11
Изобретение относится к обработке металлов давлением, а именно к конструкциям штампов для горячей объемной штамповки, и является усовершенствованием устройства по авт. св. № 1017428.
Цель изобретения - повышение эка плуатационных свойств и уменьшение трудоемкости изготовления штампа путем уменьшения коробления штампа при закалке.
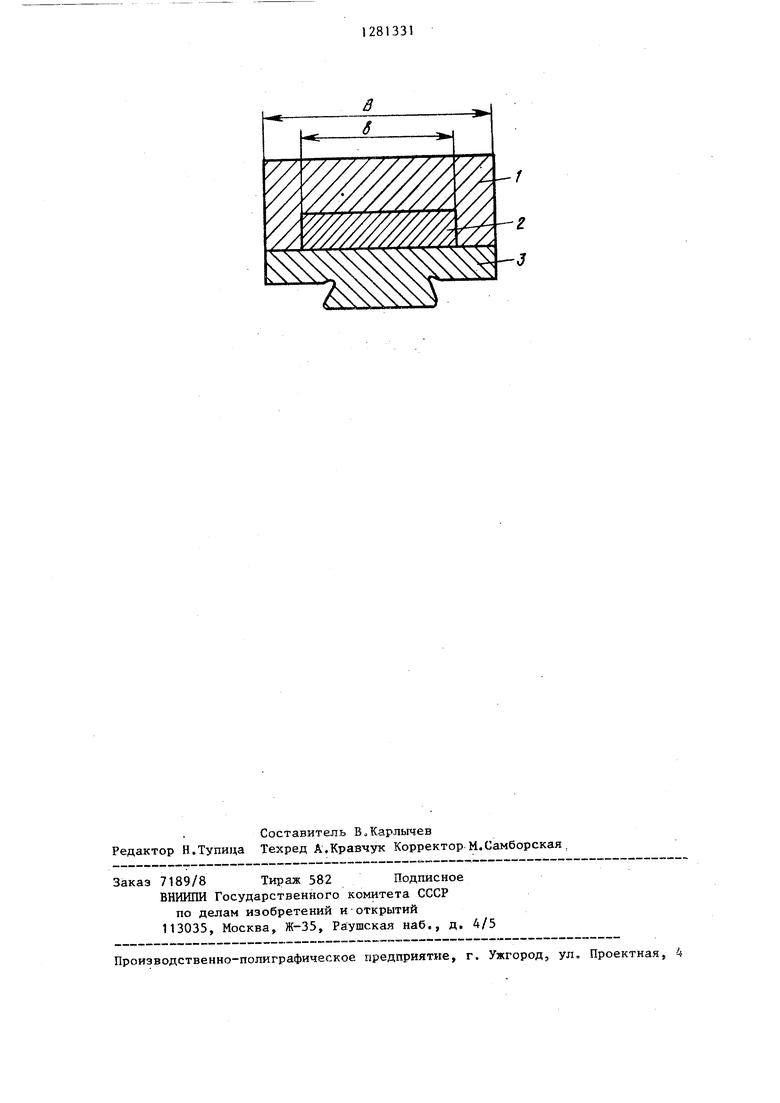
На чертеже показан литой штамп напряженной конструкции, поперечное сечение..
о
Штамп состоит из рабочего слоя 1 промежуточного слоя 2 и нерабочего слоя 3.
Рабочий слой 1 выполняют из инструментальной стали, промежуточный слой 2 толщиной 20-30% от высоты штампа из малоуглеродистой стали с содержанием углерода 0,1-0,2%, а нерабо- |4ий слой 3 из конструкционной стали. Размеры поперечного сечения промежуточного слоя 2 выбирают из условия (В-2Ь„р) Ь 0,8 В, где
b В.размеры поперечного сечения промежуточного слоя размеры поперечного сечения всего штампа;
величина прокаливаемости материала рабочего слоя штампа.
Термообработкуштампа проводят по режиму марки стали рабочего слоя. Размещение промежуточного слоя в замкнутой полости рабочего и нерабочего слоев штампа приводит к тому, что при закалке ра боковых поверхностях промежуточн(йго слоя отсутствуют касательные напряжения, а напряжения, нормальные к поверхности раздела слоевJ сжимающие. Так как величина предела текучести материала на сжатие значительно выше, чем на сдвиг то уменьшается релаксация временных напряжений при закалке, а значит меньше становится величина пластической деформации и коробление штампа минимальное. Предлагаемые размеры поперечного сечения промежуточного сло обосновываются следующим образом.
Если размеры поперечного сечения промежуточного слоя b меньше размеров поперечного сечения всего штампа на величину, превьшающуго двойную
5
0
5
й
5
5
величину прокаливаемости материала рабочего слоя, то рабочий слой на боковой поверхности штампа закаливается неполностью: на поверхности рабочего слоя толщиной, равной величине прокаливаемости материала рабочего слоя, образуется чисто мартен- ситная структура, а в оставшейся части рабочего слоя - полумартелсит- ная структура (смесь мартенсита с феррито-цементитной структурой), имеющая резко неоднородную структуру с пониженным пределом выносливости, низкую ударную вязкость и высокую температуру перекода стали в хрупкое состояние.
В случае, когда размеры поперечного сечения промежуточного слоя b 0,8В, боковая поверхность раздела промежуточного и рабочего слоев располагается вблизи боковой поверхности штампа. А так как боковая (наружная) поверхность штампа охлалдз;ает ся при закалке значительно быстрее, чем сердцевина, то образующиеся на границе раздела слоев напряжения также способствуют короблению боковой поверхности штампа.
Выполнение промежуточного слоя .в указанном интервале размеров поперечного сечения приводит к образованию благоприятных сжимающих остаточньгк напряжений и структуры на боковой поверхности штампа и минимальному короблению штампа.
Результаты экспериментов представлены в таблице.
Формула изобретения
Литой штамп напряженной конструкции по авт, св. W 1017428, отличающийся тем, что, с целью повьшгения его эксплуатационных свойств и уменьшения трудоемкости изготовления путем уменьшения коробления штампа при закалке, размеры поперечного сечения промежуточного слоя устанавливают в пределах
(В
где b 24.) ь
0,8В,
В ПР
размеры поперечного сечения промежуточного слоя; размеры nonej5e4Horo сечения всего штампа;
величина прокалкваемости материала рабочего слоя штампа.
60
30
60
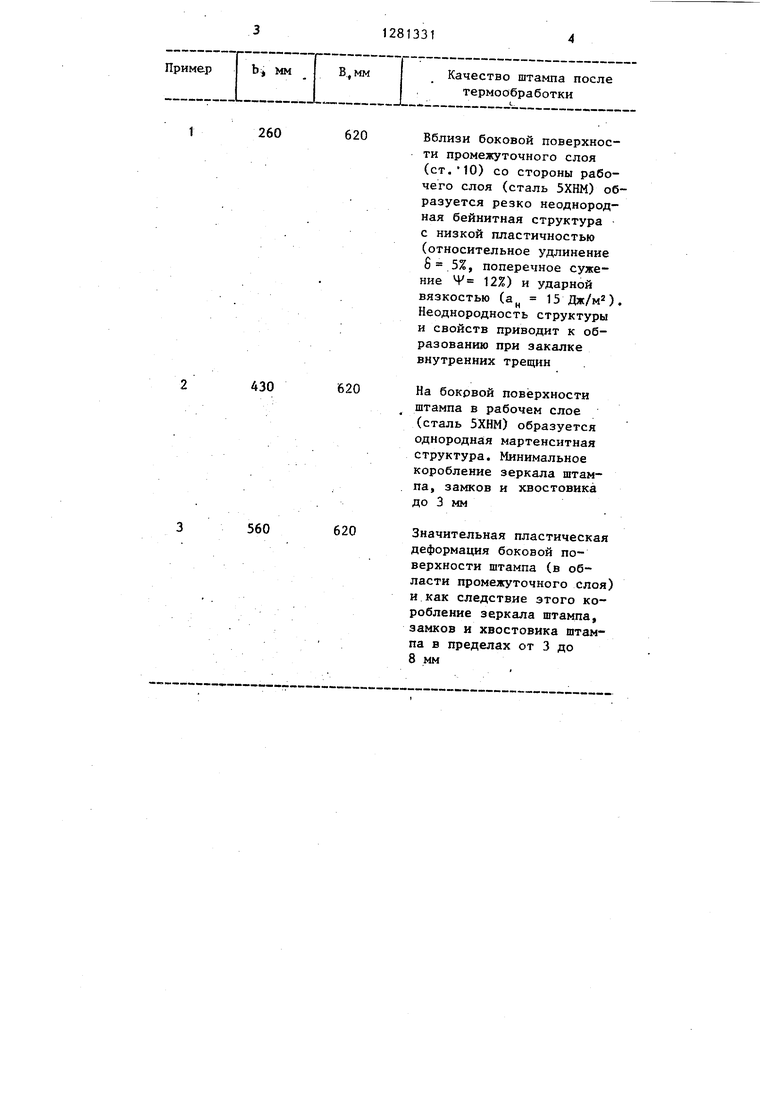
620 Вблизи боковой поверхности промежуточного слоя (ст. 40) со стороны рабочего слоя (сталь 5ХНМ) образуется резко неоднородная бейнитная структура с низкой пластичностью (относительное удлинение , поперечное сужение Ч 12%) и ударной вязкостью (а 15 Дж/м). Неоднородность структуры и свойств приводит к образованию при закалке внутренних трещин
620 На бокрвой поверхности штампа в рабочем слое (сталь 5ХНМ) образуется однородна;я мартенситная структура. Минимальное коробление зеркала штампа, замков и хвостовика до 3 мм
620 Значительная пластическая деформация боковой поверхности штампа (в области промежуточного слоя) и как следствие этого коробление зеркала штампа, замков и хвостовика штампа в пределах от 3 до 8 мм
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ закалки молотовых штампов | 1983 |
|
SU1177365A1 |
| Литой штамп напряженной конструкции | 1981 |
|
SU1017428A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ШТАМПОВ И ПРЕСС-ФОРМ | 2013 |
|
RU2527575C1 |
| ЛИТАЯ ШТАМПОВАЯ СТАЛЬ | 1996 |
|
RU2095460C1 |
| Флюс для электрошлакового переплава | 1990 |
|
SU1749246A1 |
| Способ обработки штамповых сталей | 1977 |
|
SU771173A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЛИННОМЕРНЫХ ШЛИЦЕВЫХ ВАЛОВ С ХВОСТОВИКОМ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1998 |
|
RU2132762C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ УСТОЙЧИВОСТИ ПЕРЕОХЛАЖДЕННОГО АУСТЕНИТА | 2006 |
|
RU2312904C1 |
| СПОСОБ ЭЛЕКТРОТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ СТАЛИ И СПЛАВОВ | 1973 |
|
SU377339A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЫХ ШТАМПОВ | 2013 |
|
RU2530598C1 |
Изобретение относится к обработке металлов давлением, а именно к литым штампам напряженной конструкции. Целью изобретения является повышение эксплуатационных свойств и уменьшение трудоемкости изготовления штампа путем уменьшения коробления штампа при закалке. Размеры поперечного сечения промежуточного слоя устанавливают в пределах ,8В с учетом размеров поперечного сечения всего штампа (В) и величины про- каиваемости материала рабочего слоя штампа (h). При выполнении промежуточного слоя в указанном интервале размеров создаются благоприятные сжимающие остаточные напряжения и оптимальная структура на боковой поверхности штампа, что обеспечивает минимальное коробление штампа при термической обработке. 1 ил., .1 табл. сл с ND 00 00 со го
| Литой штамп напряженной конструкции | 1981 |
|
SU1017428A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
