1128
Изобретение относится к машиностроению, а именно к обработке металлов резанием на станках с ЧПУ, и может быть использовано для защиты металлорежущего оборудования и обрабатываемой детали от аварийных последствий при врезаниях режущего инструмента в деталь или элементы системы СПИД на ускоренных перемещениях.
Целью изобретения является расширение функциональных возможностей путем защиты устройства от аварийных врезаний режущего инструмента в деталь или элементы СПИД со скоростями перемещений, превышающими рабочие
На чертеже приведена блок-схема устройства.
Устройство состоит из канала формирования акустического сигнала, который содержит последовательно соединенные преобразователь 1 вибраций, предварительный полосовой усилитель 2, полосовой усилитель 3, детектор 4, фильтр 5 низких частот, компаратор 6, и трех идентичных каналов измерения для определения превышений допустимой скорости рабочего перемещения по координатам X,Y,Z, Каждый из указанных каналов содержит соединенные последовательно импульсный датчик 7 перемещения, формирователь 8 импульсов , регулируемый одновибратор 9, второй одновибратор 10, логический элемент НЕ 11, двухвходовой логический элемент И 12, второй вход которого соединен с выходом регулируемого одновибратора 9, при этом выход логического элемента И 12 является выходом канала определения превьшения допустимой скорости рабочего перемещения .
Устройство также содержит трех- входовые логические элементы ИЛИ I3 и И 14. При этом входы элемента ИЛИ 13 соединены с выходами каналов определения предельной скорости рабочих перемещений, а выход - с первым входом элемента И 14, второй вход которого соединен с выходом канала формирования акустического сигнала, т.е. с выходом компаратора 6, а третий вход подключен к датчику вращения шпинделя (не показан) системы ЧПУ 15. Выход элемента 14 подключен к схемам остановки подачи и вращения шпинделя (не показаны) системы ЧПУ 15
Устройство работает следующим образом.
5
0
5
3772
В момент врезания режущего инструмента в деталь в зоне резания возникает интенсивное виброакустическое излучение (виброакустическая эмиссия).
Сигнал ВАЗ воспринимается преобразователем, установленным в непосредственной близости от зоны резания, например на суппорте, усиливается предварительным полосовым усилителем 2, расположенным в непосредственной близости от преобразователя 1, для уменьшения помех в соединительных проводах. Затем сигнал дополнительно усиливается и фильтруется полосовым усилителем 3, детектируется детектором 4 и подается на фильтр 5 низких частот. Постоянная времени фильтра 5 выбирается из условия разделения полезного сигнала о врезании режущего инструмента в деталь от импульсных электромагнитных и акустических помех. Далее сигнал поступает на компаратор 6, порог срабатывания которого выбирается таким образом, чтобы он срабатывал при возникновении процесса резания. I
Определение превьштения скоростей
перемещения по координатам, предельных значений допустимых для скоростей подач, исходя из условия обработки осуществляется при помощи трех идентичных каналов измерения. Работак1Т они следующим образом. Импульсы с датчиков 7 перемещений, по координатам, частота следования которых пропорциональна скорости перемещения, подаются через формирователь 8 импульсов на регулируемый одновибратор 9. Одновибратор 9 работает в режиме перезапуска, т.е. начинает новый цикл отсчета временного ин- тервала, если за время действия вы- 4 ходного импульса на вход поступает новьй запускающий сигнал. Длительность импульса, формируемого одно- вибратором по переднему фронту запускающего импульса с формирователя 5Q 8, может регулироваться и устанавливаться равной периоду импульсов с датчика 7, при максимальной рабочей подаче. Далее импульсы, частота которых определяется частотой импульсу сов с датчика 7, а длительность - одновибратором 9, поступают на вход одновибратора 10. Одновибратор 10, так же как и одновибратор 9,запускается при изменении на его входе сиг0
35
40
нала от низкого уровня к высокому, но в отличии от первого одновибрато- ра длительность импульса, формируемого им, постоянна и равна периоду импульсов с датчика 7 при минимально возможной скорости подач. Далее сигнал инвертируется элементом НЕ 11 и подается на элемент И 12, на второй вход которого подается сигнал с выхода одновибратора 9.
Рассмотрим работу этой части схемы для трех случаев: а) перемещение по координате отсутствует; б) инструмент движется со скоростью рабочей подачи; в) инструмент движется со скоростью превышающей рабочую подачу.
Б первом случае импульсы на выходе датчика 7 отсутствуют, следовательно, одновибраторы 9 и 10 не запускаются и на выходе элемента И 12 име ется логический ноль.
Во втором случае импульсы с датчи ка 7 перемещений, проходя через формирователь 8 импульсов, периодически запускают одновибрато 9, который, в свою очередь, запускает одновибратор 10. Причем, так как длительность импульсов, формируемых одновибратором 10, превышает период следования входных импульсов, то, перекинувшись по первому входному импульсу, одновибратор 10 находится в этом состоянии до тех пор, пока поступают входные импульсы. На его выходе имеется логическая единица, которая не пропускает импульсы с выхода одновибратора 9 на вход элемента И 12. Таким образом, на выходе канала (выход элемента И) имеется логический ноль. I
В третьем случае период входных
импульсов будет меньше длительности импульсов, формируемых одновибратором 9, поэтому перёкинуйшись по первому входному импульсу, он постоянно поддерживает уровень логической единицы на своем выходе (подпитываясь входными импульсами). Одновибратор 10, перекинувши по переднему фронту сигнал на выходе одновибратора 9, через время, равное длительности формируемого им импульса, переходит в состояние, логического нуля на выходе. После инвертирования элементом НЕ 11 этот сигнал поступает на вход элемента И 12 в виде логической единицы. Наличие двух логических единиц на входах элемента И 12 приводит к появлению единицы и на его выходе.
20
25
Таким образом, лишь в случае движения суппорта со скоростью v, пре- вьпиающей максимально допустимую рабочую скорость перемещения, на выхо-5 де соответствующего канала устанавлива- ется уровень логической единицы,которая через элемент ИЛИ 13 поступает на первый вход трехвходового элемента И 14.
Ш Сигнал на входах элемента И I4 несут следующую информацию: сигнал на первом входе - о движении суппорта по одной из координат со скоростью, превьшгающей максимально. . допустимую
5 дпя рабочей подачи; сигнал на втором входе - о наличии процесса резания; сигнал на третьем входе сигнализирует о вращении шпинделя. Третий сигнал введен для предотвращения ложных срабатываний устройства при закреплении детали, когда механические удары Mof yT восприниматься как начало процесса резания.
Наличие всех трех сигналов на входах элемента И 14 свидетельствует о возникновении процесса резания при ускоренных перемещениях суппорта, что свидетельствует об аварийном врезании и вызывает подачу команды с
30 выхода элемента И 14 в систему ЧПУ
15 на немедленный останов подачи и г вращения шпинделя.
Формула изобрете ния
Контрольное устройство для станка с ЧПУ, содержащее последовательно соединенные преобразователь вибраций, полосовой усилитель, детектор, фильтр низких частот и компаратор, систему ЧПУ с датчиком вращения шпинделя и схемами остановки подачи и вращения шпинделя, импульсные датчики перемещения исполнительного оргача по уп равляемым осям, отличающее- с я тем, что, с целью расширения функциональных возможностей путем защиты станка от аварийных врезаний резца, в устройство введены трехвхоQ довый элемент И, элемент ИЛИ, выход которого соединен с первым входом трехвходового элемента И, второй вход которого соединен с компаратором, третий вход - с датчиком враще кия шпинделя, а выход - со схемами остановки подачи и вращения шпинделя, к каждому датчику перемещения подсоединены введенные в устройство и последовательно соединенные форми35
40
512813776
рователь импульсов, регулируемый од-, ходом регулируемого одновибратора, новибратор, второй одновибратор, а выходы всех двухвходовых элементов элемент НЕ, двухвходовый элемент И, И подключены к входам элемен - второй вход которого соединен с вы- та ИЛИ,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля работоспособности станка | 1990 |
|
SU1776491A1 |
| Устройство для контроля станков | 1987 |
|
SU1484443A1 |
| Устройство для определения поломки режущего инструмента | 1985 |
|
SU1268297A1 |
| Устройство для контроля станков | 1984 |
|
SU1177135A1 |
| Система адаптивного числового программного управления металлорежущим станком | 1980 |
|
SU954945A1 |
| Устройство для автоматического контроля и управления процессом резания на станках с ЧПУ | 1984 |
|
SU1231485A1 |
| Устройство для определения разрушения режущего инструмента | 1989 |
|
SU1798042A1 |
| Устройство для определения поломки режущего инструмента | 1989 |
|
SU1717296A1 |
| Устройство стабилизации скорости резания для токарных станков с ЧПУ | 1983 |
|
SU1136112A1 |
| Система числового программного управления с постоянной скоростью резания для токарно-винторезных станков | 1981 |
|
SU978102A1 |
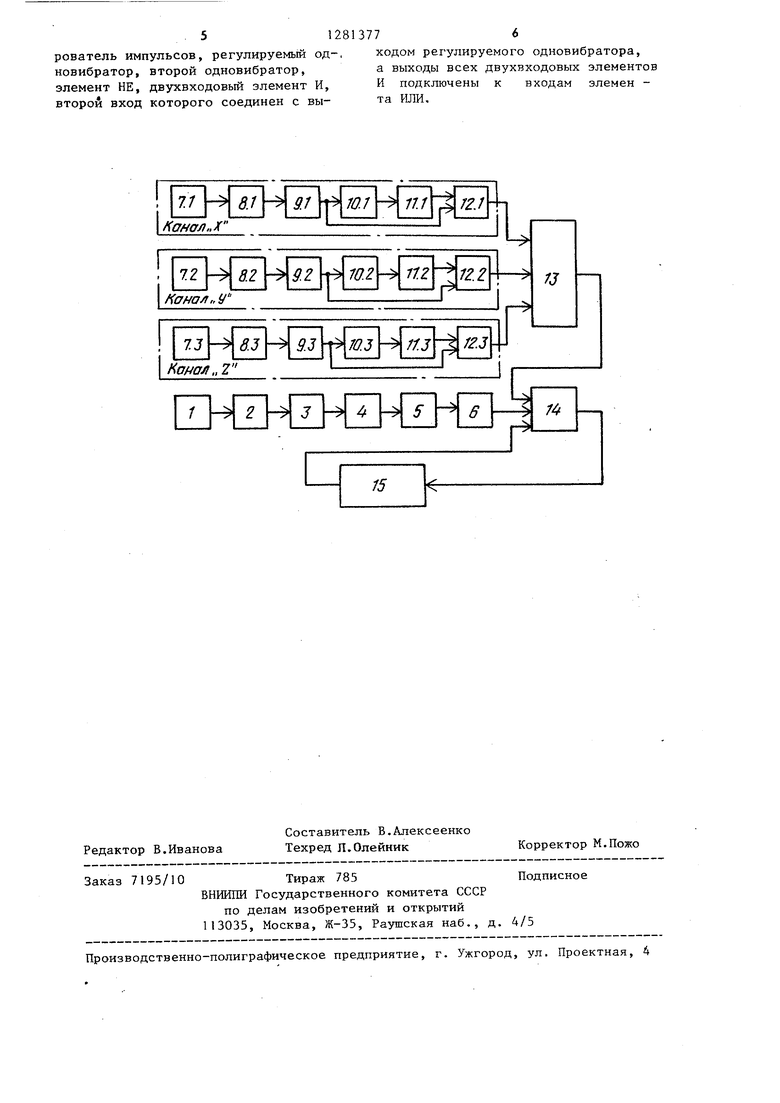
Изобретение обеспечивает защиту металлорежущего оборудования и обрабатываемой детали от аварийных последствий при врезаниях режущего инструмента в деталь или элементы системы СПИД на ускоренных перемещениях. Устройство содержит последовательно соединенные преобразователь вибраций, полосовой усилитель, детектор, фильтр низких частот, компаратор, трехвходовый элемент И, предварительный полосовой усили 1;ель, включенный между преобразователем вибраций и полосовым усилителем, три ка- нала измерений, каждый из которых содержит последовательно соединен- Hbie импульсный датчик перемещений, формирователь импульсов, регулируемый одновибратор, элемент НЕ, двух- входовый элемент И, второй вход которого соединен с выходом регулируемого одновибратора, выходы элементов И каналов подключены через трехвходовый элемент ИЛИ на вход трехвходо- вого элемента И, третий вход которого подключен к выходу системы ЧПУ, вход которой подключен к выходу трех- входового элемента И. Получение информации о процессе резания осуществляется на основе совместного рассмотрения сигнала виброакустической эмиссии и скорости перемещения режущего инструмента. 1 ил. (Л N9 00 Mrfl со Nj 
Редактор В.Иванова
Составитель В.Алексеенко Техред Л.Олейник
Заказ 7195/10Тираж 785Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
-
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, t
Корректор М.Пожо
| Устройство для контроля износа режущего инструмента | 1982 |
|
SU1034870A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
