27 9
6 21
сл
с
со со
со
Фиг.1
Изобретение относится к оборудованию для получения пористых теплоизоляционных изделий из интенсивно вспенивающихся и отверждающихся смесей и может быть использовано при производстве строительных материалов, в химической и других областях народного хозяйства.
Целью изобретения является повышение качества изделий и снижение энергозатрат и металлоемкости устройства.
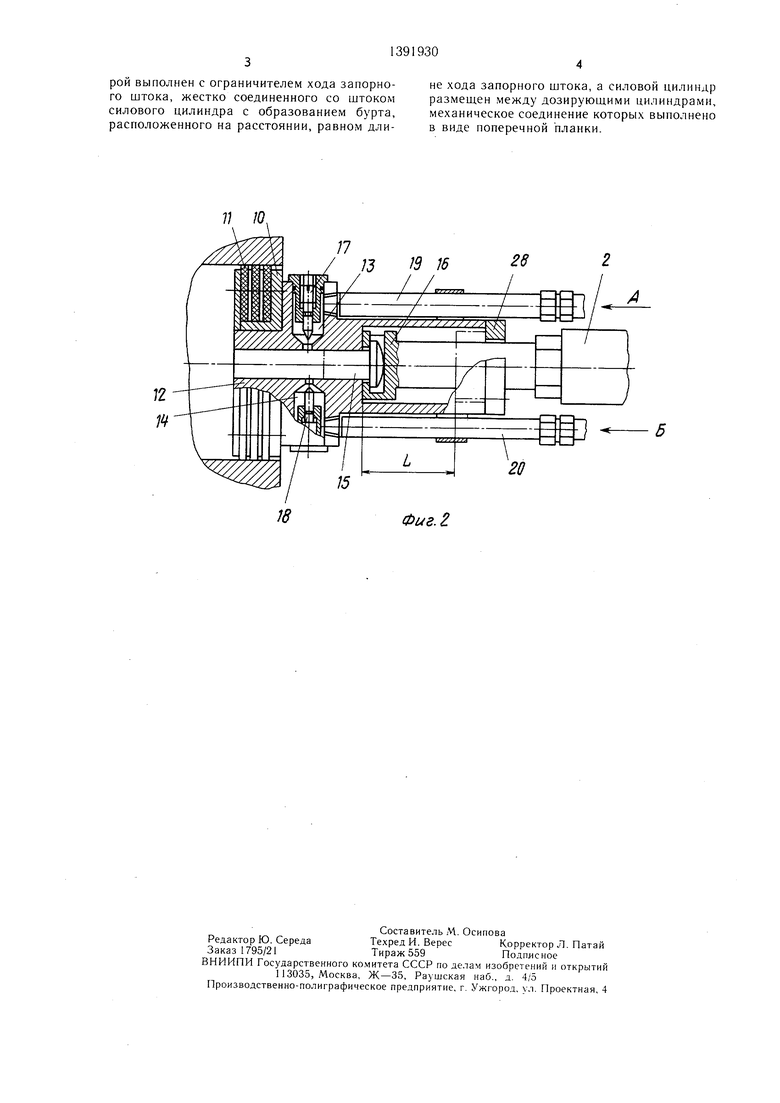
На фиг. 1 представлена принципиальная схема предлагаемого устройства; на фиг. 2- толкатель смесительной головки, продольный разрез.
Устройство содержит силовой цилиндр 1 со штоком 2, который посредством планки 3 жестко соединен с плунжерами 4 и 5 дози- руюш,их цилиндров 6 и 7 и формой 8, ограниченной с одной стороны подвижной стенкой 9, а с другой - толкателем 10 с уплотнитель- ными и очистительными элементами 11 и смесительной головкой, состоящей из корпуса 12с каналами 13 и 14 подачи компонентов А к Б центральным отверстием, в котором установлен с возможностью возвратно- поступательных перемещений запорный шток 15, жестко связанный через бурт упо- ра 16 со штоком силового цилиндра 1. К каналам подачи компонентов с установленными в них регулировочными винта- ми 17 и 18 подведены подающие патрубки 19 и 20, соединенные трубопроводами через клапанные коробки 21 и 22 с дозирующими цилиндрами 4 и 5.
На планке 3 установлен упор 23 с воз- можностью взаимодействия с конечными выключателями 24, 25 и 26 привода установ- ки при выталкивании отформованного изделия 27 и при обратном ходе толкателя. Приемный лоток и отводящий транспортер на чертеже не показаны.
Устройство работает следующим образом.
После окончания вспенивания и отверждения залитой смеси в форме 8, передняя стенка фор.мы 9 опускается в нижнее положение и масло подается в бесштоковую полость силового цилиндра 1. Шток 2 через упор 16 и корпус 12 приводит в движение толкатель 10 и отформованное изделие 24 выталкивается из формы на приемный лоток и попадает затем на отводящий транспортер. Одновременно с этим за счет жесткого соединения щтока 2 силового цилиндра 1 с плунжерами 4 и 5 дозирующих цилиндров 6 и 7 посредством планки 3, плунжеры 4 и 5 выдвигаются и через клапанные коробки 19 и 20 компоненты А и Б заполняют дозирующие цилиндры 6 и 7.
После срабатывания конечного выключателя 24 передняя стенка 7 поднимается в верхнее положение и дается команда на отвод толкателя Ш. Масло подается в штоко- вую полость силового цилиндра 1. При движении щтока 2 плунжеры 4 и 5 начинают вдвигаться в дозирующие цилиндры 6 и 7
0
5
0
5
0
5
0
5
0
5
и через клапанные коробки 21 и 22, соответствующие трубопроводы и подающие патрубки 19 и 20 компоненты поступают в каналы 13 и 14 подачи смесительной головки. Одновременно с этим щток 2 силового гидроцилиндра перемещает упор 16 с буртом и запорный щток 15 на величину L до контакта с ограничителем 28 корпуса 12, после чего толкатель 10 начинает перемещаться в исходное положение.
Как только запорный шток 15 откроет каналы 13 и 14 подачи в центральное отверстие корпуса компоненты под давлениями, устанавливаемыми регулировочными винтами 17 и 18, поступают друг другу навстречу, перемешиваются и выливаются в форму 8.
В результате при перемеплении толкателя 10 в исходное положение, происходит дозированная подача, смещивание и разлив компонентов по всей длине формы.
После возвращения упора 23, установленного на планке 3, к конечному выключателю 26, масло подается в бесштоковую полость цилиндра 1, шток 2 перемещает упор 16 на величину L и запорный шток 15 закрывает каналы 13 и 14 подачи. Команду на окончание движения дает срабатывание от упора 23 конечного выключателя 25.
Далее цикл работы устройства повторяется.
Таким образом, применение предлагаемого устройства обеспечивает повышение качества изделий за счет равномерного распределения смеси по длине формы, однородной объемной массы по объему изделия. Снижение энергоемкости установки достигается за счет использования всех фаз движения силового гидроцилиндра, т. е. прямой ход для выталкивания изделия из формы и заполнения дозирующих цилиндров, а обратный - для заполнения формы смесью исходных компонентов. В результате оказываются ненужными силовые цилиндры запорного щтока смесительной головки и для дозирующих цилиндров, т. е. снижение энергоемкости сопровождается уменьшением металлоемкости.
Формула изобретения
Устройство для изготовления изделий из вспенивающихся материалов, содержащее форму, соединенную со смесительной головкой с запорным штоком, связанной с дозирующими компоненты цилиндрами, плунжеры которых механически соединены со штоком силового цилиндра, и систему подачи компонентов в дозирующие цилиндры и смесительную головку со средствами ее регулирования, отличающееся тем, что, с целью повышения качества изделия и снижения энергозатрат и металлоемкости, оно снабжено расположенным в форме тоннельного типа толкателем, смонтированным на выходе смесительной головки, корпус которой выполнен с ограничителем хода запорного штока, жестко соединенного со штоком силового цилиндра с образованием бурта, расположенного на расстоянии, равном длине хода запорного штока, а силовой цилиндр размещен между дозирующими цилиндрами, механическое соединение которых выполнено в виде поперечной планки.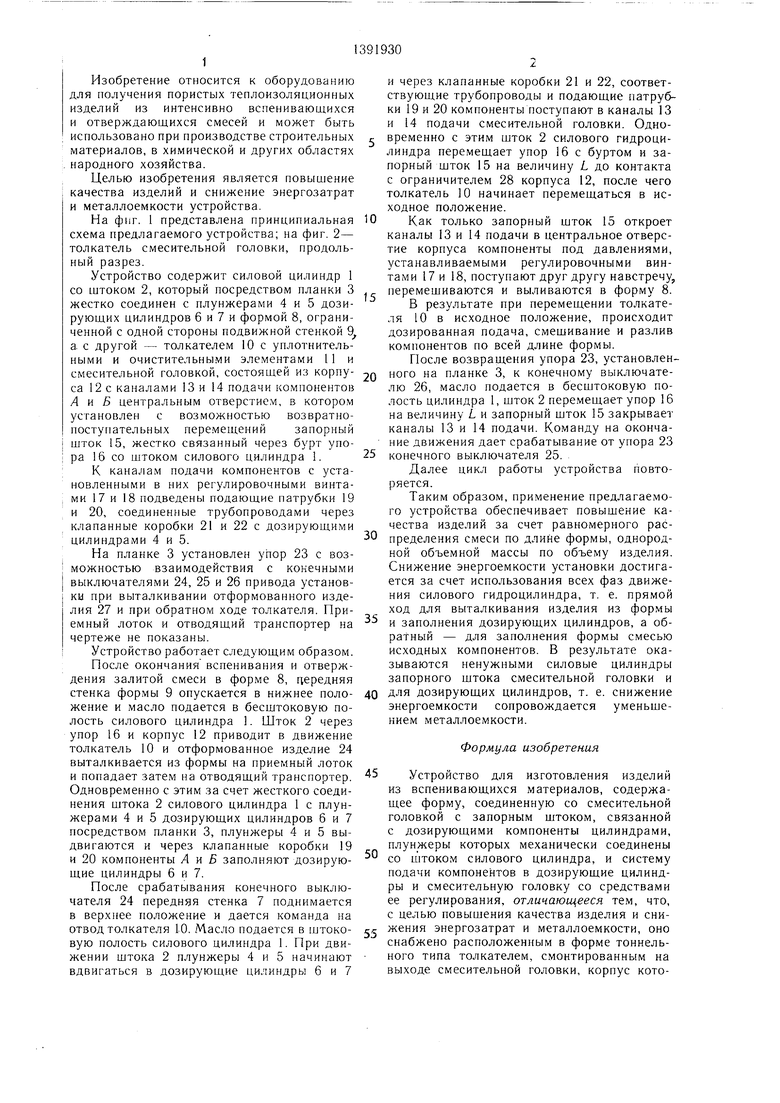
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления изделий из вспенивающихся материалов | 1987 |
|
SU1525020A1 |
| Устройство для изготовления изделий из вспенивающихся материалов | 1987 |
|
SU1502404A2 |
| Устройство для изготовления изделий из вспенивающихся материалов | 1988 |
|
SU1641640A1 |
| Смесительно-дозирующая установка | 1985 |
|
SU1260220A1 |
| Смесительно-дозирующая установка для получения пенопласта | 1990 |
|
SU1816700A1 |
| ДОЗИРУЮЩЕЕ УСТРОЙСТВО | 1991 |
|
RU2015913C1 |
| Смесительно-дозирующее устройство для подачи компонентов | 1983 |
|
SU1111867A1 |
| Дозирующее устройство | 1991 |
|
SU1812438A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ВСПЕНЕННЫХ МАТЕРИАЛОВ | 1991 |
|
RU2015912C1 |
| Устройство для изготовления изделий из вспенивающихся материалов | 1985 |
|
SU1279838A1 |
Изобретение относится к оборудованию для изготовления изделий из вспенивающихся материалов методом его заливки в форму. Цель изобретения - повышение качества изделий и снижение энергозатрат и металлоемкости. Для этого на выходе корпуса смесительной головки установлен толкатель 10, расположе.нный в тоннельной форме 8. Запорный шток смесительной головки соединен с штоком 2 силового цилиндра 1 через упор с буртом, обеспечиваюш,им перемеш,ение запорного штока и смесительной головки с толкателем 10 посредством штока 2 силового цилиндра I, связанного с плунжерами 4 и 5 дозирующих цилиндров поперечной планкой 3, что обеспечивает выталкивание изделия при прямом его ходе и подачу компонентов в форму при обратном ходе. 2 ил. а &
и /о,
f
2ff
Фuг.Z
| Смесительно-дозирующее устройство для подачи компонентов | 1983 |
|
SU1111867A1 |
| Солесос | 1922 |
|
SU29A1 |
