Известны гладильные нрессы д.;1я влажио-теплоноп o6pa6t)rKii lUBeii ых изделий, включающие в ебя горизонтально расположенную подъёмно-опускную нижнюю подушку, верхнюю прижнмную 11одушку II привод. Эти гладильные прессы снабжены только одной нарой подушек, в связи ,с чем для проведения двух операций обработки шнейных изделий необходимо иметь два пресса. Прессы на швейных предприятиях п жводятся в действие от группового привода, обслуживаемого центральными компрессорными станциями. Такое положение затрудняет обслуживапи( прессов и требует больших нроизводственных плопхадей.
ОпИ1СЫЕ.аемый гладильный пресс для повышения пропзБодлтильносп и лгаксимального использования производственных плон,адей снабжен второй парой подушек, из которых нижняя, являю1даяся лресс;уюпд,ей, укреплена на кронштейне, несушем прессуюшую подушку первой пары, причем верхпяя подушка второй лары установлена неподвижно.
В гладильном прессе применен индивидуальный гидропривод, включающий в себя вспомогательный цилиндр, кинетически ,:ЕЯзанпый с основным силовым цилипдром.
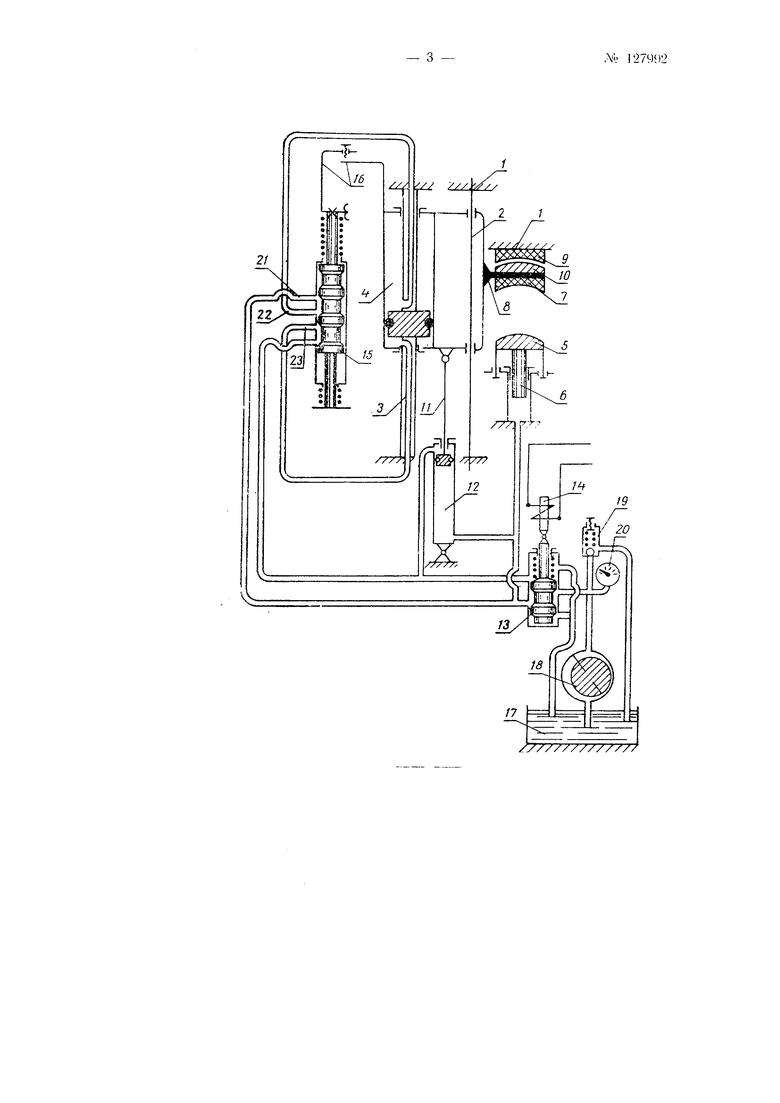
Иа чертеже изображена схема описываемого г.1ади.-1Ы1о; о jpocca.
Па станине / пресса жестко закреплены направляющие колонки 2 и nrjoK 3 основного силового цилиндра 4. Пресс имеет две пары подушек для влажно-тепловой обработки швейных изделий, из которых первая пара имеет горизонтально расположенизю нижнюю подушку -5. имеющую возможность подниматься и опускаться на регу.чируемую высоту с помощью Еспомогательного плунжерного гидропривода 6, и верхнюю прессующую подущку 7, укреплениую на подвижном в вертикаль гс г направлении кронштейне i. Во BTOpoii паре подуп1е ч верхняя по.у )279У2- 2
дхшка 9 уо1 ciiioH.iciia иеноднижнс на станнис / пресса, а Шжияя 1юд ч11ка W, являющаяся прессующей, укреплена на кронштейне и , несун1е тфессующун) подушку 7 первом пары. Кронштейн 8 нереме1дае1ся в вертикальном г анрав.1ении под действием штока // вспомогатедьно1о силоЕОГо J илиндpa 12 ц кроме того имеет небо.лыное конечное перемещение В jcoiiuc xoUi в верхнем н нижнем ноложепии под воздействнем осИОВ)ОГО силового ннлиндра 4, жесгко связан1того L; крон1нтеЙ1-10М 8.
Включенне гидросистемы обеспечивается золотником 13 с элек1рп-viai-iiiiTHbiM приводол1 14. Согласовапне работы снловых цилиндров 4 и 12 осу НСхТ1-;.ляегея шунтовым золот) 15, вкл очаемым нри noMoinii рычага /6, у/:тановленном на оеновном силовом н.илиндре 4.
Питакне гидросистема получает из резервуара 17 с помо1пью насоса 18. Заданное давление по;1держива1 тся перепускным х.чапапом 19 : (|1нксируегся н манометре 20.
При иьнч.псчсниом -i.ueKTpoManiHie 14 масло через золотник 13 иодво.л.ится к вспомогате,1ьному силовому Ц1днпдру 12 1:пизу, поднимая e.r;i uojJHieHi, со штоком // зверх. Шток /У жестко связан с нн.1нндром V, кронштейном и pi niaroM 16. персмснгает всю эт систему Bi;.epx. :5Т{)м HiyHTOBoii золотпи ; /5 находится в среднем по,.1ожег1ии, маслоиро,,оды 22 и 23 соединены между итбой. и масло свободно переливается л -; нижней в верхнюю полость основного силового цилиндра 4, а маслолровод 21 в ато время перекрыт. П.тунжерный гид1)онрир,од 6 поднилик иодушк - 5 iia задапную нысоту.
При нодх-оде системы 4-8-1 о к 1-;е).х11ему но.к кен1- 1О шунтовИ з.о./кггник /5 перекрывает маслот1рог од 23 и соединяет между собоГг м;;с.:о;)роводы 21 и 22. Масло под да1 о1ением поступает через капа.п ;. IUT;I:чс 3 цилиндра 4 в ве)хн1ою полость пос.теднего, вследствие чего происходит сжатие подушек 9 и 10, нроизводяптих -при этом 15лажио-теплову|(; обработку заложепного между JIHMII ннзейиого нздел1;я.
В этот момент- Е.ключается 1еле (на чертеже не показано) B)e.je.ii. которое, через известный нромежуток времени включае электро.магнит // го.тотника //), носле чего система начинает автоматически рабо1ать а обратном направлении, что обеспечивает прессование 1нвейного изделия, заложенного между подучикамн 7 н Я. Продолжительность нрес -оiuuiHH обеспечивается и в этом случае тем же реле вре.меии.
TajcHM о-бразом, г.та.ти.дьный пресс с двумя парами iпo,чyшeJ нозво.тяет Е.ЫПОЛНЯТЬ на одном рабочем месте иоследовате.т1)НО .тве раз.тичHiiie операции, что новышает его нронзводительность н создает возмо 1 iiocTb маКСИ-ма.чьного испо,чь; овйния нроизвод.ствениых площадей.
11 ) е д м е Т и з о б р е т е н и я
1.Гладильный пресс для в;1ажно-тепловой обработки швейных изде.-11И-й, включаюн1Н11 в себя горизонтально-расположенную подъемноопускную нижнюю подушку, верхнюю прижимную подушку и привод, отличающийся гем, чао, с целью иовышения его производительпоС1И и максимального иснользов.ания производственных площадей, он снабжен второй парой подушек, из которых нижняя, являющаяся нрессующей, укреплена на кронштейне, несущем прессующую подугнку первой пары, причем верхняя подушка второй пары установлена не(ОДЕИЬКНО.
2.Гладильный пресс но п. I, отличающийся тем, что в нем применен индивидуальный гидронривод, включаюнхий в себя вспомогательный ,тиндр, кинематически связанный с ОСНОЕ.НЫМ -и.-|овь1м цм.чщыром.