(54) УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ
ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления спеченных изделий | 1982 |
|
SU1031647A2 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ | 2001 |
|
RU2184012C1 |
| Автоматическая линия для штамповки металлических изделий | 1979 |
|
SU912379A1 |
| Установка для спекания изделий из металлических порошков | 1979 |
|
SU789250A1 |
| Установка для динамического горячего прессования деталей из порошковых заготовок | 1981 |
|
SU984682A1 |
| Установка для индукционного нагрева полос | 1989 |
|
SU1675351A1 |
| Конвейерная линия для сборки изделий | 1975 |
|
SU729113A1 |
| Автоматическая линия изготовления изделий из металлического порошка | 1983 |
|
SU1117122A1 |
| Загрузочное устройство | 1985 |
|
SU1348137A1 |
| УСТАНОВКА ДЛЯ УДАРНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВ | 1992 |
|
RU2029661C1 |
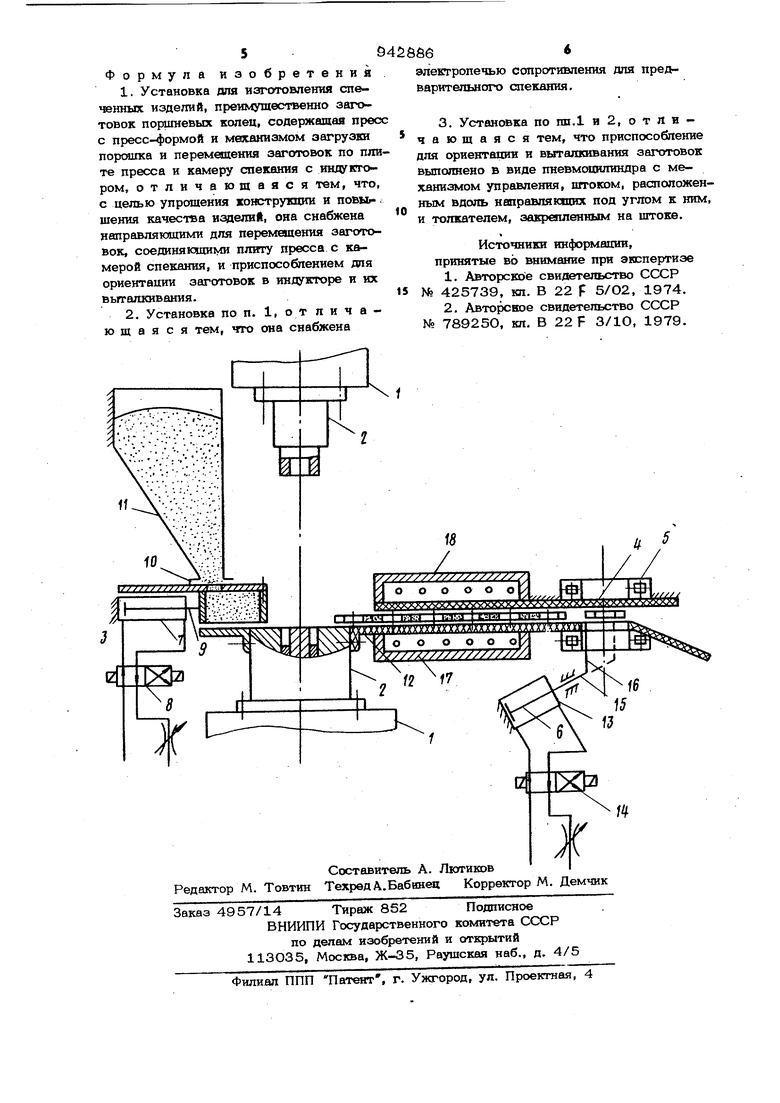
Изобретение относится к порошковой металлургии, а именно - к оборудованию для изготовления из порошков спеченных изделий, в частности заготовок поршневых колец. Известно устройство для изготовления заготовок поршневых колец из металлического порошка, содержащее пресс с пресс-формой и механизм загрузки порошка, камеру спекания с индуктором, холо дильник, механизм перемещения прессовок, включающий транспортер с приводом, механизм набора прессовок в пакет, механизм перемещения пакета, механизм подачи пакета в камеру спекания и механизм перемещения пакета в холодильник, причем холодильник снабжен водоохлаждаемьпуги крьш1кой и днищем, соединенными между собой жесткой стойкой, а механизм перемещения пакета выполнен в виде каретки со стаканами l . Недостатком известного устройства является низкое качество заготовок пори невых колец, о словленное неравномерным нагревом прессовок по вьюоте в пакете, и их спеканием между собой, а также конструктивная сложность устройства. Наиболее близкой к изобретению по технической сущности и достигаемому результату является установка для изз отовления спеченных изделий, содержащая пресс с пресс-формой и механизмом загрузки порошка и перемещения заготовок по плите пресса и камеру спекания с индуктором , которая снабжена склизом, соединяющим плиту пресса с механизмом перемещения заготовок, выполненным в виде транспортеров. Механизм перемещения заготовок обеспечивает их подачу в камеру спекания непрерывным потоком в положение, когда их торцы тесно примыкают друг . Для отделения спеченных заготовок друг от пруга установка снабжена отсекате- лем годных изделий с ударным што ком Г 2 3 . Недостатки известной установки состоят в том, что при сталкивании с плиты на склиз заготовки опрокидываются в горизонтальное положение, при этом во MOTOia их деформация и даже полное разрушение. При спекании заготовок воэ можно их припекание друг к другу, что снижает выход годного и качество спеченных изделий. Недостатком является также значительная конструктивная слож ность. Целью изобретения является упрощение конструкции и повышение качества изделий. Поставленная цель достигается тем, что установка, содержащая пресс с пресс формой и механизмом загрузки порошка и перемещения заготовок по плите пресса и камеру спекания с индуктором, снаб жена направляющими для перемещения заготовок, соединякшими плиту пресса с камерой спекания, и приспособлением для ориентации заготовок в индукторе и их выталкивания, при этом установка снабжена электропечью сопротивления дл предварительного спекания, а приспособление для ориентации и выталкивания вьшолпено в виде пневмоцилиндра с механизмом управления, штоком, расположекньп вдоль направляющих под углом к ним, и толкателем, закрепленным на штоке. На чертеже показана предлагаемая установка. Установка содержит пресс 1 с прессформой 2, механизм 3 загрузки порсшка и перемЕщения заготовок, камеру спекания 4 с индуктором 5 и приспособление 6 для ориентации заготовок в индукторе 5 и их выталкивания. Механизм 3 загрузки порошка и перемещения заготовок содержит пневмоцилиндр 7 с механиа юм управления 8 и штоком 9, на котором закреплена кассета 1О, соединенная с бункером 11 для порошка, а также направляющие 12, соединяющие плиту пресса 1 с камерой спекания 4. Приспособление 6 для ориентации и выталкивания содержит пневмоцилиндр 13с; механизмо управления 14 и штоком 15, расположен ным вдоль направляющих 12, и толкател 16, закрепленный на штоке 15. Установ ка содержит также печь 17 предваритель ного спекания с электрическими нбцгрева телями 18. Установка работает следующие образом. Порошок из бункера 11 поступает в кассету 1О, пневмоцилиндром 3 кассету 10 передвигают в зону загрузки и возвращают в прежнее положение. Формуют заготовку и выводят ее на поверхность пресс-формы 2. Кассету 10 передвигают в зону загрузки, перемещая при этом первую заготовку по направляющим 12. Возвращают кассету 10 в прежнее положение. Формуюгг вторую заготовку. Заготовки перемещают по направляющим 12 через печь 17 предварительного спекания в камеру спекания 4, На чертеже изображена первая заготовка, расположенная в камере спекания 2, и шесть заготовок, расположенных вне камеры спекания. Формукп- восьмую заготовку. Кассету 10 передвигают в зону загрузки, перемещая Восемь за.готовок по направляющим 12 на расстояние, равное ее наружному диаметру. Первая заготовка при этом частично выйдет из камеры спекания 4. Вторая заготовка частично войдет в камеру спекания, третья заготовка расположится на некотором расстоянии от камеры спекания и вне поля тшдуктора 5. Возвращают кассету в прежнее положение. Толкателем 16 ориентируют вторую заготовку устанавливая ее соосно гтндукrppiy 5, а первую спеченную заготовкувыталкивают из камеры спекания. Возвращают толкатель 16 в исходное положение. Нагрев и спекание заготовок в индукторе 5 производят поштучно, это позволяет улучшить качество изделий за счет возможности контроля, за процессом спекания каждой заготовки, своевременного выявления дефектов, например, трещин, расслоения, вспучивш1ия, возможности спекания при наиболее оптимальной температуре. Данная установка имеет более простую конструкцию. Загрузка порошка в прессформу 2, передвижение заготовок к индуктору 5 вьшолняет механизм 3 загрузки и перемещения, а ориентацию прессовой в индукторе 5 и вывод спеченных заготовок из индуктора 5 вьшолняет приспособление 6. Печь 17 предварительного спекания обеспечивает равномерный нагрев прессовок в начальный период и позволяет производить нагрев и спекание прессовок в среднем в 1,5 раза быстрее. Экономический эффект от внедрения одной установки составит 110 тыс. руб/г.
