11
Изобретение откосится к оборудованию для обработки метаплов давлением, а именно к конструкциям устройств для объемного деформирования .
Цель изобретения - повышение надежности и производительности,
На чертеже показано устройство по центральной плоскости, разрез.
Устройство содержит верхнюю подвижную плиту 1 с подвижно закрепленными на ней шаровыми шарнирами 2 и жестко закрепленным верхним пуансо- нодержателем 3, нижнюю неподвижную плиту 4 с жестко закрепленными на ней корпусом 5 и нижним пуансоно- держателем 6, поргани 7 силовых цилиндров, взаимодействующие с верхней подвижной плитой 1 через шаровые шарниры 2, гильзы 8 приводных цилиндров, жестко закрепленные в корпусе 5, гильзы 9 дополнительных цилиндров, жестко закрепленные в корпусе 5, поршни 10 дополнительных цилиндров с жестко закрепленными на них боковыми полуматрицами (или любым другим инструментом) 1, Устройство содержит также верхний 12 и нижний 13 пуансоны (или любой другой инструмент), жестко закрепленные соответственно на верхнем 3 и нижнем 6 пуансонодержателях, предохранительные 14 и обратные 15 клапаны, соединенные с поршневыми полостями гильз 8 и 9 силовых цилиндров трубопроводами (трубопроводы отдельными позициями не обозначены), предохранительные 16 и обратные 17 клапаны, соединенные со штоковыми полостями гильз 8 и 9 приводных и деформирующих гидроцштиндров трубопроводами (отдельной позицией не обозначены), запорный вентиль 18, соединенный с поршневыми полостями гильз В и 9 трубопроводами, источник питания в виде маслобака 19, Позицией 20 обозначена деформируемая заготовка. Поршневые полости гильз В и 9 силовых цилиндрон взаимосвязаны непосредственно конструктивно, а штоко- вые полости их взаимосвязаны трубопроводами (отдельной позицией не обозначены), Конструктивные особенности шарнирного сочленения подвижной плиты 1 с поршнями 7 показаны условно,
Устройство работает следующим образом.
97322
При работе могут иметь место два варианта нагружения деформируемой заготовки, В первбм варианте усилие на левой и правой полуматри- 5 цах 1I (или любом другом инструменте, заменяющем их) должно быть одинаковым по величине. Во втором варианте усилие на левой и правой полуматрицах 1 1 должно быть to по величине,
Первый вариант, В исходном положении устройство показано на левой от вертикальной оси части чертежа,
J5 Запорный вентиль 18 открыт, ка 20 укладывается на нижний пуансон 13 (или на инструмент другого типа, ,. его заменяющий), и подается команда на осуществление рабочего хода прес20 са. Подвижная плита 1 с подвижно закрепленными на ней шарнирами 2 мещается вниз. Шарниры 2 имеют возможность некоторого перемещения параллельно нижней плоскости плиты 1.
25 При взаимодействии с поршнями 7 благодаря возможности указанного перемещения шарниры 2 самоустанавливаются по линии действия усилия, что в значительной степени предотвращает
30 возможность возникновения нецентральных нагрузок на поршни 7, неблагоприятно влияющих на работоспособность оборудования и устройства. При движении вниз поршни 7 ежи-
J5 мают масло в поршневой полости
гильз 8, давление которого передается в поршневые полости гильз 9 деформирующих цилиндров. Под действием .этого давления поршни 10 с
40 закрепленными на них полуматрицами 11.движутся в направлении к заготовке 20, замыкаясь (в зависимости от требований осуществляемой технологии) или на этой заготовке, или на
45 пуансон 13, или друг с другом. Совокупность рабочих поверхностей инструментов 1 и 13 образует в конечном счете полость, заполняемую в дальнейшем деформируемым материа50 лом,
По мере продвижения поршней 7 вниз давление масла в сообщающихся поршневых полостях гильз 8 и 9 возрастает, обеспечивая необходимое
55 усилие сжатия (или деформирования) полуматриц 11 (или заменяющего их инструмента),Поскольку указанные полости сообщаются между собой через трубопровод (запорный венуиль 18 открыт), то давление масла в них в любом случае устанавливается одинаковым. Это обеспечивает равномерное . нагружение ползуна пресса и подвижной плиты 1, так как усилие на поршнях 7 тоже будет одинаковым. Равномерное (без сдвигающих усилий) нагружение упомянутых узлов благоприятно влияет на работоспособность оборудования и устройства.
Усилие сжатия полуматриц 1 в зависимости от типа штампуемой поков- кц может быть в 2-3 раза больше основного деформирующего усилия, развиваемого на верхнем пуансоне 12 (или инструменте, его заменяющем). Дпя обеспечения такого соотношения величин усилий и для предотвращения перегрузки пресса (или необоснованного назначения более мощного оборудования, чем требуется по технологии) диаметр поршней 10 целесообразно выбирать в 1,7-1,8 раза большим, чем диаметр поршней 7.
Давление в поршневых полостях гильз 8 и 9 цилиндров, обуславливающее усилие сжатия полуматриц 11, может быть отрегулировано с пймощью предохранительных клапанов 14 сообразно с практическими требованиями. °Дпя регистрации величины давления соответствующий трубопровод следует оснастить манометром.
После достижения в поршневых полостях гильз 8 и 9 цилиндров заданной величины давления предохранительные клапаны 14 открываются и масло из полостей через трубопровод сливается в маслобак 19. Этим обеспечивается постоянство усилия сжатия полуматриц 11 на. всем ходе верхнего пуансона 12.
Во время рабочего хода поршней
7и 10 масло из штоковых полостей гильз 9 дефорьшрующих цилиндров выдавливается в штоковые полости гильз
8приводных щшиндров. Если объема выдавленного масла окажется недостаточно для заполнения штоковых полостей гильз 8, то в результате создающегося разряжения открываются обратные клапаны 17, и масло из маслобака 19 через трубопроводы поступает
в рассматриваемые полости, полностью заполняя их.
После сжатия полуматриц 11 при дальнейшем движении верхней плиты 1 вниз осуществляется деформирование
заготовки верхним пуансоном 12. Поскольку fa устройстве можно применить практически несжимаемую жид-кость, то. заданная величина усилия 5 сжатия после замыкания полуматриц 11 достигается при весьма малом ходе поршней 7. Таким образом, ход деформирования может быть весьма большим (лишь немногим меньше, чем это позволяет используемое оборудование) .
По окончании рабочего хода пресса (правая от вертикальной оси часть
5 чертежа) плита I с закрепленными на ней поршнями 7 и пуансоном 12 движется снизу вверх. Масло из штоковой полости гильз 8 начинает поступать в штоковую полость гильз 9, возвра0 щая поршни 10 с закрепленными на них полуматрицами 11 в исходное положение. Возвратное движение поршней 10 ограничивается выступом на гильзах 9. Давление масла при возврат5 ном ходе в штоковых полостях.гильз 8 и 9 регулируется предохранительными клапанами 16. Если поршневые полости зтих гильз оказываются незаполненными маслом, то в результа0 те создающего разряжения оно через .обратные клапаны 15 и трубопровод поступает из маслобака 19, заполняя образующиеся пустоты. Для более надежной работы устройства маслобак
5 19 целесообразно располагать вьше гильз 8 и 9, а пружины обратных клапанов максимально ослабить. Необходимо также согласовать объемы штоковых полостей гильз 8 и 9 таким обра-i
0 зом, чтобы объем масла, вьздавленно- го из штоковой полости гильзы 8 при обратном ходе, был бы больше объема масла, потребного для возвращения поршня 10 .:в исходное положение,
5 Это достигается элементарным расчетом и затруднений не представляет. Избыток масла из штоковых полостей гильз 8 через трубопровод и предохранительные клапаны 16 сливается в
0 маслобак 19.
В тех случаях когда на полуматрицах 11 (или инструменте, их заменяющем) требуется разное по величине технологическое усилие, запорный
5 вентиль 18 должен быть закрыт. В зтих случаях поршневые полости каждой пары гильз 8 и 9 между собой не сообщаются и давление масла в них (следовательно, и усилие на инстру512
менте) регулируется индивидуально исходя из практических потребностей предохранительными клапанами 14, В таких вариантах необходимо контролировать, чтобы разность между усилиями на поршнях 7 не превышала допустимую для используемого оборудования. В остальном работа устройства аналогична описанной.
Возвращение полуматриц 11 (или инструмента, их заменяющего) в исходное положение происходит непо- средственно после окончания рабочего хода. Это сокращает время контакта инструмента с нагретой поковкой и улучшает условия его работы,
Формула изобретения
Устройство для объемного деформн- ровання одержащее верхнюю подвижную и нижнюю неподвижную плиты, верхний и нижний деформирующий инструмент, боковые инструменты с приводом в виде силовых цилиндров, гиль97326
эы которых соединены с нижней плитой, а поршни установлены с возможностью взаимодействия с подвижной плитой через шарниры, причем поршневые по5 лости упомянутых силовых цилиндров соединены с источником питания посредством трубопроводов с предохранительными и обратными клапанами, отличающееся тем, что,
О с целью повьппения надежности и производительности, оно снабжено дополнительными силовыми цилиндрами по числу упомянутых силовых цилиндров, поршневые полости соответствующих . пар дополнительных и упомянутых силовых цилиндров связаны между собой, боковые инструменты соединенны со штоками дополнительных силовых ци- . линдров, при этом поршневые полости
20 дополнительнызС силовых цилиндров связаны между собой трубопроводом с запорным вентилем, а штоковые полости указанных пар силовых ципиндров связаны между собой и с источником пи15
25
тания посредством предохранительных и обратных клапанов.
1
/ //////////////////Л
10
Составитель В, Карпычев Ведактор М Петрова Техред В.Кадар Корректор Г, Решетник
Заказ 6997/10 Тираж 655Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раусшкая наб., д, 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4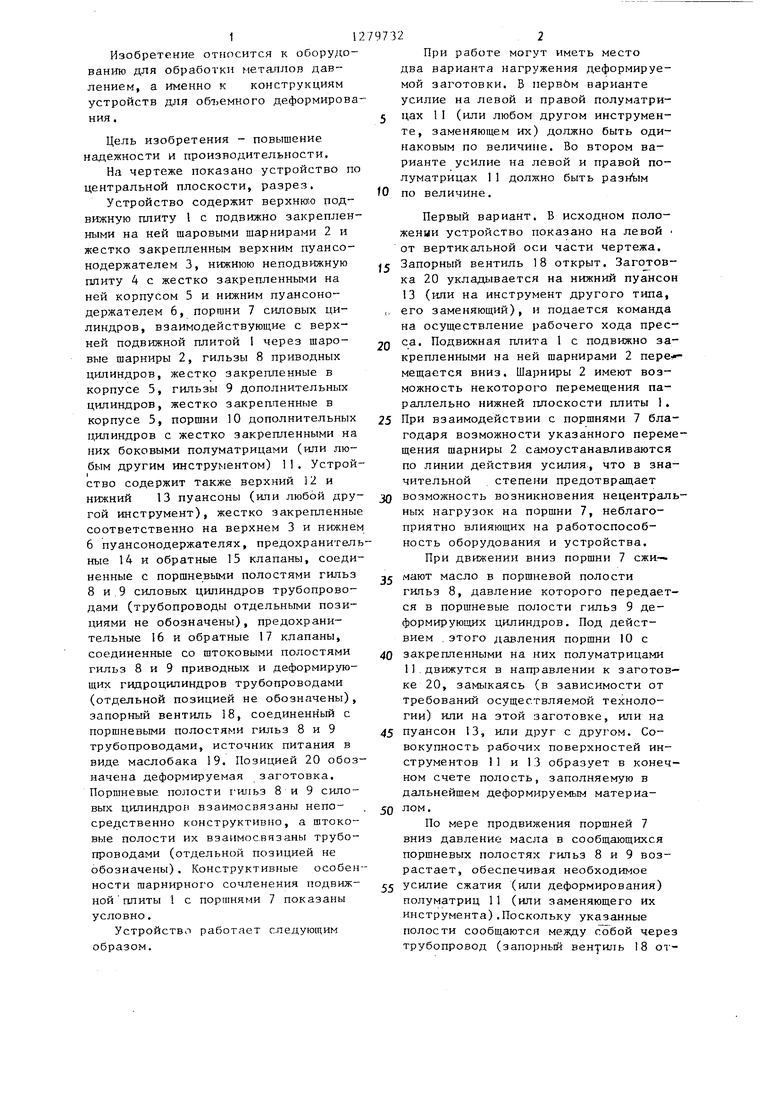


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для объемного деформирования | 1985 |
|
SU1279731A1 |
| Пресс для штамповки блисков | 2021 |
|
RU2769500C1 |
| Устройство для штамповки | 1982 |
|
SU1066711A1 |
| Устройство для закрытой объемной штамповки | 1982 |
|
SU1044403A1 |
| Устройство для штамповки в разъемных матрицах | 1982 |
|
SU1038049A2 |
| Штамп для безоблойной штамповки | 1980 |
|
SU1007813A1 |
| СТЕНД ДЛЯ ИСПЫТАНИЙ ЗЕМЛЕРОЙНО-ТРАНСПОРТНЫХ МАШИН КОВШОВОГО ТИПА | 2010 |
|
RU2437989C1 |
| УСТРОЙСТВО ДЛЯ ГИДРОСТАТИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ИЗДЕЛИЙ | 1992 |
|
RU2045366C1 |
| Погрузочно-транспортная машина | 1990 |
|
SU1767197A1 |
| Гидровинтовой пресс-молот | 1980 |
|
SU1022774A2 |
Изобретение относится к обработке металлов давлением, а именно к конструкциям устройств для объемного деформирования. Целью изобретения является повышение надежности и производительности. Силовые цилиндры привода боковых инструментов связаны между собой поршневыми полостями попарно. Поршневые полости ,,. до- полнительных силовых цилш1дров связаны между собой труботфоводом с запорным вентилем, а штоковые полости пар силовых цилиндров связаны между собой и с источником питания через предохранительные и обратные клапаны. Возвращение боковых нинструмен- тов в исходное положение производится непосредственно после окончания рабочего хода, что сокращает время контакта инструмента с нагретой поковкой и улучшает условия работы устройства. 1 ип. (Л to ч1 ;О СО к:
| Устройство для штамповки | 1982 |
|
SU1066711A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
