Изобретение относится к обработке металлов давлением, а именно к устройствам для термической правки кольцевых заготовок, имеющих овальность по внутреннему диаметру.
Целью изобретения является уменьшение металлоемкости устройства и расширение его технологической возможности.
На фиг. 1 показано предлагаемое устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Устройство содержит ступицу 1, имеющую четное число симметрично расположенных радиальных отверстий для фиксации распорных стержней 2 и вертикальные отверстия между радиальными отверстиями для обеспечения равномерного прогрева ступицы 1 - повышения стойкости против термической усталости. Круглые распорные стержни 2 имеют диаметр, примерно равный толщине стенок кольцевых заготовок. Распорные стержни 2 вставлены в радиаль- ные отверстия ступицы 1 проточе1П1ыми концами с зазором, равным 1 мм.
На внешних упорных концах-торцах распорных стержней 2 закрег(лены (приварены) кронштейны 3, на которые опираются верхним торцом нагреваемые под закалку кольцевые заготовки. Кронштейны 3 также центрируют положение распорных стержней 2 при нагреве на половине высоты кольцевой заготовки. Для более точного размера длины распорных стержней 2 имеется набор сменных мерных 1.аайб 4 толщиной I -10 мм, которые при необходимости надеваются на проточенный конец распорного стержня 2 перед его установкой в радиальное отверстие ступицы 1. К ступице 1
0
5
0
приварена подвеска 5 для транспортировки; монтажа и снятия устройства.
Все детали устройства изготовлены из металла, имеющего больший коэффициент термического линейного расширения по сравнению с термическим линейным расширением жаропрочного металла, из которого изготовлены кольцевые заготовки.
Кольцевую заготовку загружают в печь, разогретую до температуры закалки, и подогревают до половины закалочной температуры, обеспечивающей увеличение размера ее внутреннего диаметра, после чего заготовку извлекают из печи и быстро на нее надевают Оправку. Затем вместе с оправкой исправляемую деталь загружают снова в печь, нагревают до температуры, соответствующей выдержке, выгружают из печи и о.хлаждают на воздухе.
Формула изобретения
Устройство для термической правки кольцевых изде. -ий, содержащее оправку, изготовленную из материала с коэффициентом линейного расширения большим, чем коэффициент линейного расширения .материала изделия, отличающееся тем, что, с целью уменьшения металлоемкости и расширения технологических воз.можностей, оправка выполнена в виде ступицы с равномерно расположенными в ее боковой цилиндрической поверхности отверстия.ми и установленных в отверстиях распорных стержней, на свободном конце каждого из которых закреплен Г-образный упорный кронштейн, а на противоположном конце между стержнем и ступицей установлены с.менные .мерные шайбы.
№-.
Составите.1ь Э. Копаев
Техред И. ВересКорргктор .М. Демчик
Тираж 72iПодписпое
ВИИИПИ Государственного комитета СССР но делам изобретений и открытий
i 13035, Москва, Ж-35. Раушская иаб., д. 4/5 Производственно-иолиграфическое предприятие, г. Ужгород, ул. Ироектиая. Редактор А. Чежнина Заказ 7327/6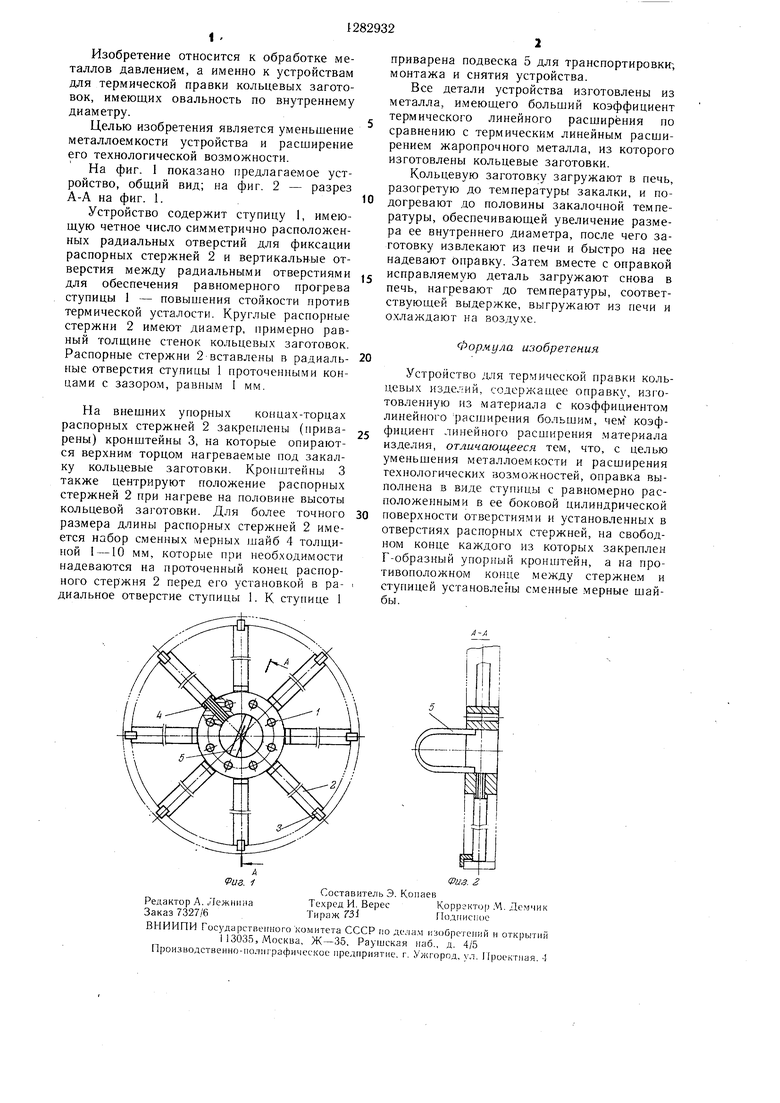
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки осесимметричных длинномерных деталей | 1989 |
|
SU1708884A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ПРАВКИ ИЗДЕЛИЙ | 2003 |
|
RU2249630C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ КОЛЬЦЕВЫХ ДЕТАЛЕЙ БОЛЬШОГО ДИАМЕТРА С РАБОЧИМИ ПОВЕРХНОСТЯМИ ТОЧНЫХ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ И ТРЕБУЕМОЙ ТВЕРДОСТИ С ИСПОЛЬЗОВАНИЕМ ПРИСПОСОБЛЕНИЯ-СПУТНИКА | 2006 |
|
RU2313587C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2009 |
|
RU2395356C1 |
| Способ термической обработки осесимметричных деталей | 1990 |
|
SU1786138A1 |
| СПОСОБ ПРАВКИ СТАЛЬНЫХ ТОНКОСТЕННЫХ ТРУБ, СОВМЕЩЕННЫЙ С ЗАКАЛКОЙ | 2013 |
|
RU2537981C1 |
| РОТОРНЫЙ ГВОЗДИЛЬНЫЙ АВТОМАТ | 1996 |
|
RU2117545C1 |
| Кузнечная оправка для протяжки | 1985 |
|
SU1326383A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ И КОМПОЗИЦИОННЫХ ЗАГОТОВОК ИЗ ЛИСТОВЫХ МАТЕРИАЛОВ | 2015 |
|
RU2610653C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2008 |
|
RU2374028C1 |
Изобретение относится к термической правке и позволяет производить исправление овальности кольцевых изделий при их нагреве и последующем охлаждении за счет установки изделия на оправку. Оправка выполнена в виде ступицы с радиально расположенными распорными стержнями, свободно устанавливаемыми в отверстиях на боковой цилиндрической поверхности ступицы. Конструкция оправки значительно облегчена. С помощью устанавливаемых между стержнями и боковой поверхностью ступицы сменных мерных щайб достигается расширение технологических возможностей оправки, т. к. появляется воз.можность правки различных по внутреннему диа.мет- ру кольцевых изделий. 2 ил. NJ ОС ю со ОО го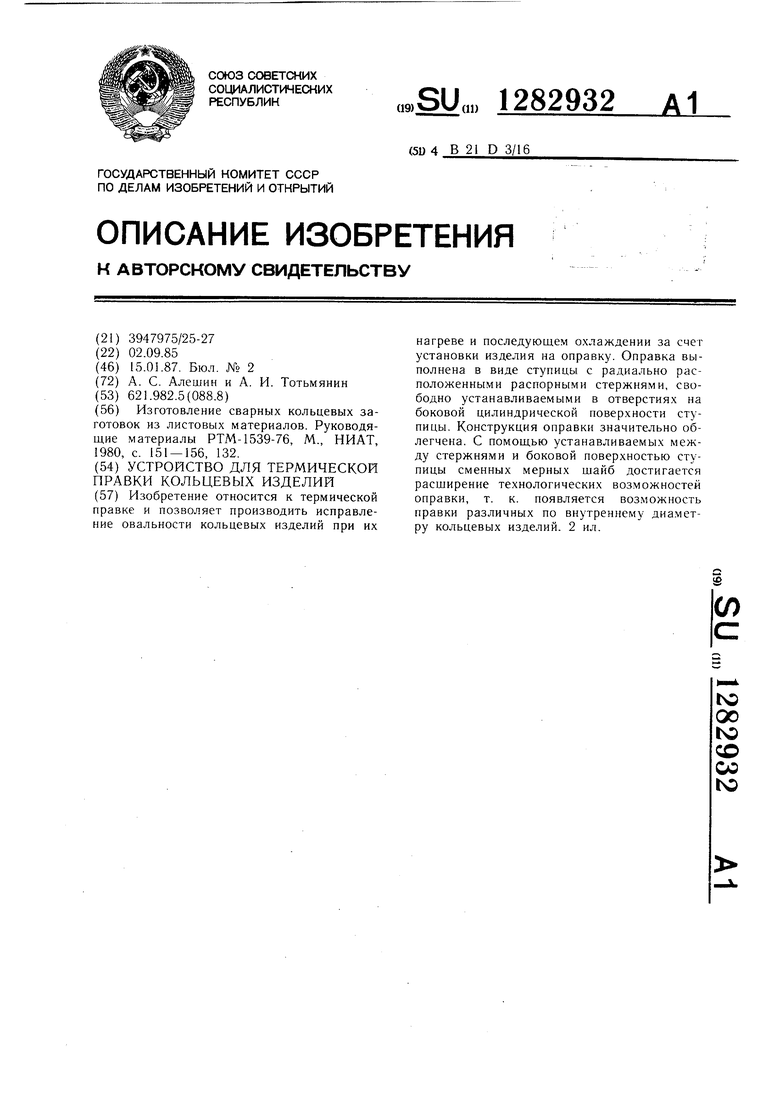
| Изготовление сварных кольцевых заготовок из листовых материалов | |||
| Способ получения 2,7-диамидопроизводных ксантона или его гомологов | 1923 |
|
SU1539A1 |
| Двухколейная подвесная дорога | 1919 |
|
SU151A1 |
