Илс врс -г сиие относит1:и к обору nc nainw) для обработки мот;з, данлеинем, а именно к конс.трукцням устройств для объемного деформирования .
Цель изобретения - порьшюние иа- дежрюсти, производительности и сни. жение расхода металла.
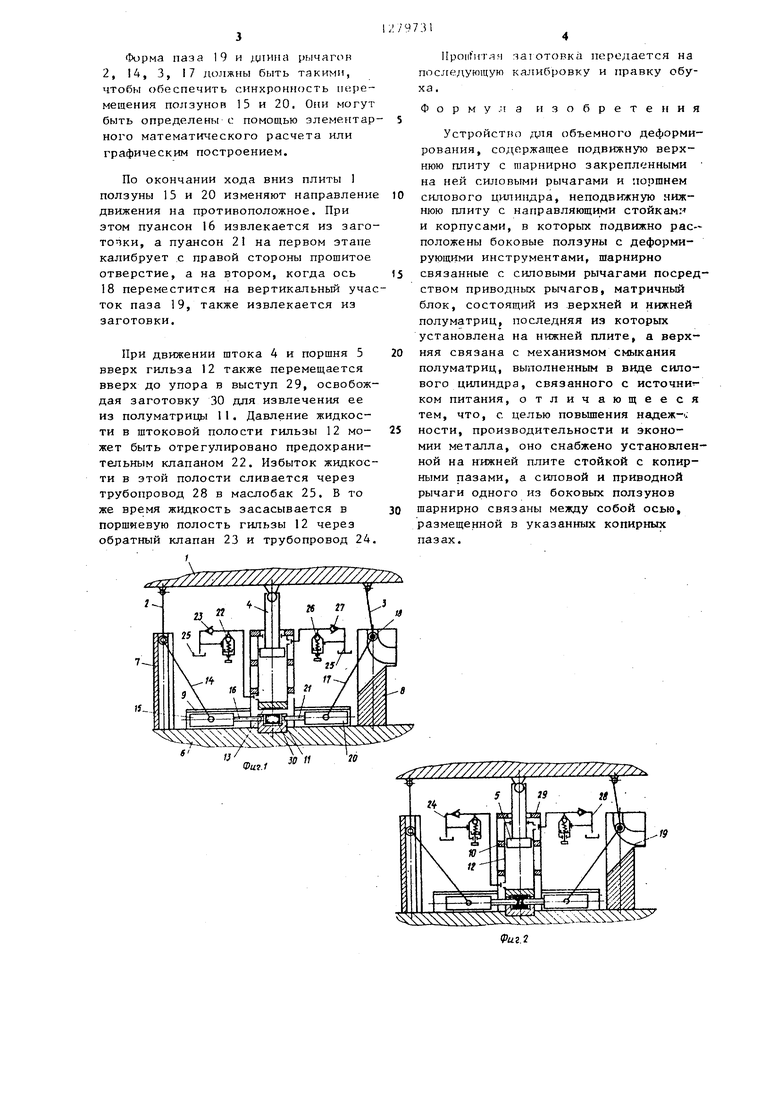
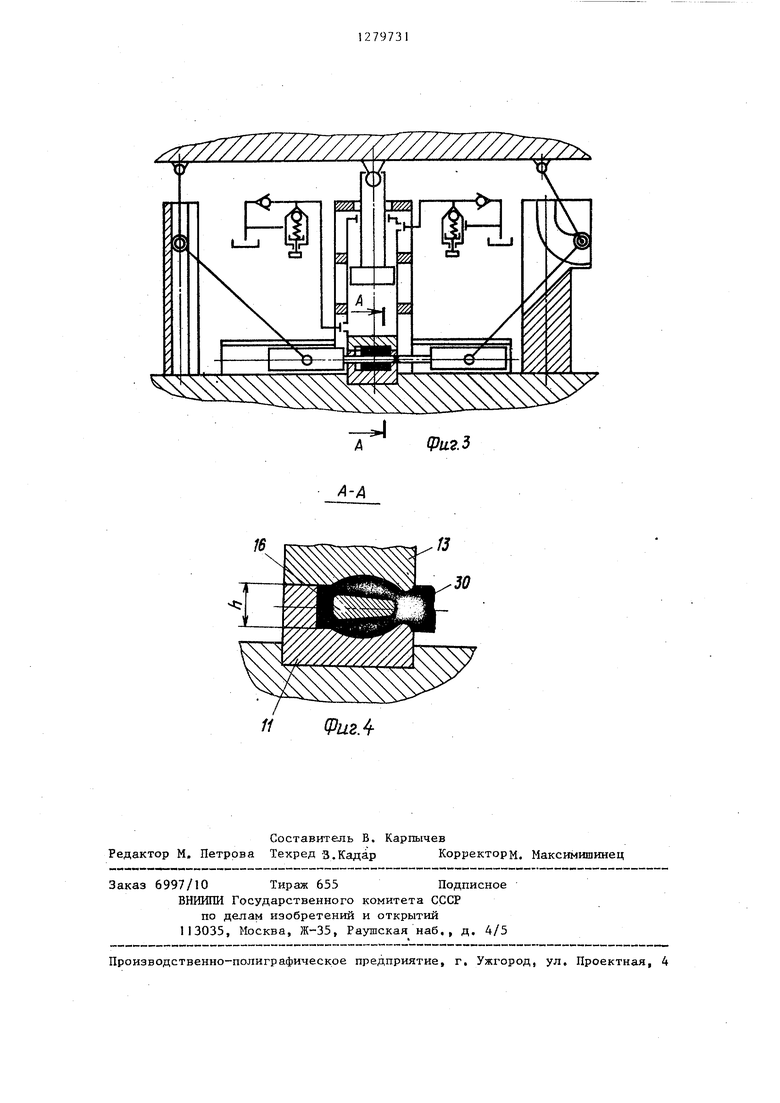
На фиг. представлено устройство в исходном положении рабочих органов по центральной плоскости, разрез; на фиг, 2 - то же, в промежуточном положении рабочих органов; н а фиг. 3 - то же, в положении рабочих органов, соответствующем моменту окончания рабочего хода; на фиг.4 сечение А-А на фиг. 3.
Устройство содержит верхнюю подвижную плиту 1 с шарнирно закрепленными на ней левым 2 и правым 3 силовыми рычагами и штоком 4, несущим поршень 5, нижнюю неподвижную плиту 6 с жестко зекрепленными на ней левой 7 и правой 8 направляющими стойками, корпусами 9 и 10 и полуматрицей II, гильзу 12 гидроцилиндра, подвижно закрепленную в корпусе 10 с жестко зафиксированной на ней полуматрицей 13, левый приводной рычаг 14, шарнирно взаимодействующий с одной стороны с рычагом 2, а с другой - с левым боковым ползуном 15 с жестко закрепленным на нем пуансоном 16, правый приводной рычаг 17, шарнирно взаимодействующий с одной стороны с рычагом 3, через ось 18, концы которой расположены в фигурных пазах 19 стойки 8 (показан один паз, второй расположен симметрично ему относительно плоскости сечения),а с другой - с правым боковым ползуном 20 с жестко закрепленным на нем пуансоном 21, предохранительный 22 и обратный 23 клапаны, сообщенные трубопроводом 24 с одной стороны с поршневой полостью гильзы 12, ас другой - с маслобаком 25, предохранительный 26 и обратный 27 клапаны, сообщенные трубопроводом 28 с одной сторон со штоковой полостью гипьзы 12, ас друг ой - с маслобаком 25, выступ 29, зафиксированный на корпусе 12. Позицией 30 обозначена деформируема заготовка.
Устройств работает следующим образом.
5
0
5
0
5
Деформируемая заготовка 30, представляющая собой прямоугольную полосу с исходной ТОЛП1ИНОЙ h (фиг. 4), укладывается на нижнюю полуматрицу 11, и подается команда на осуществление рабочего хода. При движении верхней плиты вниз шток 4 с поршнем 5 через рабочую жидкость перемещает в том же направлении гильзу 12 с верхней полуматрицей 13 до смыкания этой полуматриисы с нижней полуматрицей 11. Усилие сжатия полуматриц регулируется предохранительным клапаном 22, с использованием которого по достижении установленного давления избыток жидкости из поршневой полости гильзы сливается в маслобак 25 через трубопровод 24. Одновременно через обратный клапан 27 и трубопровод 28 жидкость засасывается в штоко- вую полость гильзы 12,
При движении вниз силовые рычаги 2 и 3 воздействуют соответственно на приводные рычаги 14 и 17, благодаря чему осуществляется встречное перемещение боковых ползунов 15 и 20, подвижно расположенных в корпусе 9. В это время происходит двухсторонняя прошивка заготовки 30 боковыми- пуансонами 16 и 21 (фиг. 2).Усилия , действующие на силовые и приводные рычаги 2, 14 и 3, 17 на этом этапе деформирования воспринимаются Стойками 7 и 8 соответственно, для чего предусмотрен вертикальный участок фигурного паза 19.
После того, как заготовка прошита на нужную глубину, ось 18 шармирного сочленения рычагов 3 и 17 перемещается на нелинейный участок фигурного паза 19, и боковой ...ползун 20 изменяет направление движения на противоположное, а ползун 15 движется в том же направлении, осуществляя окончательную сквозную прошивку всада топора (фиг. 3). Для предотвращения образования выдры и возможных нарушений сплошности материапа форма прошивного пуансона 16 должна быть соответствующим образом подобрана (заостренный конический конец с достаточно малым углом конусности, подбираемый зкспериментально исходя из конкретных условий), При деформировании металл заполняет полость, образуемую полуматрицами и соответствующую по боковым размерам форме, поковки (фиг. 4).
Фирма паза 19 и дутипа рычагон 2, 14, 3, 17 должны быть такими, чтобы обеспечить синхронность паре мещения ползунов 15 и 20. Они могу быть определены с помощью элеме 1тар ноге математического расчета или графическим построением.
По окончании хода вниз плиты ползуны 15 и 20 изменяют направлени движения на противоположное. При этом пуансон 16 извлекается из заго топки, а пуансон 21 на первом этапе калибрует с правой стороны прошитое отверстие, а на втором, когда ось 18 переместится на вертикальньш учаток паза 19, также извлекается из заготовки.
При движении штока А и поршня 5 вверх гильза 12 также перемещается вверх до упора в выступ 29, освобождая заготовку 30 для извлечения ее из полуматрицы 11. Давление жидкости в штоковой полости гильзы 12 МО- жет быть отрегулировано предохранительным клапаном 22. Избыток жидкости в этой полости сливается через трубопровод 28 в маслобак 25. В то же время жидкость засасывается в поршневую полость гильзы 12 через обратный клапан 23 и трубопровод 24.
;
.TiTT-; ;
А
ПропГ итяя яаютовка передается на .дую1цут калибровку и правку обуха.
Форму
изобретения
Устройстно для объемного деформирования, содержащее подвижную верхнюю плиту с шарнирно закрепленными на ней силовыми рычагами и поршнем силового цилиндра, неподвижную нижнюю плиту с направляющими стойкам:- и корпусами, в которьпс подвижно расположены боковые ползуны с деформирующими инструментами, шарнирно связанные с силовыми рычагами посредством приводных рычагов, матричный блок, состоящий из верхней и нижней полуматриц, последняя из которых установлена на нижней плите, а верхняя связана с механизмом смыкания полуматриц, выполненным в виде силового цилиндра, связанного с источни - ком питания, отличающееся тем, что, с целью повьшения надеж-ч ности, производительности и экономии металла, оно снабжено установленной на нижней плите стойкой с копир- ными пазами, а силовой и приводной рычаги одного из боковых ползунов шарнирно связаны между собой осью, размещенной в указанных копирных пазах.
Ф...
. 777//////////////////7//7777.
ФигЗ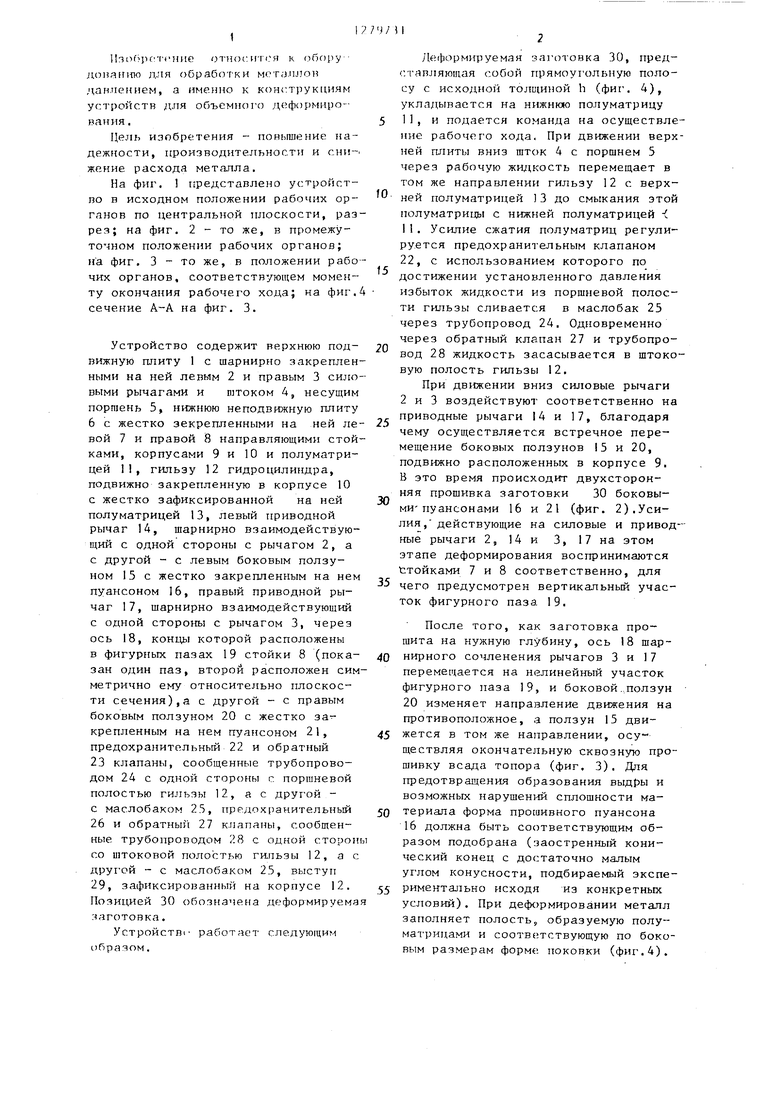
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для объемного деформирования | 1985 |
|
SU1279732A1 |
| Устройство для штамповки | 1982 |
|
SU1066711A1 |
| Устройство для закрытой объемной штамповки | 1982 |
|
SU1044403A1 |
| Устройство для объемного деформирования | 1984 |
|
SU1196093A1 |
| Штамп для штамповки выдавливанием | 1985 |
|
SU1230735A1 |
| Пресс для штамповки блисков | 2021 |
|
RU2769500C1 |
| Штамп для безоблойной штамповки | 1983 |
|
SU1183271A1 |
| Штамп для безоблойной штамповки | 1980 |
|
SU1007813A1 |
| Устройство для штамповки в разъемных матрицах | 1982 |
|
SU1038049A2 |
| Горизонтально-ковочная машина | 1983 |
|
SU1505657A1 |
Изобретение относится к обработ- рсе металлов давлением, a именно к конструкциям устройств для объемного деформирования. Целью изобретения является повьпнение надежности, производительности и экономия металла. Устройство снабжено стойкой с копир ными пазами, предназначенными для обеспечения заданного перемещения одному из бок овых ползунов. Указанный ползун с другим боковым ползуном установлен с возможностью синхронного перемещения. В устройстве исключены силовые рычаги в виде гидроцилиндров, подверженные сложным силовым нагрузкам, чем повышается нйдежность его работы. При получении деталей с отверстиями исключается отход в выдру , -что способствует экономии металла, 4 ил.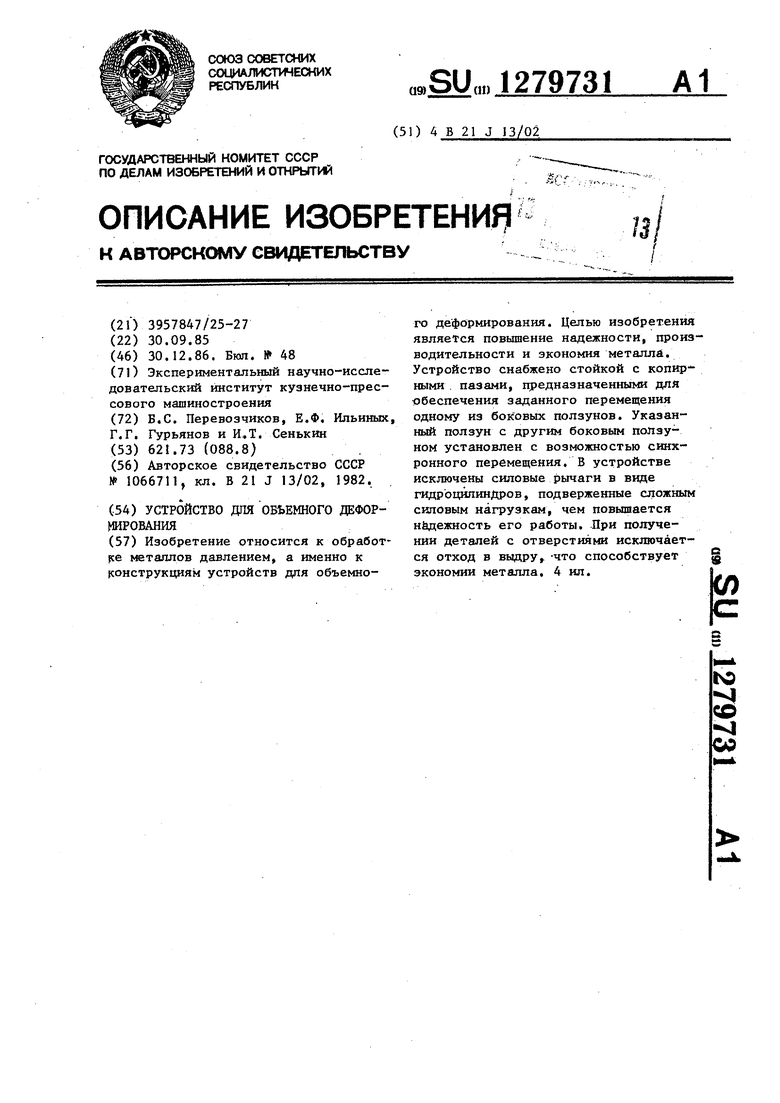
16
(РигА
30
| Устройство для штамповки | 1982 |
|
SU1066711A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
