Изобретение относится к обработке металлов давлением и может быть использовано для штамповки деталей и заготовок из полосового материала.
Целью изобретения является повышение надежности.
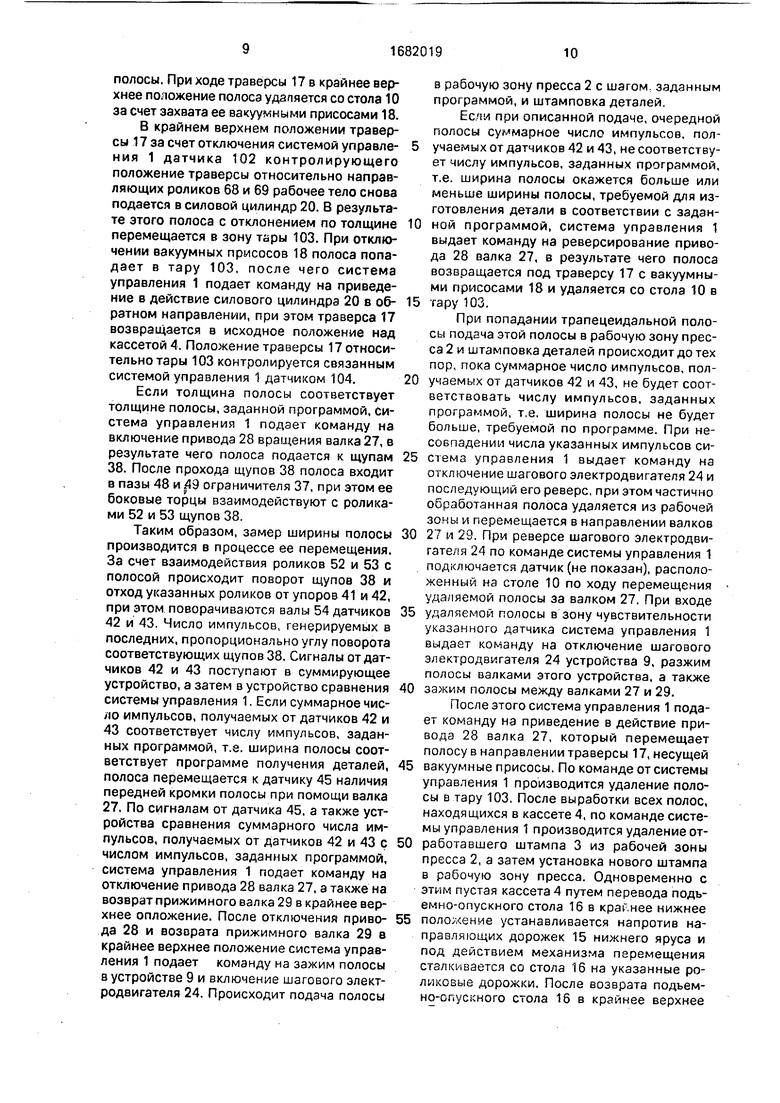
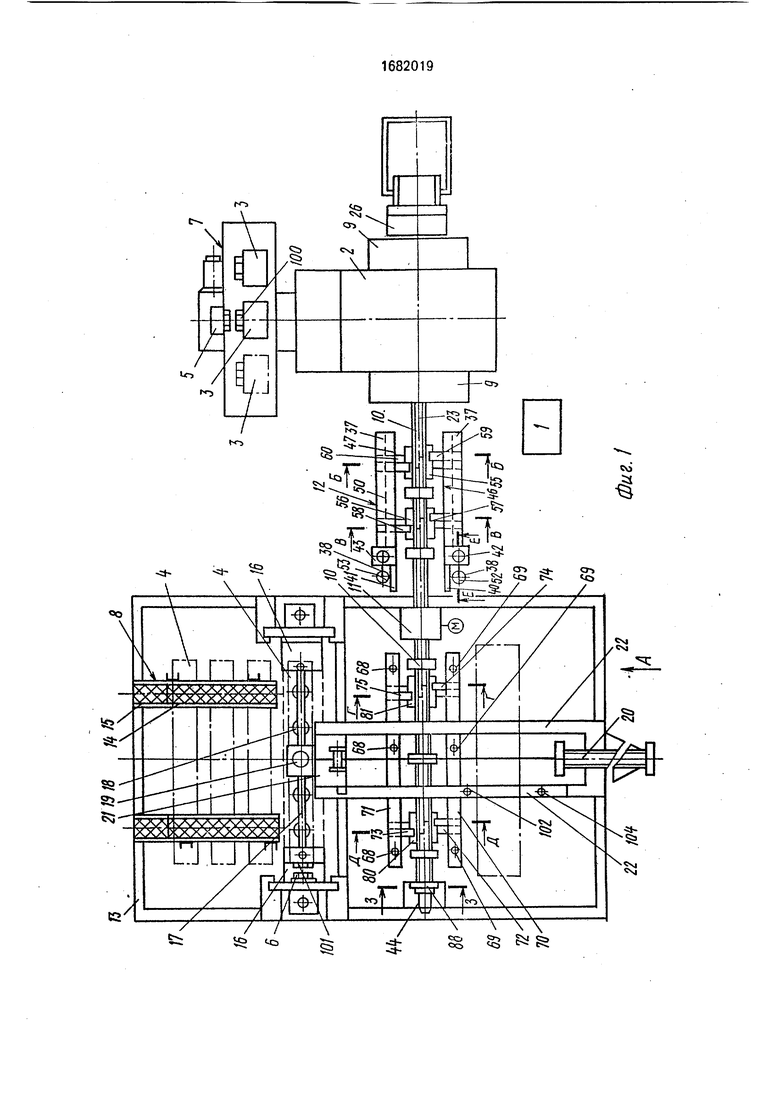
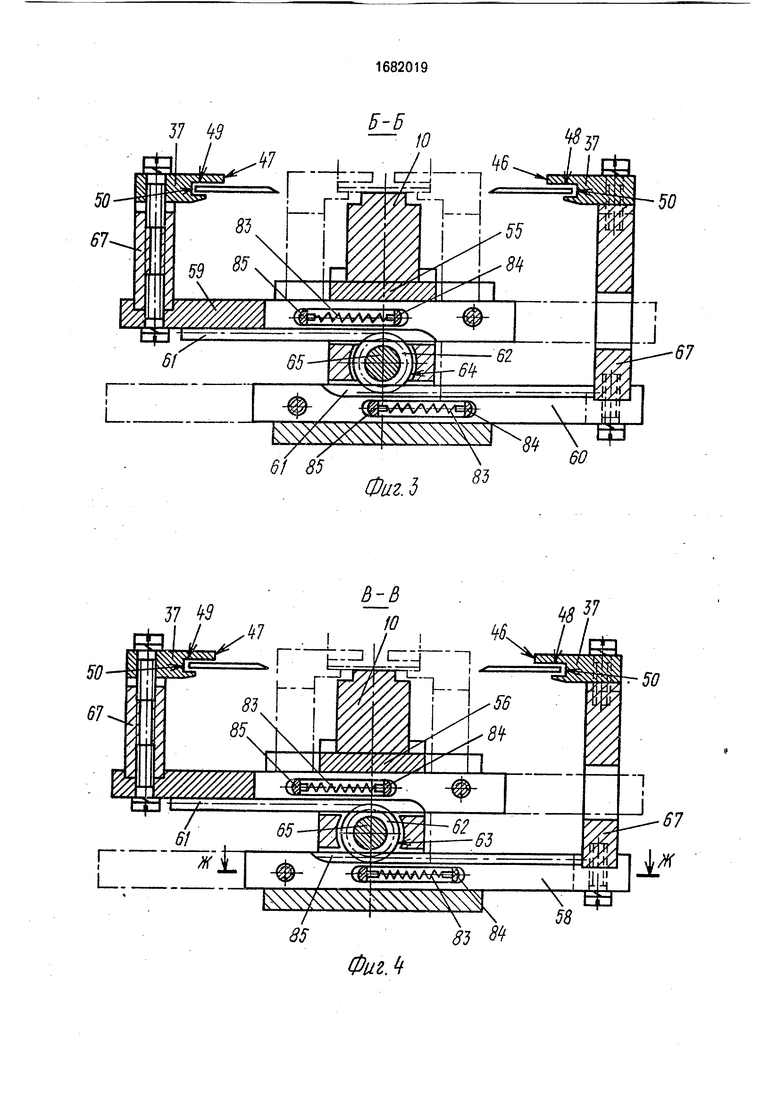
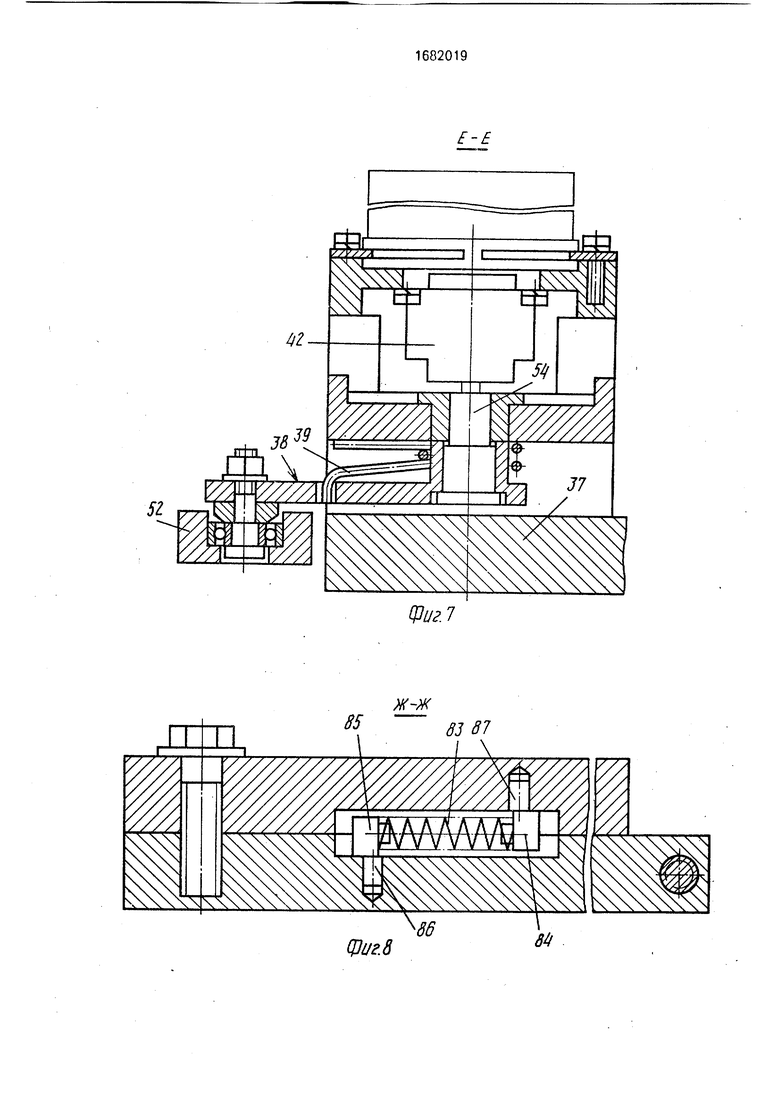
На фиг.1 изображена установка для многономенклатурной штамповки полосового материала, вид в плане; на фиг.2 - вид А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг.1; на фиг.5 - разрез Г-Г на фиг.1; на фиг.6 - разрез Д-Д на фиг.1; на фиг.7 - разрез Е-Е на фиг.1; на
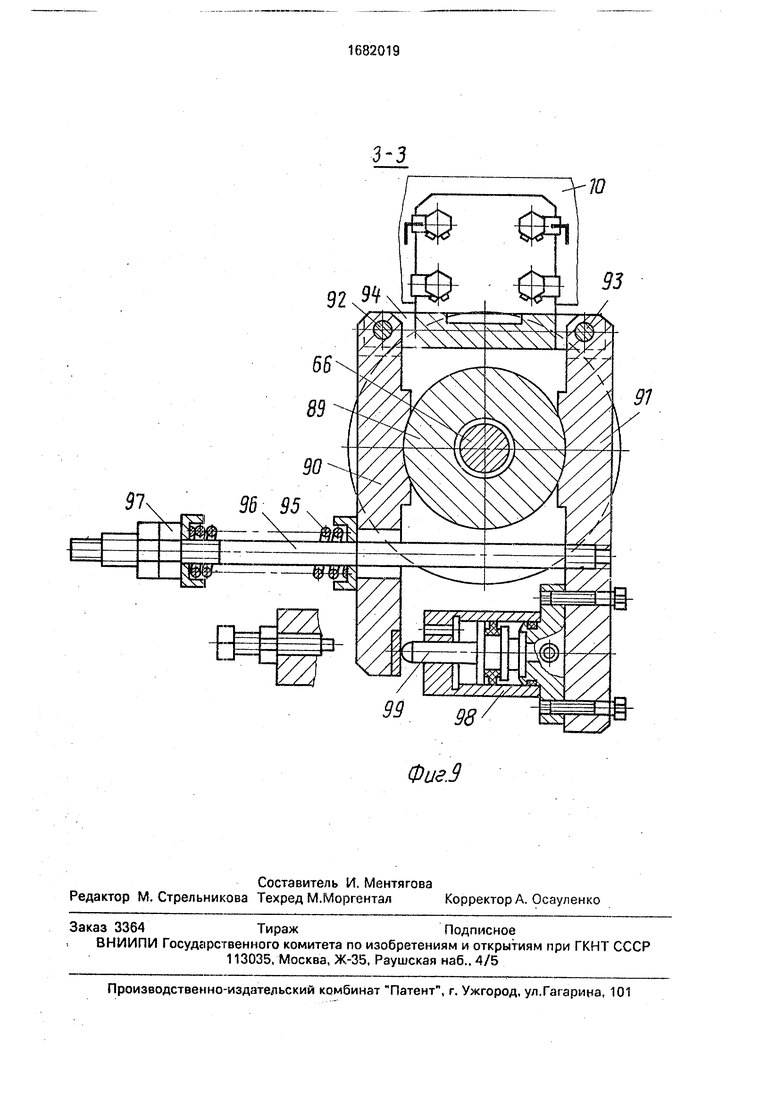
фиг.8 - разрез Ж-Ж та фиг.4; на фиг.9- - разрез 3-3 на фиг.1.
Установка содержит связанные системой управления 1 пресс 2, комплект сменных штампов 3, кассеты 4 для стоп полос, систему выбора штампа 3 и кассеты 4 в соответствии с габаритами полосы в виде кодовых датчиков 5 и 6, электрически связанных с системой управления 1, устройство 7 для хранения и смены комплектов сменных штампов 3, расположенное с тыльной стороны пресса 2, устройство 8 для хранения и смены кассет 4 для стоп полос, расположенное сбоку от пресса 2 и оснащенное механизмом поштучного отделения полосы от стопы, устройство 9 шагового перемещения полосы в рабочей зоне пресса 2, смонтированное на столе пресса, расположенную за пределами устройства 8 направ- ляющую для перемещения полосы, представляющую собой опорный стол 10 для полосы, проведенный к устройству 9, узел 11 контроля толщины полосы, смонтированный на опорном столе 10 перед устройством 9, узел 12 контроля ширины полосы в процессе ее подачи в рабочую зону пресса 2, расположенный между устройством 9 и узлом 11.
Устройство 7 для хранения и смены комплектов штампов 3 оснащено механизмом подачи штампов 3 из устройства 7 в рабочую зону пресса 2 и удаления штампов 3 из рабочей зоны пресса 2 в устройство 7 (механизм подачи и удаления штампов 3 не показан).
Устройство 8 для хранения и смены кассет 4 содержит раму 13, смонтированную на последней двухъярусную систему направляющих роликовых дорожек 14 и 15, взаимодействующих с кассетами 4, подьемно-опускной стол 16 для перемещения кассет 4 в вертикальной плоскости между указанными дорожками верхнего и нижнего яруса, механизмы перемещения кассет 4 по направляющим дорожкам 14 и 15 верхнего и нижнего ярусов (на чертеже не показаны) во встречных направлениях. Устройство 8 также оснащено механизмом для поштучной выдачи полос из стопы, размещенной в каждой кассете 4. Этот меха- низм содержит смонтированную над подъемно-опускном столом 16 траверсу 17, несущую вакуумные присосы 18. Траверса 17 установлена с возможностью перемещения вдвухвзаимноперпендикулярныхплоскостях при помощи силовых цилиндров 19 и 20. Силовой цилиндр 19, связанный с траверсой 17, смонтирован на ползушке 21, установленной в горизонтально расположенных направляющих 22, жестко связанных с рамой
13. Силовой цилиндр 20 закреплен-на раме 13, а его шток шарнирно соединен с ползуш- кой 21. Опорный стол 10 служит для приема полос, извлекаемых из устройства 8, и расположен вдоль оси 23 подачи полос в рабочую зону пресса 2.
За опорным столом 10 по ходу подачи полос в рабочую зону пресса 2 расположено устройство 9 шагового перемещения полосы в рабочей зоне пресса 2. Устройство 9 выполнено в виде, например, двусторонней валковой подачи, оснащенной шаговыми электродвигателями 24 и 25, управляемыми системой управления 1.
По ходу подачи полосового материала за устройством 9 смонтированы ножницы 26 дло оезки отходов полосы, управляемые си- сте юй управления 1.
Узел 11 контроля толщины полосы смонтирован на опорном столе 10 и раме 13 перед устройством 9. Этот узел содержит взаимодействующие с полосой нижний валок 27, привод 28 вращения валка 27, управляемый системой управления 1, верхний прижимной валок 29, смонтированный на двуплечем рычаге 30, установленном на оси 31 и оснащенном приводом поворота в вертикальной плоскости.
. Привод поворота выполнен в виде управляемого системой управления 1 силового цилиндра 32, шток которого шарнирно соединен с одним плечом двуплечего рычага 30, несущим прижимной валок 29, а его корпус шарнирно соединен с кронштейном 33. Другое плечо рычага 30 жестко связано с экраном 34, взаимодействующим со связанным с системой управления 1 датчиком 35 контроля толщины полос, выполненным в виде набора чувствительных головок 36.
Узел 12 контроля ширины полосы в процессе ее подачи в рабочую зону пресса 2 выполнен в виде нижнего приводного валка 27 узла 11, ограничителей 37 перемещения полосы в плоскости, перпендикулярной плоскости опорного стола 10, взаимодействующих с торцами полосы щупов 38, подпружиненных упругими элементами в виде пружин кручения 39 (см, фиг.7) к упорам 40 и 41 начала отсчета их поворота, выполненных на ограничителях 37, датчиков 42 и 43 угла поворота щупов 38 импульсного типа, смонтированных на ограничителях 37 и электрически связанных с системой управления 1, привода 44 позиционирования упоров 40 и 41 по программе, управляемого системой у правления 1, электрически связанного с системой управления 1 датчика 45 наличия передней кромки полосы (фиг,1), размещенного в устройстве 9.
Ограничители 37 размещены по ходу подачи полосы за нижним приводным валком 27 симметрично оси 23 подачи полос в рабочую зону пресса 2 и выполнены в виде планок, на обращенных друг к другу боковых поверхностях 46 и 47 которых (перпендикулярных плоскости стола 10) выполнены пазы 48 и 49 для прохода полосы, при этом вертикальные поверхности 50 указанных пазов выходят за пределы рабочих поверхностей 51 упоров 40 и 41, контактирующих с роликами 52 и 53 щупов 38, жестко связанных с валами 54 датчиков 42 и 43.
Привод позиционирования по заданной программе упоров 40 и 41 начала отсчета поворота щупов 38 выполнен в виде смонтированных под опорным столом 10 в направляющих обоймах 55 и 56, жестко связанных со столом 10, системы синхронно перемещающихся во встречном направлении, горизонтально расположенных ползушек 57, 58 и 59, 60 с зубчатыми рейками 61, беззазорно соединенными с зубчатыми рейками 62 с помощью шестерен 63 и 64, размещенных в направляющих обоймах 55 и 56 и связанных друг с другом общим валом 65, управляемого системой управления шагового провода, выполненного в виде привода 44, смонтированного под опорным столом 10, связанного с одной из указанных шестерен, а именно с шестерней 63, дополнительным валом 66. Ограничители 37 перемещения полосы в плоскости, перпендикулярной плоскости опорного стола 10, жестко связаны с ползушками 57, 58 и 59, 60 планками 67.
Для направления полосы, уложенной на опорный стол 10, в узел 11 контроля толщины полосы,узел 12 контроля ширины полосы и далее в рабочую зону пресса предусмотрено два ряда направляющих роликов 68 и 69. Последние смонтированы симметрично оси 23 на планках 70 и 71, расположенных перед узлом 11. Перемещение планок 70 и 71 во встречном направлении, синхронное с перемещением упоров 40 и 41, осуществляется при помощи системы горизонтально расположенных ползушек 72, 73 и 74, 75 с зубчатыми венцами 76, беззазорно сцепленными с зубчатыми венцами 77 шестерен 78 и 79, размещенных в направляющих обоймах 80 и 81 ползушек 72, 73 и 74,75. При этом шестерни 78 и 79 жестко связаны с дополнительным валом 66, а планки 70 и 71 связаны дополнительными планками 82 с ползушками 72, 73 и 74, 75.
Выборка люфтов в зацеплениях зубчатых венцов шестерен 63, 64, 78 и 79 с зубчатыми венцами ползушек 57-60, 72-75 достигается за счет выполнения каждой из лолзушек разрезной и использования для
смещения зубьев зубчатых венцов этих ползушек предварительно сжатых пружин 83, смонтированных между частями указанных ползушек при помощи упоров 84 и 85 с хвостовиками 86 и 87.
Для снижения инерционности подвижных деталей привода позиционирования предусмотрен управляемый системой управления тормозной механизм 88, располо0 женный за приводом 44. Тормозной механизм выполнен в виде закрепленного на дополнительном валу 66 барабана 89 и взаимодействующих с ним тормозных колодок 90 и 91. Последние смонтированы с воз5 можностью поворота на осях 92 и 93, закрепленных в кронштейне 94, жестко связанном с опорным столом 10, и поджаты при помощи пружины 95 к барабану 89. При этом пружина 95 смонтирована на резьбо0 вом стержне 96 с резьбовыми нарезками, соединенном одним концом с тормозной колодкой 91, между тормозной колодкой 91 и регулировочной гайкой 97. Для разведения тормозных колодок 90 и 91 предусмотрен
5 управляемый системой управления 1 силовой цилиндр 98, закрепленный на тормозной колодке 91, шток 99 которого взаимодействует с тормозной колодкой 90, Узел 12 контроля ширины полосы элек0 трически связан через систему управления 1 с узлом 11, устройством 9 и механизмом поштучной выдачи полосы из стопы.
Позициями 100, 101 и 102 обозначены датчики, позицией 103 - тара.
5 Для удаления из установки полос, не соответствующих программе получения деталей, т.е. полос шириной, большей или меньшей допустимой, или бракованных полос, например, трапецеидальной формы
0 привод 28 вращения нижнего валка 27 узла 11, а также устройство 9 шагового перемещения полосы выполнены реверсивными по команде от системы управления 1. Позицией 104 обозначен датчик.
5 Установка работает следующим образом.
В исходном положении устройство 7 загружено комплектом штампов 3, устройство 8 загружено кассетами 4, при этом головной
0 штамп 3 находится в зоне действия захвата механизма подачи штампов 3 (не показан) в рабочую зону пресса 2, головная кассета 4 устанавливается на подъемно-опускном столе 16, датчик 100 головного штампа 3 и
5 датчик 101 головной кассеты 4 размещаются в зоне чувствительности соответствующих кодовых датчиков 5 и 6 системы выбора штампа 3 и кассеты 4. Траверса 17 с вакуумными присосами 18 находится в крайнем верхнем положении над голооной кассетой
4, упоры 40, 41 ограничителей 37 - в разведенном положении, которое является началом отсчета их встречного перемещения, а привод 28 нижнего валка 27, шаговые электродвигатели 24,25 и привод 44 отключены.
По команде от системы управления 1 подключаются кодовые датчики 5 и 6 системы выбора штампа 3 и кассеты 4, размещенные соответственно в устройствах 7 и 8, и устанавливается согласно программе получения деталей требуемый код датчика 5, а также датчика 6. В результате производится считывание кодовым датчиком 5 кодовой метки штампа 3, а кодовым датчиком 6 кодовой метки кассеты 4. При совпадении кода датчика 5 с кодом кодовой метки штампа 3, а также кода датчика 6 с кодом кодовой метки кассеты 4, что подтверждает соответствие штампа 3 и кассеты 4 программе получения деталей, система управления 1 выдает команду на приведение в действие механизма подачи штампов 3 в рабочую зону пресса 2. В результате этого головной штамп 3 подается из устройства 7 в рабочую зону пресса 2.
После установки головного штампа 3 в рабочей зоне пресса 2 и закрепления при помощи прихватов этого штампа к столу и ползуну пресса 2 система управления 1 подает команду на приведение в действие механизма для поштучной выдачи полос из стопы, размещенной в кассете 4, расположенной на подъемночэпускном столе 16, при этом рабочее тело подается в силовой цилиндр 19, перемещающий траверсу 17с вакуумными присосами 18 в направлении стопы полос. Отделение полосы от стопы производится вакуумными присосами 18 при перемещении траверсы 17 силовым цилиндром 19 в крайнее верхнее положение, после чего включается силовой цилиндр 20, перемещающий траверсу 17, несущую полосу к столу 10. Остановка траверсы 17, несущей полосу, осуществляется по сигналу от датчика 102, контролирующего положение траверсы 17 относительно направляющих роликов 68 и 69, которые находятся в разведенном положении. После остановки траверсы 17 снова приводится в действие силовой цилиндр 19, перемещающий траверсу 17 в направлении стола 10, в результате чего полоса укладывается на стол 10 между направляющими роликами 68 и 69.
После укладки полосы на стол 10 по сигналу от датчика наличия полосы на столе 10 (не показан) система управления 1 выдает команду на приведение в действие силового цилиндра 19, который возвращает траверсу 17 в крайнее верхнее положение. Для контроля толщины полосы, заданной
программой получения деталей, система управления 1 также выдает команды на подключение датчика 35 контроля толщины полосы, а также на приведение в действие
привода 44. Движение от последнего передается дополнительному валу 66, а от него валу 65. Одновременно с указанными валами приводятся во вращение шестерни 63, 64, 78 и 79, а значит, и сцепленные с ними
0 пары ползушек 57 и 58, 59 и 60, 72 и 73, 74 и 75, которые перемещаются встречно в направлении стола 10. Одновременно с перемещением указанных ползушек происходит и перемещение ограничителей 37 с упорами
5 40 и 41, датчиков 42 и 43 и щупов 38, ролики 52 и 53 которых поджаты пружинами круче- ния 19 к упорам 40 и 41, а также планок 70 и 71, несущих два ряда направляющих роликов 68 и 69.
0 После отработки приводом 44 заданного программой количества управляющих импульсов система управления 1 подает команды на отключение привода 44 и приведение в действие силового цилиндра 98,
5 шток 99 которого смещается в направлении тормозной колодки 91. Происходит остановка привода 44 и одновременно с этим зажим барабана 89, жестко связанного с дополнительным валом 66 тормозными колодками
0 90 и 91, при помощи пружины 95. Таким образом, упоры 40 и 41 ограничителя 37, а значит, и ролики 52 и 53 щупов 38 устанавливаются на расстоянии, друг от друга меньшем, чем заданная программой получения
5 деталей ширина полос, а направляющие ролики 68 и 69 размещаются напротив торцов полосы, размещенной на столе 10. После установки щупов 38 в рабочее положение система управления 1 подает команду на
0 приведение в действие силового цилиндра 32 привода поворота верхнего прижимного валка 29 узла 11. В конце поворота рычага 30 вокруг оси полоса зажимается между нижним валком 27 и верхним прижимным
5 валком 29.
Одновременно с зажимом полосы между вадками 27 и 29 производится и измерение ее толщины за счет перемещения экрана 34 относительно набора чувстви0 тельных головок 36 датчика 35. Сигнал от последнего подается в систему управления 1. Если толщина полосы не соответствует толщине полосы, заданной программой, система управления 1 подает последователь5 но команды на приведение в действие силового цилиндра 32, который возвращает прижимной валок 27 в исходное положение, и приведение в действие силового цилиндра 19, который перемещает траверсу 17с вакуумными присосами 18 в направлении этой
полосы. При ходе траверсы 17 в крайнее верхнее положение полоса удаляется со стола 10 за счет захвата ее вакуумными присосами 18.
В крайнем верхнем положении траверсы 17 за счет отключения системой управления 1 датчика 102 контролирующего положение траверсы относительно направляющих роликов 68 и 69 рабочее тело снова подается в силовой цилиндр 20. В результате этого полоса с отклонением по толщине перемещается в зону тары 103. При отключении вакуумных присосов 18 полоса попадает в тару 103, после чего система управления 1 подает команду на приведение в действие силового цилиндра 20 в обратном направлении, при этом траверса 17 возвращается в исходное положение над кассетой 4. Положение траверсы 17 относительно тары 103 контролируется связанным системой управления 1 датчиком 104.
Если толщина полосы соответствует толщине полосы, заданной программой, система управления 1 подает команду на включение привода 28 вращения валка 27, в результате чего полоса подается к щупам 38. После прохода щупов 38 полоса входит в пазы 48 и Й9 ограничителя 37, при этом ее боковые торцы взаимодействуют с роликами 52 и 53 щупов 38.
Таким образом, замер ширины полосы производится в процессе ее перемещения. За счет взаимодействия роликов 52 и 53 с полосой происходит поворот щупов 38 и отход указанных роликов от упоров 41 и 42, при этом поворачиваются валы 54 датчиков
42и 43. Число импульсов, генерируемых в последних, пропорционально углу поворота соответствующих щупов38. Сигналы отдатчиков 42 и 43 поступают в суммирующее устройство, а затем в устройство сравнения системы управления 1. Если суммарное число импульсов, получаемых от датчиков 42 и
43соответствует числу импульсов, заданных программой, т.е. ширина полосы соответствует программе получения деталей, полоса перемещается к датчику 45 наличия передней кромки полосы при помощи валка 27. По сигналам от датчика 45, а также устройства сравнения суммарного числа импульсов, получаемых от датчиков 42 и 43 с числом импульсов, заданных программой, система управления 1 подает команду на отключение привода 28 валка 27, а также на возврат прижимного валка 29 в крайнее верхнее опложение. После отключения привода 28 и возврата прижимного валка 29 в крайнее верхнее положение система управления 1 подает команду на зажим полосы в устройстве 9 и включение шагового электродвигателя 24. Происходит подача полосы
в рабочую зону пресса 2 с шагом заданным программой, и штамповка деталей.
Если при описанной подаче, очередной полосы суммарное число импульсов, получаемых от датчиков 42 и 43, не соответствует числу импульсов, заданных программой, т.е. ширина полосы окажется больше или меньше ширины полосы, требуемой для изготовления детали в соответствии с задан0 ной программой, система управления 1 выдает команду на реверсирование привода 28 валка 27, в результате чего полоса возвращается под траверсу 17 с вакуумными присосами 18 и удаляется со стола 10 в
5 тару 103.
При попадании трапецеидальной полосы подача этой полосы в рабочую зону пресса 2 и штамповка деталей происходит до тех пор, пока суммарное число импульсов, пол0 учаемых от датчиков 42 и 43, не будет соответствовать числу импульсов, заданных программой, т.е. ширина полосы не будет больше, требуемой по программе. При несовпадении числа указанных импульсов си5 стема управления 1 выдает команду на отключение шагового электродвигателя 24 и последующий его реверс, при этом частично обработанная полоса удаляется из рабочей зоны и перемещается в направлении валков
0 27 и 29. При реверсе шагового электродвигателя 24 по команде системы управления 1 подключается датчик (не показан), расположенный на столе 10 по ходу перемещения удаляемой полосы за валком 27. При входе
5 удаляемой полосы в зону чувствительности указанного датчика система управления 1 выдает команду на отключение шагового электродвигателя 24 устройства 9, разжим полосы валками этого устройства, а также
0 зажим полосы между валками 27 и 29.
После этого система управления 1 подает команду на приведение в действие привода 28 валка 27, который перемещает полосу в направлении траверсы 17, несущей
5 вакуумные присосы. По команде от системы управления 1 производится удаление полосы в тару 103. После выработки всех полос, находящихся в кассете 4, по команде системы управления 1 производится удаление от0 работавшего штампа 3 из рабочей зоны пресса 2, а затем установка нового штампа в рабочую зону пресса. Одновременно с этим пустая кассета 4 путем перевода подь- емно-опускного стола 16 в крайнее нижнее
5 положение устанавливается напротив направляющих дорожек 15 нижнего яруса и под действием механизма перемещения сталкивается со стола 16 на указанные роликовые дорожки, После возврата подъемно-опускного стола 16 в крайнее верхнее
положение новая кассета 4 устанавливается на подъемно-опускной стол 16, после чего цикл работы установки повторяется. При этом системой управления 1 в соответствии с программой получения деталей производится переключение узла 11 контроля толщины полосы на замер полосы другой толщины и узла 12 контроля ширины полосы на замер другой ширины полосы.
В случае сбоя в работе системы выбора штампа 3 и кассеты 4, например в случае ложного сигнала от кодового датчика 6 распознавания кассеты 4, расположенной на подъемно-опускном столе 16, в который уложен полосовой материал, не соответствующий программе, получения деталей, производится также контроль толщины полос, подаваемых в рабочую зону пресса, а также контроль ширины полос. При несоответствии толщины первой полосы, подаваемой в пресс, программе получения деталей полоса удаляется в тару 103. После подачи второй полосы толщиной, не соответствующей программе получения деталей, система управления 1 выдает команду на удаление этой полосы в тару 103 и удаление кассеты 4 на нижний ярус направляющих дорожек 14 и 15.
При соответствии толщины первой полосы, подаваемой в пресс, программе получения деталей и несоответствия ее ширины программе получения деталей эта полоса удаляется в тару 103.
При подаче в пресс второй такой же полосы система управления 1 выдает команду на удаление полосы и кассеты 4 с полосовым материалом.
Таким образом, предложенная установка исключает возможность подачи в рабочую зону пресса полос, имеющих ширину и толщину, не соответствующую программе получения деталей, что исключает возникновение аварийных ситуаций при работе установки в автоматическом режиме, связанных с перегрузкой пресса, поломкой инструмента, заклиниванием полосы в шта- пе. Это повышает эксплуатационную надежность установки и исключает получение бракованных деталей, Кроме того, обеспечивается удаление из установки в автоматическом режиме полос, не соответствующих программе получения деталей, что повышает удобство эксплуатации установки и улучшает условия техники безопасности,
Формула изобретения
1. Установка для многономенклатурной штамповки полосового материала, содержащая систему управления/пресс, связанный с системой управления, кассеты дпя размещения стоп полос, комплект сменных штампов, устройство для хранения и смены
штампов, устройство для хранения « смены кассет, механизм поштучного отделения полосы от стопы, связанный с системой управления, механизм шагового перемещения
полосы в рабочей зоне пресса с приводом шагового перемещения, связанным с системой управления, направляющую для перемещения полосы от механизма поштучного отделения к устройству для шагового пере0 мещения, систему выбора штампа и кассет, выполненную в виде кодовых датчиков, связанных с системой управления, узел контроля толщины полосы, выполненный в виде нижнего валка, связанного с приводом вра5 щения, верхнего прижимного валка, установленного на поворотном двуплечем , привода поворота, связанного с двуплечим рычагом, и датчиков контроля толщины полосы, установленных с
0 возможностью взаимодействия с двуплечим рычагом и связанных с системой управления, отличающаяся тем, что, с целью повышения надежности, она снабжена датчиком наличия полосы, размещенным в ме5 ханизме шагового перемещения и связанным с системой управления, и узлом контроля ширины полосы, выполненным в виде по меньшей мере двух ползушек с зубчатыми рейками, установленных между уз0 лом контроля толщины полосы и устройством шагового перемещения с возможностью перемещения в горизонтальном направлении навстречу одна относительно другой, планок с упорами, закрепленными
5 на ползушках симметрично относительно оси подачи и имеющими пазы для перемещения полосы, расположенными со стороны направляющей параллельно плоскости перемещения полосы, валов, смонтирован0 ных на ползушках вертикально и несущих рычаги с роликами, подпружиненные пружинами к упорам, датчиков угла поворота, связанных с валами и системой управления, приводного вала, шагового привода, свя5 занного с приводным валом и системой управления, и шестерни, установленной на приводном валу с возможностью взаимодействия с зубчатыми рейками ползушек.
2.Установка по п. 1,отличающаяся 0 тем, что приводной вал связан с шаговым
приводом через дополнительный вал.
3.Установка поп. 1,отличающаяся тем, что шаговый привод и ползушка установлены на направляющей.
5 4. Установка поп. 1, от л ича ю ща я с я тем, что привод вращения выполнен реверсивным.
5. Установка по п.1,отличающаяся тем, что привод шагового перемещения выполнен реверсивным.
«о
С5
§§
5 И
Вид А
И I Г ,
}0 & & 57 6 65
Фиг. 2
/
25
37 W
L.
l.
61 85),
Фиг. J 83
5-Б

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для многономенклатурной штамповки полосового материала различной толщины | 1982 |
|
SU1069908A1 |
| Способ штамповки деталей из полосового материала и установка для его осуществления | 1987 |
|
SU1586826A1 |
| Штамповочный комплекс | 1988 |
|
SU1609537A1 |
| Устройство для отделения полосы от стопы и подачи ее к обрабатывающей машине | 1984 |
|
SU1224066A1 |
| Установка для многономенклатурной штамповки полосового материала | 1989 |
|
SU1745396A1 |
| Автоматический комплекс для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1551451A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Гибкий производственный модуль для штамповки изделий из ленточного материала | 1989 |
|
SU1713709A1 |
| Автоматический комплекс для штамповки деталей из полосы | 1983 |
|
SU1177012A1 |
| Автоматический штамповочный комплекс для изготовления деталей из полосы и устройство для отделения от стопы полосы и подачи ее в рабочую зону пресса | 1990 |
|
SU1756000A1 |

Изобретение относится к обработке металлов давлением и может быть использовано для штамповки деталей и заготовок из полосы. Целью изобретения является повышение надежности. Установка содержит систему управления, пресс, кассеты, штампы, устройства для хранения и смены кассет и штампов, механизм отделения листа от стопы, направляющую для перемещения полосы, устройство шагового перемещения полосы в рабочей зоне пресса и узел контроля толщины полосы. Узел контроля толщины содержит приводной валок, связанный с приводом поворота, прижимной валок, установленный на поворотном двуплечем рычаге, и датчики, взаимодействующие с двуплечим рычагом и связанные с системой управления. Установка снабжена датчиком наличия полосы, смонтированным в устройстве шагового перемещения и связанным с системой управления, и узлом контроля ширины полосы. Узел контроля ширины полосы содержит по меньшей мере две ползушки с зубчатыми рейками, установленные в направляющей с возможностью встречного перемещения. На ползушке размещены симметрично относительно оси подачи планки с упорами и горизонтальными пазами для перемещения полосы. Зубчатые рейки входят в зацепление с шестерней, установленной на приводном валу. Приводной вал через дополнительный вал связан с шаговым приводом, связанным с системой управления, На планках вертикально смонтированы валы, несущие рычаги с роликами и связанные с датчиками угла поворота. Датчики угла поворота связаны с системой управления, а рычаги подпружинены пружинами к упорам. Приводы механизма шагового перемещения и приводного ролика выполнены реверсивными. 4 з.п. ф-лы, 9 ил. О 00 ю о ю
J7
L
.J/3-Л
50
.
OL
69
22
OL
69
V-V
З Мф
6L0289I
фигЛ
(Лиг. 8
10
Фие.9
| Установка для многономенклатурной штамповки полосового материала различной толщины | 1982 |
|
SU1069908A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
