Изобретение относится к прокатному производству и может быть использовано при смазке и охлаждении прокатных валков.
Целью изобретения является уменьшение трещимообразования в зоне перехода шейки в бочку валка.
Способ предусматривает подачу охлаждающей жидкости на торцовые поверхности бочки чалка, а на поверхность его шеек - эмульсионной смеси смазки и охлаждающей жидкости при их соотношении 1: ( 40-10) по массе.
Для обеспечения теплосъема необходимо знать температуру валка в любой его точке. Теоретически такая температура получена путем решения трехмерной модели температурного поля крупногабаритного валка методом конечных разностей для различных условий охлаждения.
Температуру на поверхности бочки и шеек валка определяют в промышленных условиях при прокатке на слябинге 1150 прибо- рами ТТЦ-1 и системой ПИРОВАР.
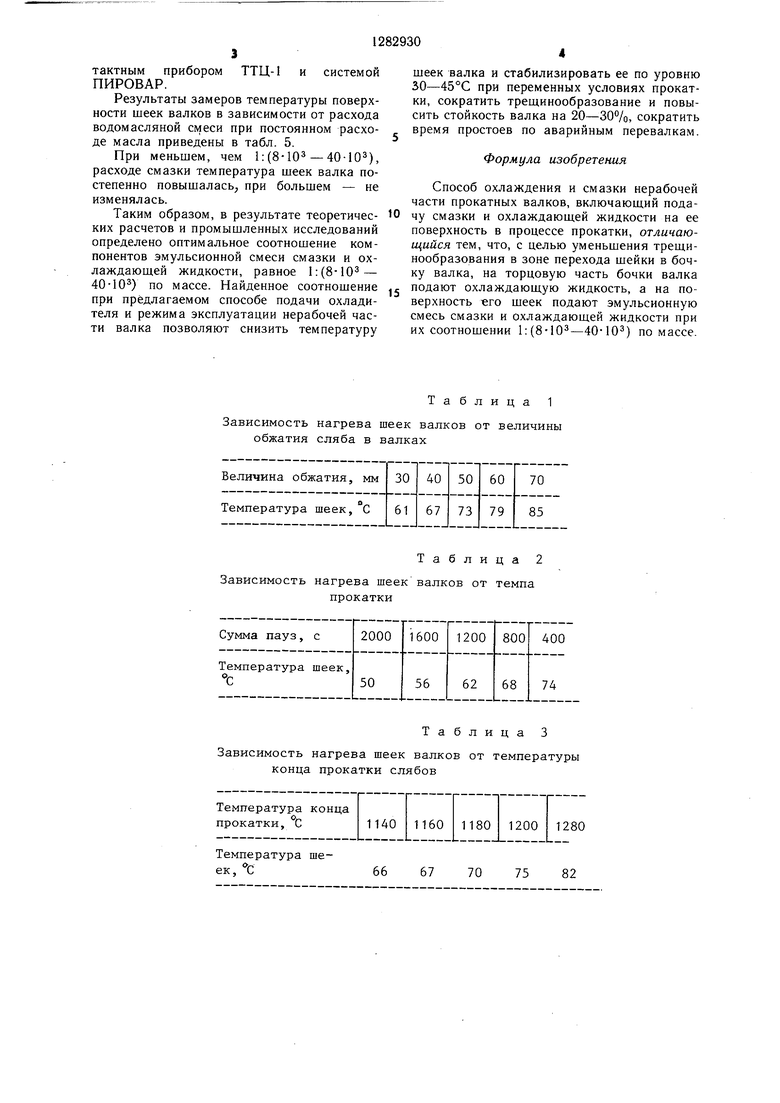
При охлаждении валков и шеек по известной схеме температура шеек зависит от температуры тела валка и условий прокатки (табл. 1-3).
С увеличением одного из параметров про- катки - обжатия (табл. 1), темпа прокатки (табл. 2) и те.мпературы конца прокатки (табл. 3) - увеличивается и температура шеек, причем для всех значений рабочих параметров величина температуры шеек на- ходится в критическом диапазоне (60- 80°С). При одновременном увеличении всех параметров следует ожидать резкого скачка температуры валков и щеек. В подобных случаях температура шеек превышает 80°С, текстолитовые вкладыши обугливаются, раз- рупшются, происходит «задир шеек (механическое повреждение от трения металла по металлу) и выход из строя валков при удовлетворительном состоянии рабочей части бочки валка. Такое же явление наблюдается и при продолжительной работе на шейках с температурой 60-80°С.
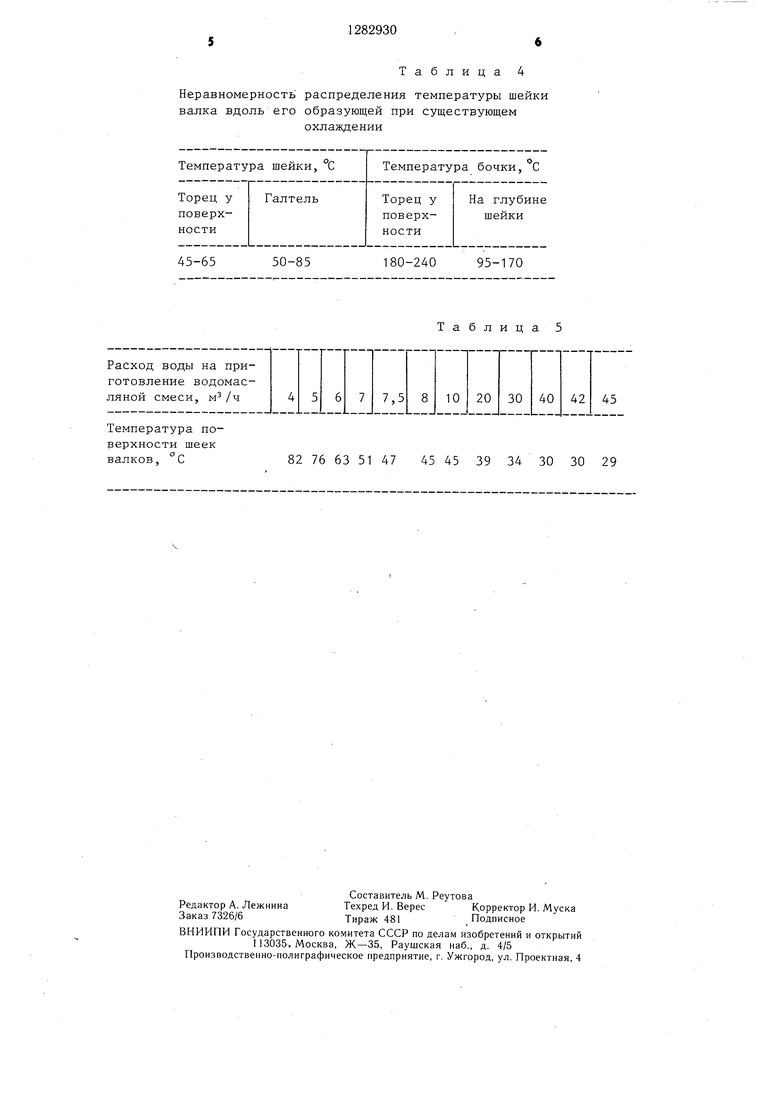
Кроме того, существующее охлаждение дает неравномерность распределения температуры вдоль шейки и перепад температур в зоне перехода шейки в бочку валка (табл. 4), что вызывает неравномерность износа подшипников и появление температурных напряжений (трещинообразование).
Как видно из табл. 4, неравномерность распределения вдоль шейки составляет 5- 40°С, а перепад в зоне перехода шейки в бочку 45-120°С. Для имеющихся температур в зоне трещинообразования выполнен расчет те.мпературных напряжений решением трехмерной задачи термоупругости. Be- личины приведенных напряжений (осевых, радиальных, тангенциальных) с учетом напряжений изгиба и кручения при разности температур 60°С и более составляют 80-
5
0
Q
5
0 j
95% предела прочности материала валков (ь 65-75 кг/мм). В результате многократного повторения процесса нагрев- охлаждения (млн. циклов за 300 ч работы) эти напряжения вызывают усталость и разрушение сплошности металла (трещинообразования).
Неравномерность температуры при существующем охлаждении по длине шейки вызывается теплом, поступающим от бочки валка, и неодинаковыми условиями трения из-за раздельной подачи охладителя и смазки в одной или двух точках по длине шейки. Температурный перепад в зоне перехода шейки в бочку валка вызывается отсутствием охлаждения на торцовом участке бочки валка.
Изменение условий прокатки в сторону снижения величины обжатий, темпа прокатки, температуры конца прокатки невыгодно с точки зрения производительности и качества проката. Предпочтительно изменить условия охлаждения и смазки.
Пример. С целью уменьшения температуры шеек и стабилизации ее на постоянном уровне при переменных условиях прокатки испытан предлагаемый способ на слябинге 1150.
В зависимости от температуры валка в момент паузы после выхода металла из очага деформации на торцовую часть бочки валка и шейку валка подавали охлаждающую жидкость. На горизонтальную часть щейки валка охладитель подавали в виде эмульсионной смеси смазки и охлаждающей жидкости.
В способе смешение смазки и охлаждающей жидкости происходит до подачи ее на поверхность шейки и подачи эмульсионной смеси по всей длине шейки. Подача охладителя на торцовую поверхность бочки валка создает дополнительную охлажденную зону, которая препятствует поступлению тепла от бочки в шейку валка. Совмещенные критические сечения валка (геометрических размеров -.перепад диаметров и тепловое - перепад температур) разделяются и тепловой перепад отступает вглубь бочки валка, где имеется запас прочности по геометрическим размерам (большой диаметр).
Для определения оптимального состава охлаждающей жидкости для шеек валков масло подавали с постоянным расходом 1 кг/ч, а расход воды изменяли от 4 до 45 мз/ч.
Расход воды определяли водомером ВТ-80.
За время исследования сохраняют постоянный высокий темп прокатки на слябинге около 900 т/ч.
Через каждый час работы слябинга останавливали валки, выключали охлаждение бочки валков и их шеек и проводили замеры температуры поверхности шеек валков контактным прибором ТТЦ-1 и системой ПИРОВАР.
Результаты замеров температуры поверхности шеек валков в зависимости от расхода водомасляной смеси при постоянном расходе масла приведены в табл. 5.
При меньшем, чем 1: (8-10 - 40-103), расходе смазки температура шеек валка постепенно повышалась, при большем - не изменялась.
Таким образом, в результате теоретичес- ких расчетов и промышленных исследований определено оптимальное соотношение компонентов эмульсионной смеси смазки и ох- лаждаюш,ей жидкости, равное 1:(8-10 - 40-10) по массе. Найденное соотношение при предлагаемом способе подачи охладителя и режима эксплуатации нерабочей части валка позволяют снизить температуру
Таблица 1
Зависимость нагрева шеек валков от величины обжатия сляба в валках
Величина обжатия, мм 30 40 50 60 70 Температура шеек, с 61 67 73 79 85
Таблица 2
Зависимость нагрева шеек валков от темпа прокатки
Сумма пауз, с 2000 1600 1200 800 400
Температура шеек,
с5056 62 68 74
Таблица 3
Зависимость нагрева шеек валков от температуры конца прокатки слябов
Температура конца
прокатки, с 1140 1160 1180 1200 1280
Температура шеек, с66 67 70 75 82
шеек валка и стабилизировать ее по уровню 30-45°С при переменных условиях прокатки, сократить трешинообразование и повысить стойкость валка на 20-30%, сократить время простоев по аварийным перевалкам.
Формула изобретения
Способ охлаждения и смазки нерабочей части прокатных валков, включаюш.ий подачу смазки и охлаждаюшей жидкости на ее поверхность в процессе прокатки, отличающийся тем, что, с целью уменьшения трещи- нообразования в зоне перехода шейки в бочку валка, на торцовую часть бочки валка подают охлаждающую жидкость, а на поверхность его шеек подают эмульсионную смесь смазки и охлаждаюшей жидкости при их соотношении 1:(8 10 -40-10) по массе.
Таблица 4
Неравномерность распределения температуры шейки валка вдоль его образующей при существующем охлаждении
Температура шейки, °С Температура бочки,с
Торец у Галтель Торец у На глубине поверх-поверх- шейки
ностинести
45-65 50-85 180-240 95-170
.,...„-,.-..------., - - - - -.- - - - - - - -- - --
Таблица 5
Расход воды на приготовление водомас- ляной смеси, мз/ч 4 5 6 7 7,5 8 10 20 30 40 42 45
Температура поверхности шеек валков, с82 76 63 51 47 45 45 39 34 30 30 29
| название | год | авторы | номер документа |
|---|---|---|---|
| Валковый узел прокатной клети | 1984 |
|
SU1311798A1 |
| Способ охлаждения валков и проката при прокатке слябов | 1985 |
|
SU1369839A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ОПОРНЫХ ВАЛКОВ | 2000 |
|
RU2179487C2 |
| Способ смазки подшипников листопрокатных валков | 1978 |
|
SU782898A1 |
| Способ охлаждения прокатных валков | 1981 |
|
SU980884A1 |
| СПОСОБ ОХЛАЖДЕНИЯ РАБОЧИХ ВАЛКОВ СТАНОВ ГОРЯЧЕЙ ПРОКАТКИ | 2011 |
|
RU2457913C1 |
| ЦЕЛЬНОКОВАНЫЙ РАБОЧИЙ ВАЛОК ДЛЯ ПРОКАТКИ ЛИСТОВОГО МЕТАЛЛА | 2003 |
|
RU2254185C1 |
| Клеть для продольной прокатки | 1990 |
|
SU1745381A1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕПЛОВЫМ ПРОФИЛЕМ ВАЛКОВ ПРОКАТНОГО СТАНА | 1997 |
|
RU2115494C1 |
| Прокатный валок | 1979 |
|
SU831242A1 |
Изобретение относится к .npOKariioNiv производству и может быть использовано при смазке и охлаждении прокатных валков. Цель изобретения - уменьшение тре- щинообразования в зоне пере.хода шейки в бочку валка. Способ предусматривает подачу охлаждающей жидкости на торцовые поверхности бочки валка, а на поверхность его шеек - эмульсионной смеси смазки и ох- лаждаюш,ей жидкости. Соотношение смазки и охлаждаюш,ей жидкости в смеси, подавяо- мой на шейки валка, 1:(8-103 - 40-10) по массе. В результате использования данного способа стабилизируется TeiMjiepaTypa нера бочих участков валков, сокращается трети- нообразование, в связи с чем увеличивается стойкость валков. 5 табл. SS ts3 оо ю со 00
| 1972 |
|
SU417200A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
