Изобретение относится к порошковой металлургии, в частности к устройствам для спекания изделий из металлического порошка, преимущественно длинномерных изделий.
Целью изобретения является расширение технологических возможностей.
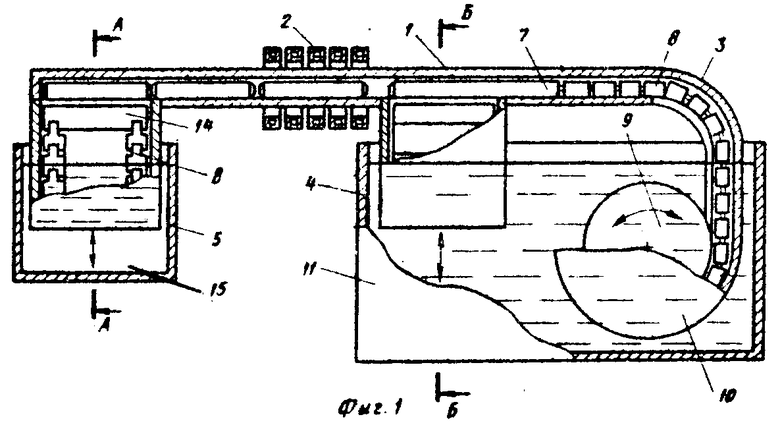
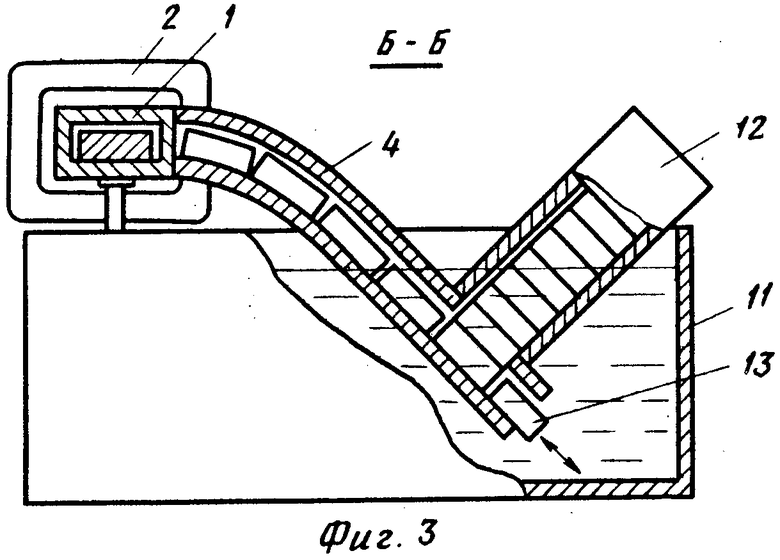
На фиг. 1 показано предлагаемое устройство; на фиг.2 - сечение А-А на фиг.1; на фиг.3 - сечение Б-Б на фиг.1.
Устройство содержит проходную камеру 1, вокруг которой расположен индуктор 2. Камера герметично соединена с проводками 3-6. В проводке 3 расположен гибкий толкатель, выполненный в виде наконечника 7 из огнеупорного материала и элементов 8, соединенных между собой шарнирно. Второй конец толкателя соединен с механизмом загрузки, выполненным в виде барабана 9 и направляющего кожуха 10. Барабан расположен в емкости 11 с маслом и сочленен с приводом его вращения (не показан). В плоскости, перпендикулярной продольной оси камеры 1, расположена проводка 4, которая соединена под слоем масла емкости 11 с накопителем 12 подготовленных к спеканию изделий и толкателем 13 механизма поштучной загрузки изделий (механизм не показан). Изделия представляют собой полосы 600 х 27 х 7 мм из материала ВЖ-1 (20% медь, остальное железо), полученные путем прокатки. Проводки 5 и 6 расположены в одной плоскости, перпендикулярной вертикальной плоскости продольной оси камеры 1. В проводке 5 расположен гибкий толкатель, выполненный в виде пластин 14 и элементов 8, соединенных между собой шарнирно. Нижняя пластина 14 сочленена под слоем масла емкости 15 с приводом толкателя (не показан), обеспечивающим возвратно-поступательное движение. Конец проводки 6 расположен в емкости 16 с маслом и контейнером 17 для спеченных изделий.
В исходном положении накопитель 12 загружен подготовленными к спеканию изделиями. Толкатель 13 механизма загрузки изделий и гибкий толкатель проводки 5 находятся в нижнем крайнем положении, как показано на фиг.2 и 3. Наконечник 7 гибкого толкателя проводки 3 находитcя в правом крайнем положении (перед проводкой 4). Камера 1 заполнена защитным газом, изделия в ней отсутствуют, индуктор 2 отключен.
Устройство работает следующим образом.
Включают механизм поштучной загрузки изделий. При движении толкателя 13 изделие из накопителя 12 продвигается в проводку 4. После нескольких циклов работы механизма поштучной загрузки изделий, когда первое изделие продвинется в камеру 1, механизм отключают, обеспечивая остановку толкателя 13 в исходном положении. Включают привод барабана 9, толкатель 7 продвигает изделие в зону индуктора 2, который подключат к преобразователю тока высокой частоты (2,4 кГц, не показан). Изделие нагревают до температуры спекания 1150оС и выдерживают при этой температуре 3-4 мин. После спекания изделия включают привод барабана 9 и продвигают спеченное изделие за индуктор 2, возвращают толкатель наконечника 7 в исходное положение, при помощи толкателя 13 подают в камеру 1 следующее изделие. Гибким толкателем при помощи наконечника 7 продвигают изделие в зону индуктора 2, обеспечивая зазор между спекаемым и спеченным изделиями (как показано на фиг.1). Циклы работы толкателя наконечника 7 и механизма загрузки (толкателя 13) повторяют, а когда спеченное изделие окажется в плоскости проводок 5 и 6, его передвигают из камеры 1 в проводку 6 при помощи гибкого толкателя (пластины 14). В проводке 6 спеченное изделие охлаждается до температуры ниже температуры аллотропических превращений (менее 700оС) и при выталкивании следующих спеченных изделий из камеры 1 продвигается в контейнер 17, где под слоем масла охлаждается до комнатной температуры.
Расположение камеры горизонтально позволяет исключить контактирование спекаемых изделий между собой, следовательно, исключить применение прокладок из огнеупорного материала, что существенно уменьшает габариты устройства. Наличие гибкого толкателя в одной из проводок, расположенной в плоскости, перпендикулярной продольной оси камеры, и расположение проводки, соединенной с механизмом загрузки, в плоскости, перпендикулярной продольной оси камеры, позволяет уменьшить габариты узла загрузки устройства при спекании длинномерных изделий за счет обеспечения загрузки изделий в камеру в поперечном направлении, а транспортировку их в зону спекания в продольном направлении. Наличие второго гибкого толкателя и двух проводок, расположенных в плоскости, перпендикулярной продольной оси камеры, также позволяет обеспечить выгрузку спеченных длинномерных изделий в поперечном направлении.
Таким образом, обеспечивается практически непрерывный режим спекания длинномерных изделий при сравнительно небольших габаритах устройства и минимальном расходе защитной среды. Производительность устройства составляет 11 кг/ч при занимаемой площади 1,8 м2.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СПЕКАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1984 |
|
SU1275843A1 |
| Загрузочное устройство для термических установок | 1987 |
|
SU1532794A1 |
| ВАКУУМНЫЙ СТАН ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1996 |
|
RU2106223C1 |
| Агрегат для накатки зубчатых заготовок | 1987 |
|
SU1530315A1 |
| Установка для спекания изделий из металлических порошков | 1979 |
|
SU789250A1 |
| Устройство для индукционного нагрева заготовок | 1976 |
|
SU551382A1 |
| Установка для изготовления спеченных изделий | 1980 |
|
SU942886A1 |
| Индукционная печь для спекания изделий из металлических порошков | 1978 |
|
SU736468A1 |
| СПОСОБ И УСТАНОВКА ДЛЯ МОКРОГО ШЛИФОВАНИЯ ТОПЛИВНЫХ ТАБЛЕТОК | 2003 |
|
RU2261491C2 |
| Линия индукционного нагрева заготовок прямоугольного сечения | 1989 |
|
SU1746177A1 |
Изобретение относится к устройствам для спекания изделий из металлического порошка, преимущественно длинномерных изделий. Цель изобретения - расширение технологических возможностей. При движении толкателя изделие из накопителя продвигается в проводку. После нескольких циклов работы механизма поштучной загрузки изделий толкатель останавливают и включают привод барабана. Изделие продвигают в зону индуктора гибким толкателем, а затем за индуктор. Когда спеченное изделие окажется в плоскости проводок 5 и 6, его передвигают из камеры 1 в проводку 6 при помощи гибкого толкателя пластины 14. В проводке 6 и в контейнере 17 изделие охлаждается. Наличие гибкого толкателя в одной из проводок позволяет уменьшить габариты узла загрузки за счет загрузки изделий в камеру в поперечном направлении, а транспортировку их в зону спекания в продольном направлении. Наличие второго гибкого толкателя и двух проводок также обеспечивает выгрузку длинномерных изделий в поперечном направлении. 3 ил.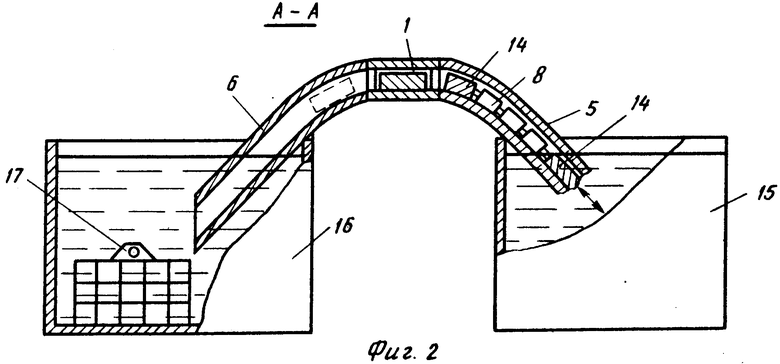
УСТРОЙСТВО ДЛЯ СПЕКАНИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКОГО ПОРОШКА преимущественно длинномерных изделий, содержащее проходную камеру спекания, механизмы загрузки и выгрузки изделий, герметичную проводку, один конец которой соединен с камерой, а другой расположен в емкости с маслом и соединен с механизмом загрузки, отличающееся тем, что, с целью расширения технологических возможностей, оно снабжено двумя гибкими толкателями, дополнительным механизмом загрузки и дополнительными герметичными проводками, установленными в плоскостях, перпендикулярных продольной оси камеры, при этом гибкие толкатели установлены внутри дополнительным механизмом загрузки и механизмом выгрузки изделий.
| Авторское свидетельство СССР N 1213599, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
