийся тем, что порожнюю кассету перемещают с дополнительной вспомогательной позиции на третью вспомогательную позицию и одновременно последующ}/ю кассету со стопой листов перемещают с вспомогательной позиции на дополнительную вспомогательную позицию, а затем с третьей
вспомогательной позиции порожнюю кассету перемещают на позицию возврата, а с дополнительной вспомогательной позиции кассету со стопой листов перемещают на позицию перегрузг ки.
5, Устройство для подачи полосового материала к прессу, содержащее, расположенные в технологической последовательности стеллаж-для размещения кассет со стопами полосового материала, механизм перемещения кассет по стеллажу, механизм вертикального перемещения кассет, выполнен- ньй в виде ходовых винтов, связанных между собой и с приводом, и стола для размещения кассет, связанного с ходовыми винтами механизм подачи кассет в .зону отделения полос от стопы и механизм отделения полос от стопы, отличающе
е С Я тем, что, с целью повьппения производительности процесса подачи, оно снабжено дополнительным стеллажом, механизмом перемещения кассет по дополнительному стеллажу, горизонтальными направляющими, дополнительным столом для размещения кассе связанным с ходовыми винтами, опорными роликами, упорами и подпружиненными рычагами, установленными один от другого на расстоянии, равном шагу перемещения кассет, узлом фиксации кассет в механизме вертикального перемещения кассет, узлом фиксации кассет в механизме подачи кассет в зону отделения полос от стпы, стеллажи расположены один под другим, горизонтальные направляющие
расположены между стеллажами, ролики смонтированы на стеллажах, столы расположены один под другим, механизм подачи кассет в зону отделения полос от стопы установлен на горизонтальных направляющих, механизм перемещения кассет вьшолнен в виде ползуна, упоры и подпружиненные рычаги закреплены на ползуне с возможностью взаимодействия с кассетами.
6. Устройство по п. 5, отличающееся тем, что узел фик279719 2
сации кассет в механизме вертикального перемещения выполнен в виде подпружиненных фиксаторов, закрепленных на верхнем столе с возмож- 5 ностью взаимодействия с кассетами.
7.Устройство по п. 5, о т л и- чающееся тем, что узел фиксации кассет в механизме подачи кассет в зону отделения полос от пы выполнен в виде упора-ограничителя, (дополнительного упора и подпружиненных защелок, установленных с возможностью взаимодействия с кассетами, и нажимных роликов, закреп15 ленныХ на нижнем столе с возможностью взаимодействия с подпружиненными защелками.
8.Устройство по п. 5, отличающееся тем, что оно снаб- жено направляющими роликами, закрепленными на столах, и опорными роликами, смонтированными в механизме подачи кассет в зону отделения полос от стопы
9.Устройство по п. 5, отличающееся тем, что узел фиксации кассет в механизме вертикального перемещения кассет выполнен в
виде выступов, расположенных на столах с возможностью взаимодействия с нижними сторонами кассет, а узел фиксации кассет в механизме подачи кассет в зону отделения полос от стопы выполнен в виде гнезд для размещения кассет.
10.Устройство по п. 5, отличающееся тем, что оно снабжено д ополий те ль ньтги упорами и под- . пружиненными собачками, закрепленными на верхнем стеллаже.
11.Устройство по п. 5, о т л и- чающ. ее с я. тем, что механизм
перемещения кассет по дополнительному стеллажу выполнен в виде цепной передачи и захватных упоров, закрепленных на цепях с возможностью взаимодействия с кассетами на расстоянии один от другого, равном ширине кассеты.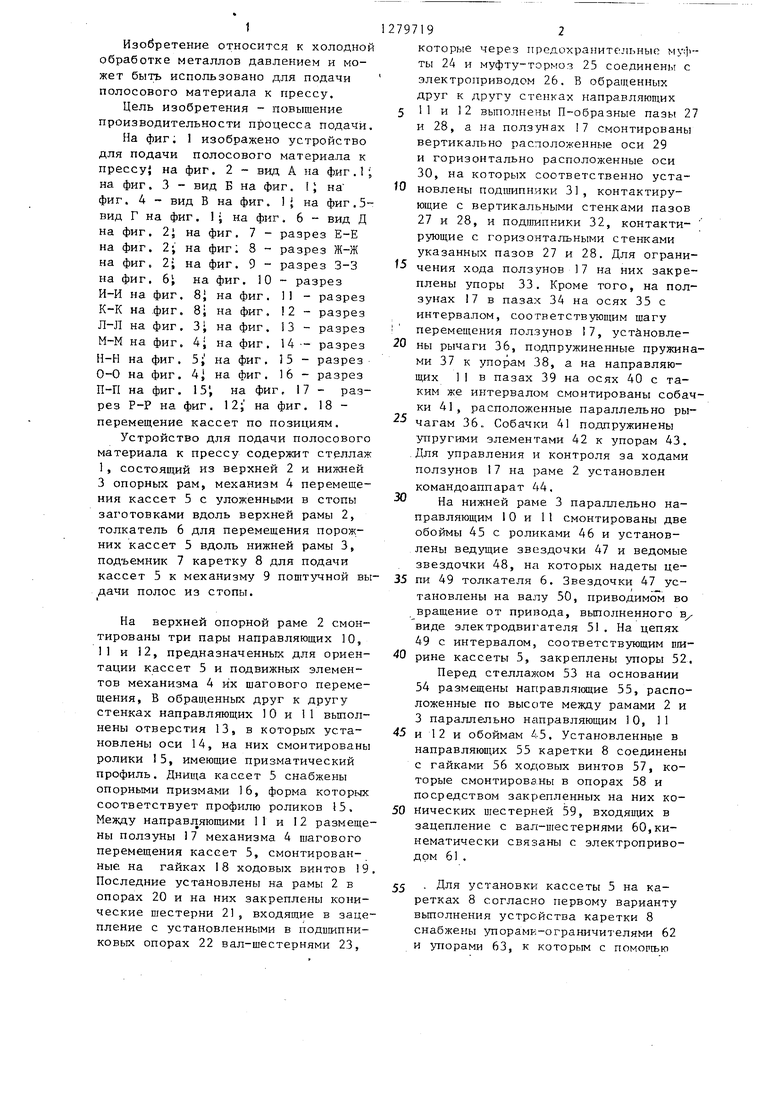


| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНО-СКЛАДСКАЯ СИСТЕМА ДЛЯ КОЛЕСНЫХ ШИН | 1990 |
|
RU2013327C1 |
| Штамповочный комплекс для изготовления деталей из полосового материала | 1985 |
|
SU1286328A1 |
| Автоматическое загрузочное устройство | 1984 |
|
SU1220783A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Поточная линия | 1975 |
|
SU590142A1 |
| Установка для многономенклатурной штамповки полосового материала различной толщины | 1982 |
|
SU1069908A1 |
| Автоматизированный комплекс для многопереходной штамповки | 1986 |
|
SU1349851A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Установка для многономенклатурной штамповки полосового материала | 1989 |
|
SU1682019A1 |
| МОБИЛЬНОЕ УСТРОЙСТВО ДЛЯ СОРТИРОВКИ КРУГЛЫХ ЛЕСОМАТЕРИАЛОВ И ПОШТУЧНОЙ РАЗБОРКИ ИХ ПАЧЕК | 1990 |
|
RU2029639C1 |


Изобретение относится к области холодной обработки металлов давлением и может быть использовано для подачи полосового материала к прессу. Целью изобретения является повышение производительности процесса подачи. Кассеты со стопами полос устанавливаются на стеллаж. Одну из кассет механизмом перемещения, имеющим ползун, несущий упоры и подпружиненные рычаги, подают на верхний стол механизма вертикального перемещения кассет. Стол опускается. Кассета перемещается на механизм, который перемещает кассету под механизм поштучной выдачи полос. Стол поднимается BBeftx и следующая кассета подается на него. Кассеты фиксируются на столе узлами фиксации, имеющими упоры ролики и подпружиненные защелки. Порожняя кассета подается на нижний стол. Столы перемещаются вниз. С верхнего стола кассета поступает на позицию поштучной выдачи, а с нижнего стола порожняя кассета поступает на позицию возврата и механизмом перемещения, выполненным в виде цепной передачи, перемещается по нижнему стеллажу на позицию съема. 2 см. 9 з.п. ф-лы, 18 ил. (Л с to со со
W
о)-e - I--
.
iirrdH
-et
1Ш
Ш1
Q)- O-
aД
-Ф-
юЗПн-
ti
Ш
rgi
-&q
ГА1
ni
rb
cpua.Z
фиг:3
. 7-
se
.7J
.ju
.444
Cpuf.7
ДУ
J7
J7
фиагг
7
ts
sa 398
/
у-1V
a
6&
tffuftO.
у-1V
«
ss
S3
т
Р- f
Составитель Ю,Жаворонков Редактор М.Петрова Техред М.Ходанич
Заказ 6995/9 Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москву, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
(ftifff. 17
itifta. SeaoH. nos.
ttiui.
c
fiOi.afuiHa
Корректор М.Самборская
| Загрузочное устройство для листоштамповочных прессов-автоматов | 1969 |
|
SU299106A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
