Изобретение относится к горелкам для дуговой сварки неплавящимся электродом в среде защитного газа и может найти применение для сварки алюмини- евьгх сплавов на постоянном токе об- ратной полярности при ручной и автоматической сварке, горелка может быть использована для наплавки, исправления дефектов литья, безударной правки конструкций и других операций, связанных с нагревом или плавлением металла,
Цель изобретения - повышение стойкости вольфрамового электрода путем улучшения теплоотвода и удобства эксплуатации горелки.
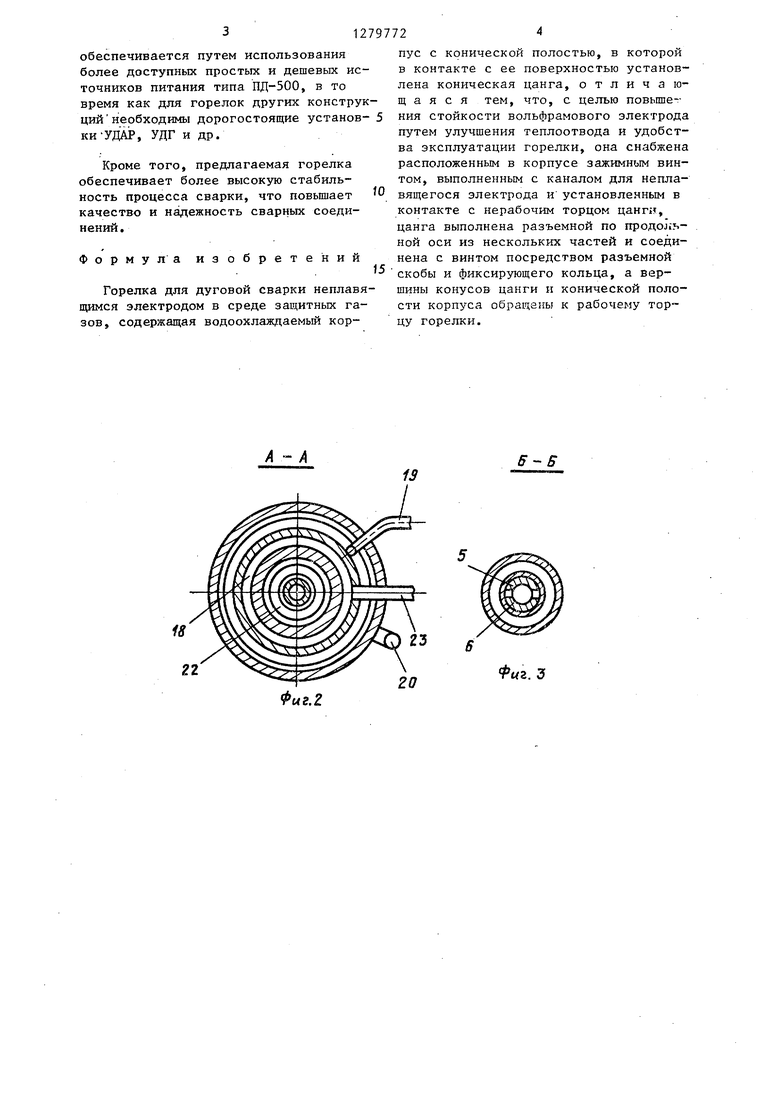
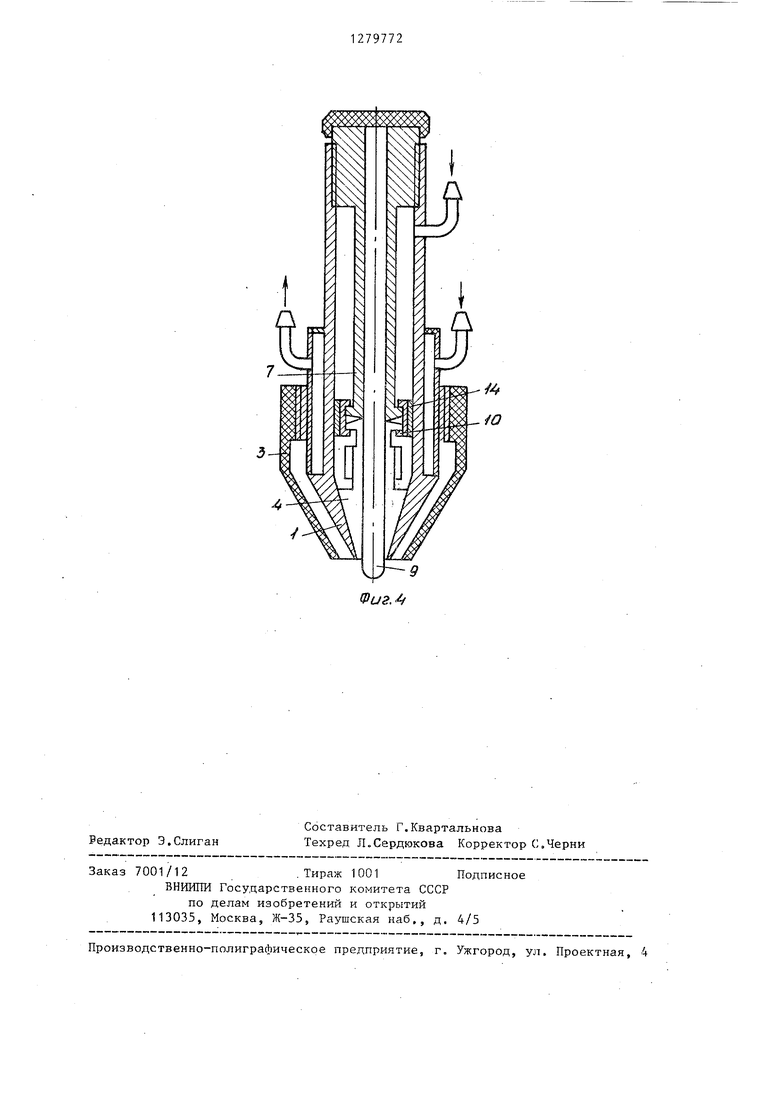
На фиг.1 схематически изображена горелка, общий вид, на фиг. 2 - сечение А-А на фиг.1J на фиг.З сече- ние Б-Б на фиг.1; на фиг.4 - вариант горелки для автоматической I сварки алюминия и его с плавов.
Горелка для дуговой сварки неплавящимся электродом в среде защитного газа содержит водоохлаждаемый корпус 1, на который через уплотнительные кольца 2 надето водоохлаждаемое сопло 3.
Внутри корпуса установлен токопод- водящий элемент, состоящий из медной разъемной цанги 4, выполненной из двух частей 5 и 6, и зажимного винта 7, имеющего сквозное отверстие 8 для прохода зажимаемого электрода 9, причем части 5 и 6 соединены между собой и с зажимаемым винтом 7 разъемной скобой 10, выступы 11 которой входят в кольцевые пазы 12 и 13 соответственно на концах частей 6 и 5 цанги 4 и зажимного винта 7.
Скобу 10 охватывает фиксирующее кольцо 14, Стержневой вольфрамовый электрод 9 крепится в разъемной цанге 4, которая контактирует с конусом 15 корпуса 1, обращенным вершиной к концу электрода 9, В корпусе 1 имеется кольцевая полость 16, соединенная от- .верстиями 17 с кольцевой полостью 18 образованной корпусом 1, соплом 3 и двумя уплотнительными кольцами 2, куда по трубке 19 подается охлаждающая жидкость. Отвод жидкости осуществляется по трубке 20,
В корпусе 1 имеются отверстия 21, через которые защитный газ, подводимый в полость 22 корпуса 1 по трубке 23, подается и в кольцеобразный канал 24 между корпусом 1 и соплом 3,
Горелка для автоматической сварки неплавящимся электродом (фиг.4) отличается формой корпуса 1 и сопла 3,
Выполнение цанги разъемной из двух и более частей (зажимные губки цанги отделены одна от другой) позволяет обеспечить возможность свободного как углового, так и плоскопараллельного перемещения зажимных губок цанги, что, в свою очередь, позволяет исключить в значительной степени зависимость величины контакта зажимных губок цанги и электрода от погрешностей в их изготовлении, значительно уменьшить величину усилия, прикладываемого к зажимному винту, необходимого для обеспечения надежного контакта зажимных губок и электрода5 а надежный контакт обеспечивает улучшенный теп- лоотвод, повышает стойкость электро- да. Направление вершин конусов цанги и корпуса, улучшает теплоотвод,
Горелка работает след тощим образом.
Электрод 9 пропускают через цангу
4и через сквозное отверстие 8 зажимного винта 7, и устанавливают необходимый выпет конца электрода из цанги 4. Вращай винт 7, перемещают контактирующие с ним части 5 и 6 цанги 4, которые за счет центрирующего действия конуса 15 корпуса 1 пг окимаготся внутренней поверхностью к электроду 9 и зажимают его.
Включают подачу охлаждающей жидкости - воды и защитного газа аргона. Вода, подаваемая по трубке 19, -попадает в полость 18 между соплом 3 и кор 1, далее через отверстие 17 в полость 16 корпуса 1, охлаждает корпус , а также контактирующие с ним части 5 и 6 цанги 4 и электрод 9 кон- тактирутащий в свою очередь с частями
5и 6 цанги. Так как названные элементы соприкасаются между собой большей частью своей поверхности, вслещ- ствие этого интенсивньй и достаточный для надежной работы горелки теплоотвод от электрода.
Из полости 16 вода отводится по трубе 20. Защитный газ, подводимый по трубке 23, попадает в полость 22 корпуса 1, оттуда через отверстия 21 в кольцеобразный канал 24 и далее в зону сварки. При этом, проходя через охлаждаемые элементы горелки, газ не испытывает температурных возмущений.
Технико-экономический эффект от использования предлагаемой горелки .
обеспечивается путем использования более доступных простых и дешевых источников питания типа ПД-500, в то время как для горелок других конструкций необходимы дорогостоящие установ- 5 ки-УДАР, УДГ и др.
Кроме того, предлагаемая горелка обеспечивает более высокую стабильность процесса сварки, что повышает качество и надежность сварных соединений.
Формула изобретений
Горелка для дуговой сварки неплавящимся электродом в среде защитных газов, содержащая водоохлаждаемый кор5
97724
пус с конической полостью, в которой в контакте с ее поверхностью установлена коническая цанга, отличающаяся тем, что, с целью повышения стойкости вольфрамового электрода путем улучшения теплоотвода и удобства эксплуатации горелки, она снабжена расположенным в корпусе зажимным винтом, выполненным с каналом для неплавящегося электрода и установленньп 1 в контакте с нерабочим торцом цанги, цанга выполнена разъемной по пpoдoJ ь- ной оси из нескольких частей и соединена с винтом посредством разъемной скобы и фиксирующего кольца, а вершины конусов цанги и конической полости корпуса обращены к рабочему торцу горелки.
W
15
| название | год | авторы | номер документа |
|---|---|---|---|
| МАЛОГАБАРИТНАЯ ГОРЕЛКА ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2003 |
|
RU2242343C1 |
| Горелка для плазменной обработки | 1982 |
|
SU1075532A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2008 |
|
RU2358847C1 |
| ГОРЕЛКА ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ПОГРУЖЕННЫМ ЭЛЕКТРОДОМ | 2006 |
|
RU2316695C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ТОНКИХ ЛИСТОВ | 1995 |
|
RU2131797C1 |
| МАЛОГАБАРИТНАЯ ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНОГО ГАЗА | 2007 |
|
RU2358846C1 |
| СВАРОЧНАЯ ГОРЕЛКА TIG | 2017 |
|
RU2750597C2 |
| Способ дуговой сварки неплавящимся электродом в среде защитных газов проникающей дугой | 2023 |
|
RU2803615C1 |
| Электродный узел к горелкам для сварки неплавящимся электродом | 1980 |
|
SU944836A1 |
| Горелка для дуговой сварки в среде защитных газов | 1975 |
|
SU592540A1 |
Изобретение относится к горелкам для дуговой сварки неплавящимся электродом в среде защитного газа и может найти применение для сварки алюминиевых сплавов на постоянном токе обратной -полярности при ручной и автоматической .сварке. Горелка может быть использована для наплавки, исправления дефектов литья, безударной правки конструкций и других операций, свяzv с нагревом и плавлением металла. Цель изобретения - повьшенпе стой- KocTPi вольфрамового электрода путем улучшения теплоотвода и удобства эксплуатации горелки. В горелке цанга 4 выполнена разъемной из двух губок п зажимного винта 7, соединенного с губками разъемной скобой 10, выступы 11 которой входят в кольцевые пазы 12 и 13 смежных частей цанги 4 и зажимного винта 7.,Такое выполнение позволяет обеспечить возможность свободного углового и плоскопараллельного перемещения зажимных губок цанги, что, в свою очередь, позволяет исключить в значительной степени зависимость величины контакта залсимных губок цанги 4 и электрода 8 от погрешностей при их изготовлении, значительно уменьшить величину усилия, прикладываемого к зажимному винту 7, необходимого для обеспечения надежного контакта зажимных губок и электрода 8. 4 ил. s SS KJ Nj CD «к| чЗ ю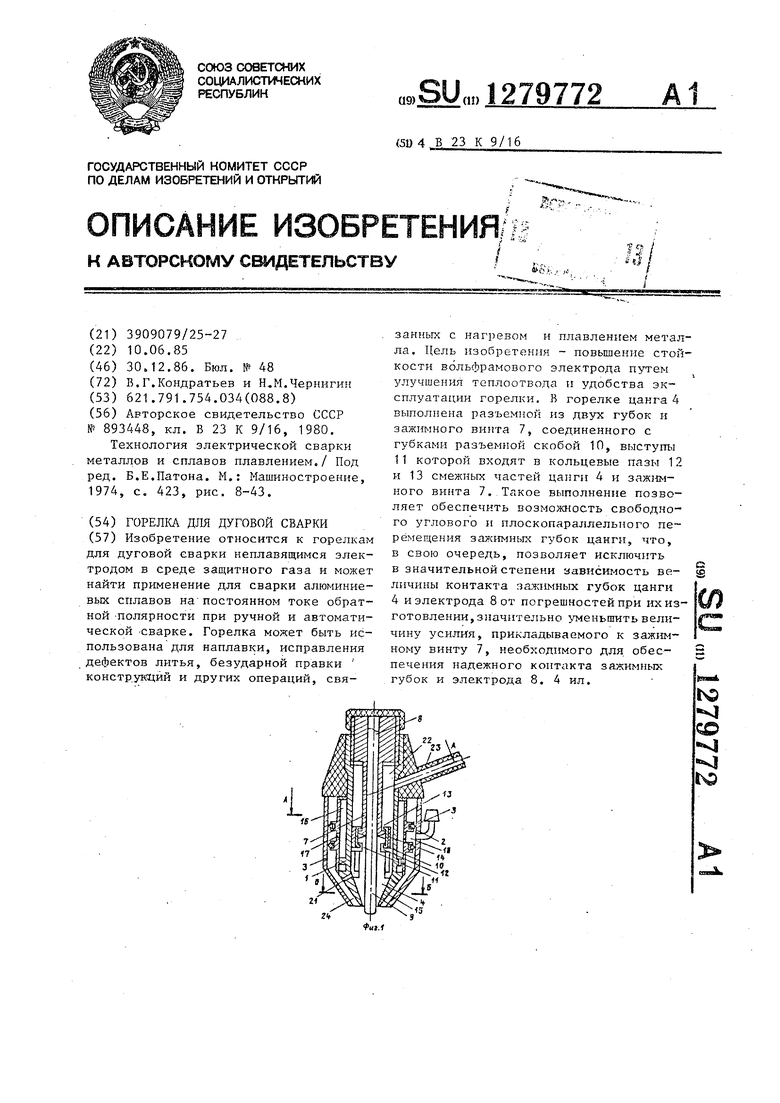
А - А
ff-S
Фцг.
Фиг, г
Редактор Э.Слиган
Составитель Г.Квартальнова
Техред Л.Сердюкова Корректор С.Черни
Заказ 7001/12.Тираж 1001 Подписное
ВНИШШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Физ.
| Горелка для дуговой сварки в защитных газах | 1980 |
|
SU893448A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Технология электрической сварки металлов и сплавов плавлением./ Под ред | |||
| Б.Е.Патона | |||
| М.: Машиностроение, 1974, с | |||
| Самоцентрирующийся лабиринтовый сальник | 1925 |
|
SU423A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
