Изобретение относится к цветной металлургии, в частности к производству анодных материалов, включаю- . щих анодную массу и предварительно обожженные аноды, используемые соот- ветственно на электролизерах с самообжигающимися и обожженными анодами для получения электрического алюминия.
Целью изобретения является повы- шение прочности, электропроводности и уменьшение расхода анода.
Сущность изобретения заключается в том, что необходимое количество связующего, зависящее от свойств про каленного коксового материала (действительной и насыпной плотности шихты) и плотности связующего при температуре смешения, определяют по формуле
. (kd,-k,d,)d
TkdT4c,,d,),d,d,
100, (1)
где А - количество пека-связующего, мас.%;
dtj - действительная плотность коксового прокаленного материала,
d,, - насыпная плотность шихты
п
коксового прокаленного материала, dj- - плотность пека-связующего
при UO-ISO C (1,25-1,30 г/см kиk - коэффициенты, указывающие
на недопропитку кокса пеком и на увеличение объема шихты за счет пековых прослоек между зернами кокса, соответственно равны 0,95 и 0,90- 1,15.
Плотность связующего определяют при 140-180°С,
Подбор связующего с учетом пористой структуры кокса и пористости его насыпки, а также плотности связующего позволяет получать анодные мате- 15иалы с высокими эксплуатационными характеристиками (прочность, электро щэоводность и химическая стойкость) niijH использовании коксового материала различного происхождения и определенного гранулометрического сос- тава.
Количество связующего рассчитыва- е тся исходя из необходимости запол- н«гния пеком пор в зернах кокса и пространства между ними в коксовой .
Пористость шихты может быть рассчитана по формуле
du-dn
, отн. ед.
Масса единицы объема, заполненного пеком, при этом составит
di j -d u , I ,
d Г/СМЗ. ч
Суммарная масса пека и кокса в единице объема составит
d.-d,
-dn+d,.
г/см
При этом содержание связующего (в процентах) может быть рассчитано по
формуле
drjIOO
-d +d.
(.-100
СлХХл
При смешении пека с коксом не все поры кокса заполняются пеком, это в формуле учтено коэффициентом k-0,95.
Кроме того, при смешении анодной массы за счет образования пековых прослоек .происходит увеличение объема коксовой шихты и, таким образом, снижения плотности, что учтено коэффициентом ,90. При прессовании за счет воздействия давления происходит сжатие коксовой шихты, что учитывает Коэффициент k, 1,1 (для вибралцинного формования) иk 1,15 (для гидравлического прессования). - Пример 1. Технологическое опробование анодной массы для самообжигающихся анодов алюминиевых электролизеров заключалось в следующем. Предварительно определяли действительную плотность коксовой шихты, насыпную плотность кокса взвешиванием уплотненного объема и плотность пека-связующего при 140-160°С методом гидростатического взвешивания стального шарика в расплавленном пеке, затем по формуле рассчитывали необходимое количество свя- зуюш;его, принимая значение ,95 и k,0,90. Анодную массу, составленную из кокса-наполнителя и пека- свяЗующего в количестве, рассчитанном выше, смешивали при 140-160° С и загружали в металлические кожухи.
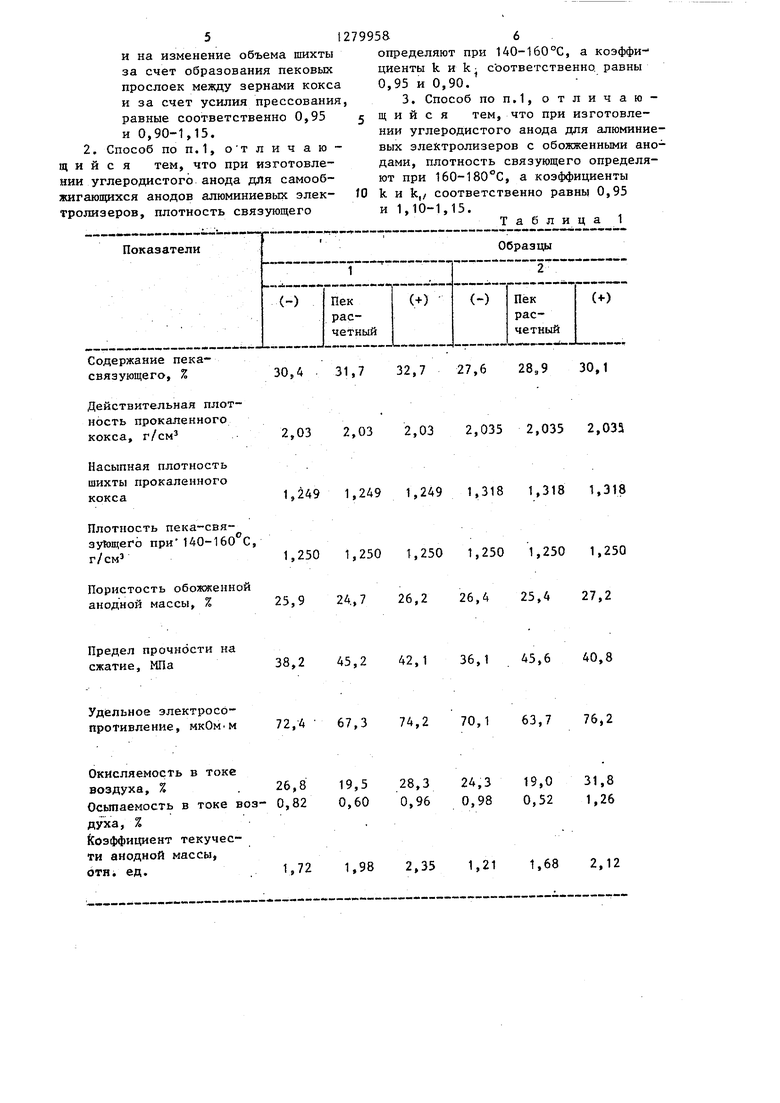
Обжиг проводили в шахтной печи до максимальной температуры 1000i20°C со скоростью 100 град/ч и выдержкой при конечной температуре 2 ч. Характеристики качества кокса-наполнителя необожженной и обожженной анодной массы приводятся в табл. 1. Для более детального исследования анодных масс в качестве кокса-наполнителя бьти взяты коксы трех видов (с различной термообработкой).
Проводили сравнение образца с расчетным (оптимальным) количеством пека-связующего с образцами, имеющими количество связующего, отличное от расчетного, а также с прототипом.
Расчетное количество пека-связующего приводит к улучшению показателей качества обожженной анодной массы (табл. 1) по сравнению с прототипом. Уменьшение или увеличение количества пека-связующего по сравнению с расчетным приводит к ухудшению эксплуатационных характеристик: понижению прочности, увеличению удельного электросопротивления и общей раз- рушаемости в токе воздуха.
При использовании данного способа в производстве анодной массы для самообжигающихся анодов достигается стабильность пластических свойств массы и высокая эксплуатационная стойкость анодов при электролизе. Кроме того, данный способ позволяет получить при любом виде коксового сырья анодную массуповьш енного качества (см. табл. 1).
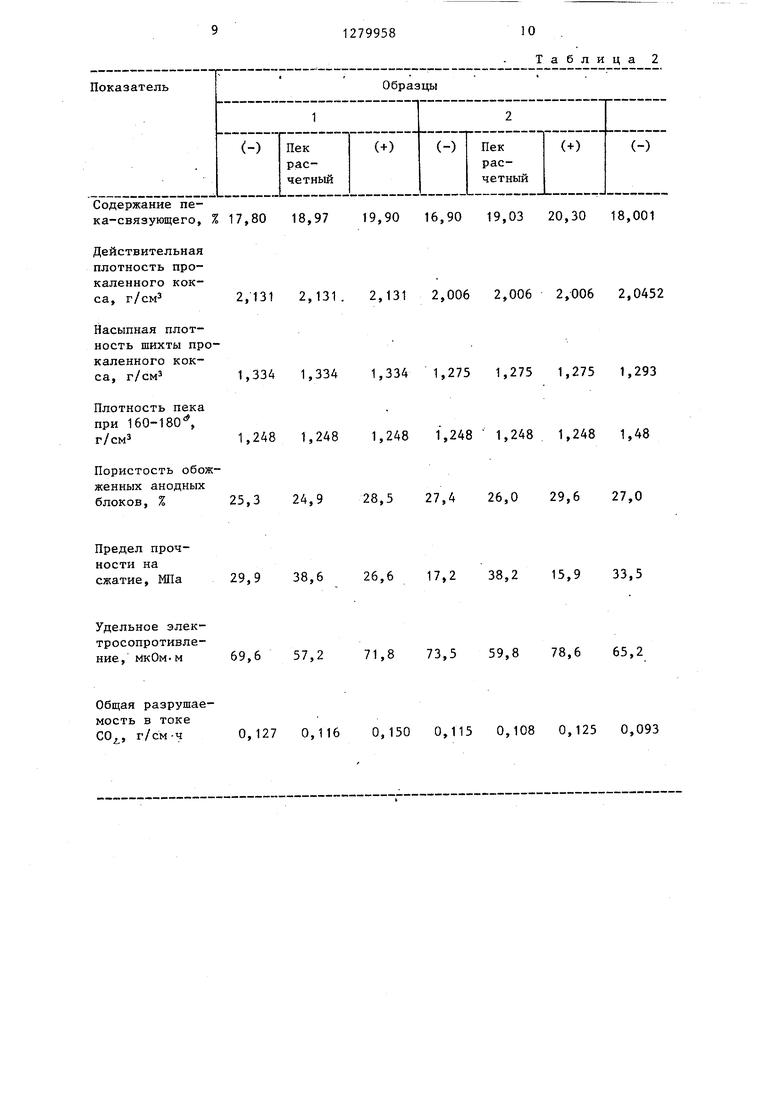
Пример- 2. Проводили технологическое опробование обожженных анодных блоков. Предварительно определяли действительную и насыпную плотности кокса и плотность пека- связующего при ISO-ISO C, затем рассчитывали необходимое количество связующего материала, приняв ,95, k,1,1.
Шихту коксового материала смешивали с пеком. Загружали в матрицу, разогревали до lAO-lbO C и прессовали образцы при максимальной нагрузке 40 МПа в течение 2 мин. Прессованные анодные блоки обжигали в камерных печах открытого типа в заводских условиях при 1050-1100°С в течение 168 ч и охлаждали 252 ч.
Результаты технологического опробования приведены в табл. 2.
Для более-детального и глубокого исследования обожженных анодных блоков в качестве кокса-наполнителя использовали коксы различного происхождения и разной степени Термообработки.
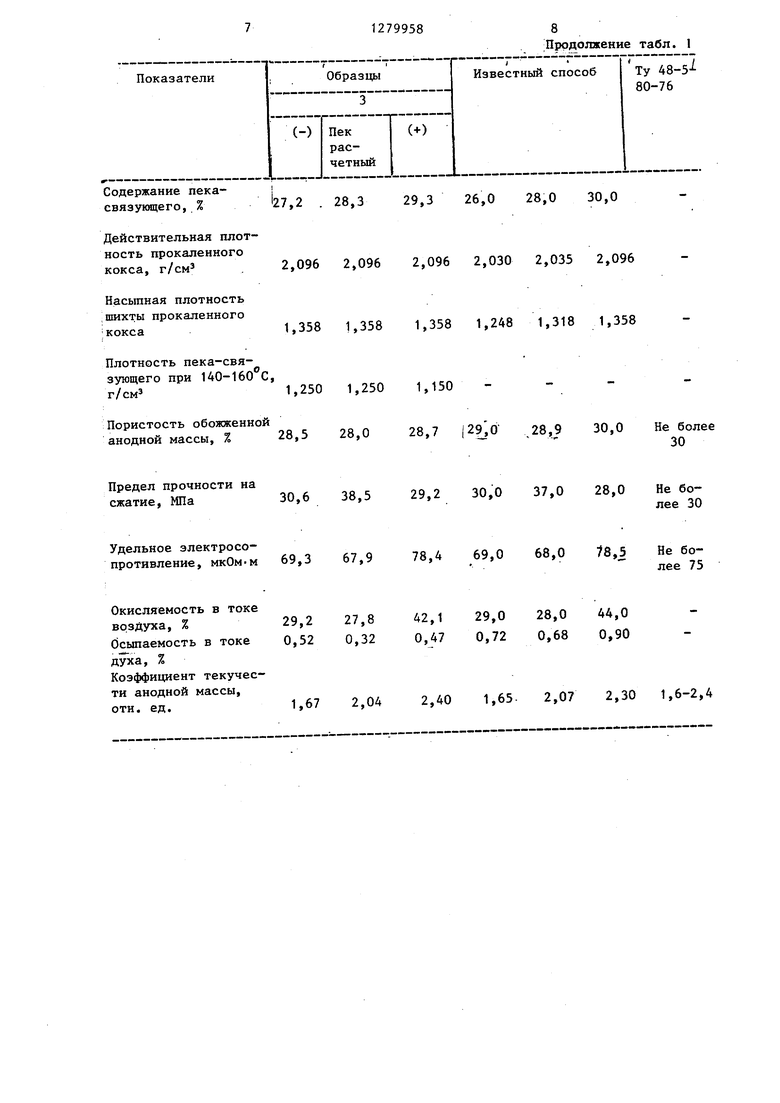
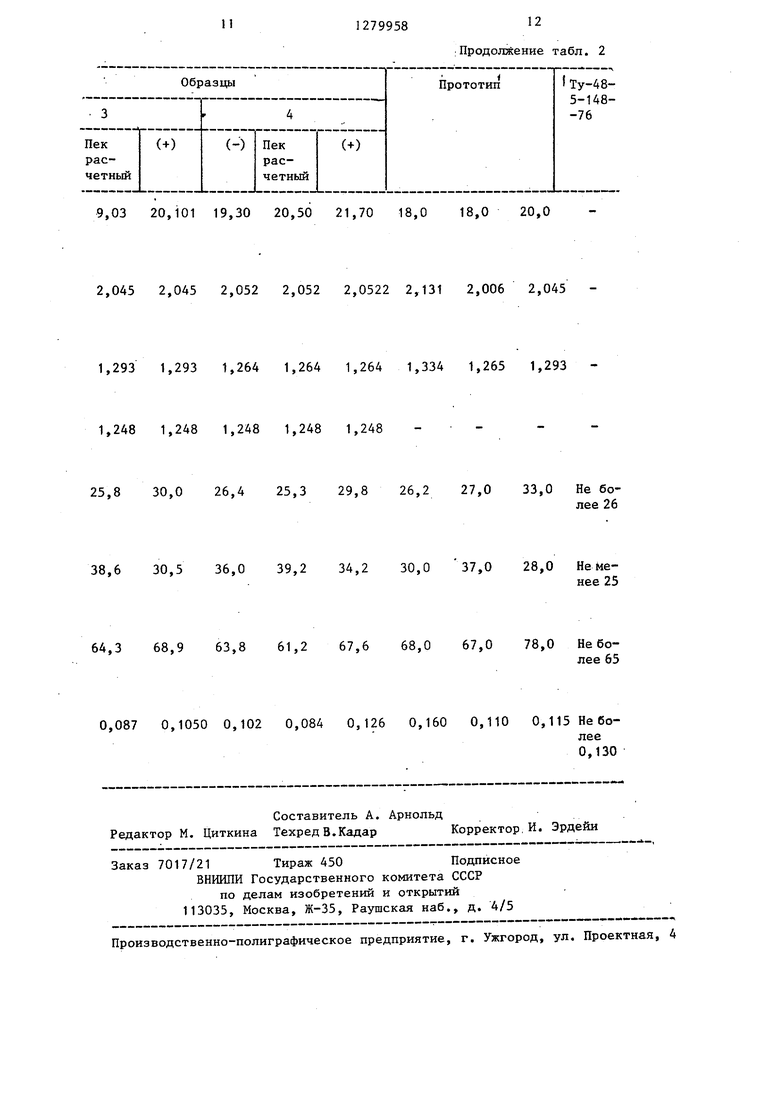
Из приведенных данных следует, что образцы с расчетным (оптимальным) количеством пека-связующего превосходят образцы, изготовленные по способу-прототипу, по пористости, прочности на сжатие и удельному электросопротивлению.
Данный способ может быть использован для любого- вида коксового сырья, в том числе и для коксов различного происхождения. Отклонение количества пека-связующего от расчетной величины приводит к ухудше- нию качества анодных блоков.
Таким образом, способ изготовления углеродистых изделий обеспечивает стабильность свойств и повьше- ние; эксплуатационных характеристик анодов. Повышение прочности, электропроводности и химической стойкости анодных материалов приведет к уменьшению расхода анодов при электролизе алюминия.
Формула изобретения
30
1. Способ изготовления углеродистого анода для электролитического получения алюминия, включающий измельчение и классификацию коксовых
материалов, определения действительной и насыпной плотности коксовых материалов, дозировку и смешение их со связующим пеком, отличающийся тем, что, с целью повышения прочности, электропроводности и уменьшения расхода анода, дополнительно определяют плотность пека при температуре 140-180°С и рассчитьша- ют необходимое количество связующего по формуле
, (,dH)dn
Tkd7-k,d,)d,+kk,d,d
100,
где А - количество пека-связующего, мас.%;
d - действительная плотность
коксового прокаленного материала, г/см J
d, - насыпная плотность шихты н
коксового прокаленного мате
риала, г/см ;
d - плотность связующего, kиk - коэффициенты, указывающие
на недопропитку кокса пеком
и на изменение объема шихты за счет образования пековых прослоек между зернами кокса и за счет усилия прессования равные соответственно 0,95 и 0,90-1,15.
2. Способ ПОП.1, о тличаю- щ и и с я тем, что при изготовлении углеродистого анода для самообжигающихся анодов алюминиевых электролизеров, плотность связующего
Содержание пека- свяэующего, %
Действительная плотность прокаленного кокса, г/см
Насыпная плотность шихты прокаленного кокса
30,4
31,7 32,7 27,6 28,9 30,1
2,03 2,03 2,03 2,035 2,035 2,033
1,249 1,249 1,249 1,318 1,318 1,318
Плотность пека-связующего при 140-160 С,.
г/см 1,250 1,250 1,250 1,250 1,250 1,250
Пористость обожженной.
анодной массы, % 25,9 24.,7 26,2 26,4 25,4 27,2
Предел прочности на сжатие, МПа
38,2 45,2 42,1 36,1 45,6 40,8
Уд|ельное электросопротивление, мкОм М 72,4 67,3 74,2 70,1 63,7 76,2
26,8
з- 0,82
1,72
19,5 0,60
28,3 0,96
24,3 0,98
1,98 2,35 1,21
2799586
определяют при 140-1бО°С, а коэффи-- циенты k и k соответственно, равны 0,95 и 0,90.
, 3. Способ ПОП.1, отличаю- 5 щ и и с я тем, что при изготовлении углеродистого анода для алюминиевых электролизеров с обожженными анодами, плотность связующего определяют при 160-180°С, а коэффициенты Ш k и k,/ соответственно равны 0,95 и 1,10-1,15.
Таблица 1
24,3 0,98
19,0 0,52
31,8 1,26
1,68 2,12
Содержание пека- связукицего, %
1
127,2 . 28,3 29,3 26,0 28,0 30,0
Действительная плотность прокаленного кокса, г/см
Насьганая плотность шихты прокаленного I кокса
Плотность пека-связующего при 140-160 С
г/см
Пористость обожженной
анодной массы, %
Предел прочности на
сжатие, МПа 30,6 38,5
Удельное электросопротивление, мкОм-м 69,3 67,9 78,4 69,0 68,0 78,5 Не более 75
Окисляемоеть в токе воздуха, % Осьшаемость в токе духа, %
Коэффициент текучести анодной массы, отн. ед.
29,2 27,8 42,1 29,0 28,0 44,0 0,52 0,32 0,47 0,72 0,68 0,90
1,67 2,04 2,40 1,65- 2,07 2,30 1,6-2,4
2,096 2,030 2,035 2,096
1,358 1,248 1,318 1,358
1,150
28,7 (29. 28,9 30,0 Не более
30
29,2 30,0 37,0 28,0 Не более 30
% 17,80 18,97
2,131 2,131
1,334 1,334
Плотность пека при 160-180, г/см
1,248 1,248 1,248 1,248 1,248 1,248 1,48
Пористость обожженных анодных блоков, % 25,3 24,9
Предел прочности на сжатие, МПа
29,9 38,6 26,6 17,2 38,2 15,9 33,5
Удельное электросопротивление, МкОм-м 69,6 57,2
Общая разрушаемость в токе
СО, г/см-ч0,127 0,116 0,150 0,115 0,108 0,125 0,093
Таблица 2
19,90 16,90 19,03 20,30 18,001
2,131 2,006 2,006 2,006 2,0452
1,334 1,275 1,275 1,275 1,293
28,5 27,4 26,0 29,6 27,0
71,8 73,5 59,8 78,6 65,2
11
9,03 20,101 19,30 20,50 21,70 18,0 18,0 20,0
2,045 2,045 2,052 2,052 2,0522 2,131 2,006 2,045
1,293 1,293 1,264 1,264 1,264 1,334 1,265 1,293
1,248 1,248 1,248 1,248 1,248
25,8 30,0 26,4 25,3 29,8 26,2 27,0 33,0 Не более 26
38,6 30,5 36,0 39,2 34,2 30,0 37,0 28,0 Не менее 25
64,3 68,9 63,8 61,2 67,6 68,0 67,0 78,0 Не более 65
0,087 0,1050 0,102 0,084 0,126 0,160 0,110 О,115 Неболее0,130
Составитель А. Арнольд Редактор М. Циткина Техред В.Кадар Корректор. И. Эрдейи
Заказ 7017/21 Тираж 450Подписное
ВНИШ1И Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
127995812
;Продолжение табл. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОДНОЙ МАССЫ | 1997 |
|
RU2132411C1 |
| Способ изготовления углеродных самообжигающихся анодов алюминиевых электролизеров | 1987 |
|
SU1527149A1 |
| СПОСОБ ПРОИЗВОДСТВА АНОДНОЙ МАССЫ | 1999 |
|
RU2151824C1 |
| СПОСОБ ПРОИЗВОДСТВА АНОДНОЙ МАССЫ ДЛЯ САМООБЖИГАЮЩЕГОСЯ АНОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2017 |
|
RU2671023C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАФИТА | 2010 |
|
RU2476374C2 |
| СПОСОБ ПРОИЗВОДСТВА АНОДНОЙ МАССЫ | 1996 |
|
RU2116383C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЯЗУЮЩЕГО ПЕКА | 2020 |
|
RU2744579C1 |
| Способ изготовления угольного электрода | 1984 |
|
SU1281604A1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕРОДНОГО АНОДНОГО МАТЕРИАЛА | 2008 |
|
RU2370437C1 |
| АНОДНАЯ МАССА ДЛЯ САМООБЖИГАЮЩИХСЯ АНОДОВ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ | 1987 |
|
RU1520899C |
Изобретени е относится к области цветной металлургии, в частности к производству анодных материалов для электролиза алюминия. Цель изобретения повышение прочности, электропроводности и уменьшение расхода анода при электролитическом получении алюминия. Определяют плотность пека при температуре 140-180 С и рассчитывают необходимое количество связующего по формуле, учитывающей действительную и насьтную плотность прокаленного коксового материала и плотность связующего. Путем введения в формулу эмпирических коэффициентов учитывают недопропитку кокса пеком, изменение объема шихты за счет образования пе- ковых прослоек между зернами кокса и. за счет .усиления прессования. Даны величины этих коэффициентов при изготовлении анодной массы самообжигающихся анодов и при изготовлении обожженных анодов, 2 з.п. ф-лы, 2 табл. i (Л to -J со со ел 00
| Янко Э.А., Воробьев Д.Н | |||
| Производство анодной массы | |||
| М.: Металлургия, 1975, с | |||
| Парный автоматический сцепной прибор для железнодорожных вагонов | 0 |
|
SU78A1 |
| Авторское свидетельство СССР № 1059931, кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
