Известны способы изготовления пустотелых аэродинамических конструкций, например лопастей винта и несущих поверхиостей летательных аппаратов, из слоистых материалов и клеящего вещества путем навивкИ их на жесткий сердечник, своими размерами и геометрической формой соответствующий внутренним размерам и геометрической форме изготовляемого изделия, с последующим прессованием в пресс-формо для получения прочной и жесткой конструкции требуемой аэродинамической формы.
Эти способы не дают возможности изготовлять пустотелые конструкции с внутренними монолитными ребрами жесткости из слоистого материала, отсутствие которых приходится компенсировать толщиной общивки, что Приводит к утяжелению веса пустотелой конструкции. Одним из основных недостатков является также сложность и трудоемкое гь технологического процесса изготовления конструкций этими способами.
Предлагаемый способ позволяет изготовлять пустотелые аэродинамические конструкции с внутренними монолитными .продольными ребрами жесткости из слоистого материала и дает возможность упростить технологический процесс.
Это достигается тем, что сначала слоистый материал и клеящее вещество навивают слоями на отдельные составные клиновидные элементы (по числу ребер лсесткости) продольного жесткого технологического сердечника. Затем отдельные заготовки соединяют в одно целое и навивают слои материала и клеящего вещества для образования обшивки конструкции. После прессования заготовки составные элементы сердечника вынимают из конструкции.
Если необходимо изготовить конструкции с легким заполнителем между ребрами лсесткости, применяют жесткие сердечники, выполнен№ 128299-- 2 -ные из материала легкого зано.пнитс.чя, которые не удаляют по окоичлиии npoifecca прессования.
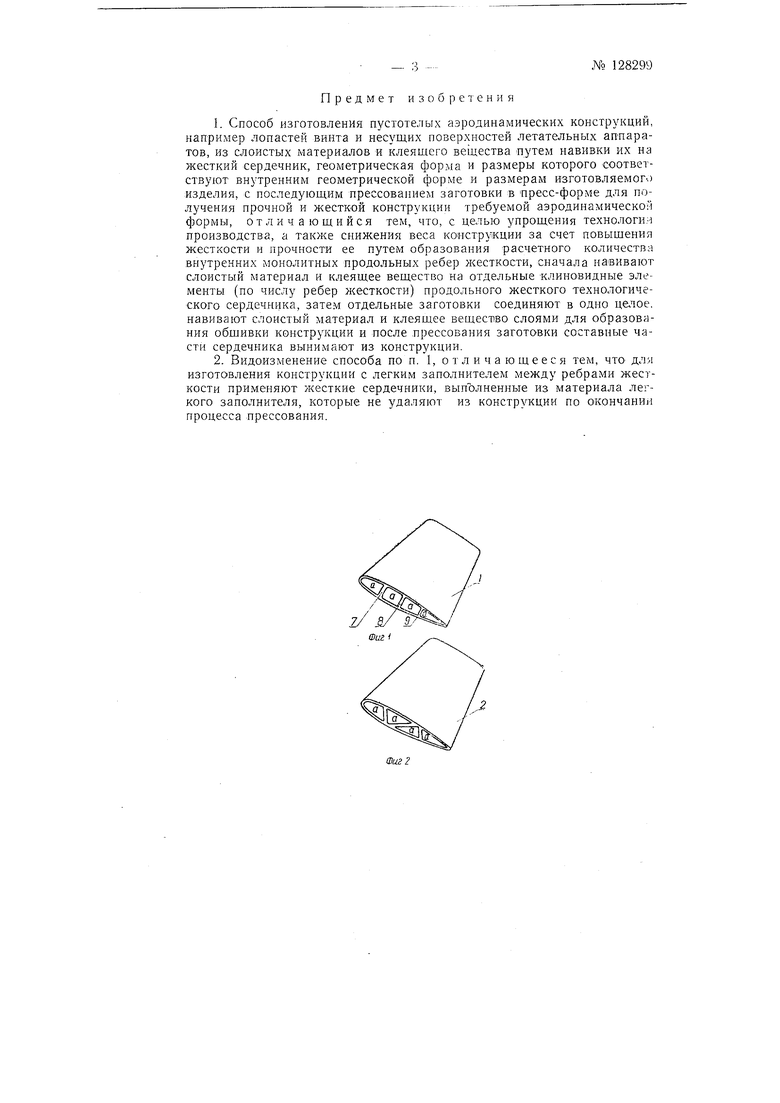
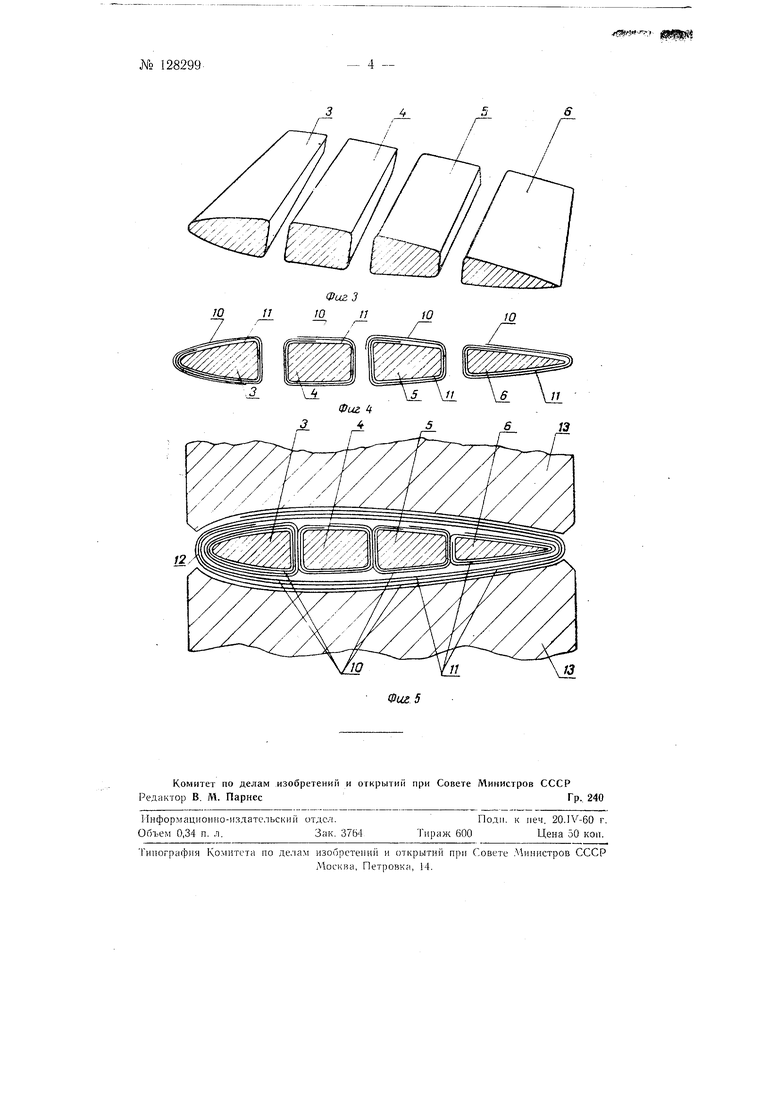
На фиг. 1 и 2 изображена в аксонометрической проекции пустотелая аэродинамическая конструкция, изготовленная из заготовки с двумя варкантами расположеция монолитных нродольных ребер жесткости; на фиг. 3 - в аксонометрии продольные элементы составного жесткого технологического сердечника для изготовления пустотелой аэродинамической конструкции с тремя монолитными внутренними ребрами жесткости; на фиг. 4 - те же элементы с навитыми слоями материала и клеящего вещества, вид с торца; ца сриг. 5 - собранная заготовка аэродинамической конструкции с тремя монолитными продольными ребрами жесткости, уложенная в пресс-форму для прессования.
Для изготовления пустотелых аэродинамических конструкций / или 2 описываемым способом применяют жесткий составной технологический сердечник, выпол {еиный из металла или пластического материала. Сердечник состоит из отдельных продольных элементов , 5, 6 и т. дR зависимости от количества продольных монолитных внутренних ребер жесткости 7, 8 и 9, выбранного для изготовляемой конструкции. Каждый из элементов 3, 4, 5 и 6 соста1вного сердечника имеет клиновидную форму, соответствующую внутренней форме образуемой им полости а в изготовляемой конструкции. Размеры элементов 3, 4, 5 м 6 выбираются в соответствии с расчетной толщиной стенок ребер жесткости 7, 8, и .9 и с учетом усадки слоев -слоистого материала 10 и клеящего вещества // при прессовании заготовки 12 в пресс-форме 13.
Навивку слоев материала 10 и клеящего вещества Ц на технологический сердечник осуществляют в два приема. Сначала на каждый из элементов 5, 4, 5 6 сердечника навивают слои предварительно раскроенного слоистого материала 10 и клеящего вещества // и образуют отдельные заготовки. Необходимую длину раскроенного материала определяют в зависимости от числа слоев, потребного для образования расчетных толщин стенок продольных ребер жесткости 7, 8 н 9. Затем отдельные заготовки соединяют в одну целую и навивают на нее тем же порядком слоистый материал 10 и клеящее вещество 11 для создани.я общей обшивки. Таким образом создают заготовку изготовляемой конструкции. Число слоев, необходимых для создания общивки, определяют, исходя из расчетной толщины силовой общивки изготовляемой конструкции. Полученную общую заготовку кладут В пресс-форму /5 и прессуют под давлением и при температуре, достаточных для обеспечения надежной и прочной склейки слоев материала 10 и приобретения заготовкой требуемых аэродинамической формы качеств и механических свойств. П-рессование производят способами, применяемыми при цроизводстве изделий из пластмасс и слоистых пластиков. По окончании процесса прессования элементы 5, 4, 5 и б сердечника выжимают из изготовленной пустотелой конструкции.
В качестве исходных слоистых материалов могут применяться стеклянная ткань, бумага, древесный шпон и др. Торцовые части изготовленной аэродинамической конструкции закрьпвают любым конструктивным способом.
Если необходимо изготовить аэродинамическую конструкцию 1, заполненную между ребрами жесткости 7, 8 и 9 каким-либо заполнителем из легкого материала, элементы жесткого составного технологического сердечника изготовляют из этого легкого материала и их не вынимают из изготовленной конструкции по окончании процесса прессования.
Описываемый способ позволяет изготовлять пустотелые аэродинамические конструкции с различным числом продольных ребер жесткости и разным их расположением.
Предмет и з о б р еiе н и я
1.Способ изготовления пустотелых аэродинамических конструкций, например лопастей винта и несущих позерхностей летательных аппаратов, из слоистых материалов и клеящего вещества путем навивки их на жесткий сердечник, геометрическая форма и размеры которого соответствуют внутренним геометрической форме и размерам изготовляемого изделия, с последующим прессованием заготовки в пресс-форме для получения прочной и жесткой конструкции требуемой аэродинамической формы, отличающийся тем, что, с целью упрощения технологии производства, а также снижения веса конструкции за счет повышения жесткости и прочности ее путем образования расчетного количества внутренних монолитных продольных ребер жесткости, сначала навивают слоистый материал и клеящее вещество на отдельные клиновидные элементы (по числу ребер жесткости) продольного жесткого технологического сердечника, затем отдельные заготовки соединяют в одно целое, навивают слоистый материал и клеящее вещество слоями для образования общивки конструкции и после .прессования заготовки составные части сердечника вынимают из конструкции.
2.Видоизменение способа по п. 1, о т л и ч а ю щ е е с я тем, что для изготовления конструкции с легким заполнителем между ребрами жесткости применяют жесткие сердечники, выполненные из материала легкого заполнителя, которые не удаляют из конструкции по окончании процесса прессования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прессования изделий с клееной слоистой оболочкой и упругим заполнителем | 1960 |
|
SU137015A1 |
| СЛОИСТОЕ ИЗДЕЛИЕ С ГОФРИРОВАННЫМ ЗАПОЛНИТЕЛЕМ ИЗ ВОЛОКНИСТОГО ПЛАСТИКА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2144469C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛОЙ АЭРОДИНАМИЧЕСКОЙ КОНСТРУКЦИИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2004 |
|
RU2266847C1 |
| Способ изготовления слоистой конструкции из композиционного материала и устройство для его осуществления | 1990 |
|
SU1785910A1 |
| Сборное железобетонное здание | 1936 |
|
SU51378A1 |
| СПОСОБ ПОЛУЧЕНИЯ ШИРОКОХОРДНОЙ ПУСТОТЕЛОЙ ЛОПАТКИ ВЕНТИЛЯТОРА | 2005 |
|
RU2296246C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕБЕЛИ И ДЕТАЛЕЙ, УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ И ДЕТАЛЬ МЕБЕЛИ | 1992 |
|
RU2106250C1 |
| ЛОПАСТЬ ВОЗДУШНОГО ВИНТА И СПОСОБ ИЗГОТОВЛЕНИЯ ЭТОЙ ЛОПАСТИ | 2014 |
|
RU2561827C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ ПАНЕЛИ ИЗ АРМИРОВАННОГО ПЛАСТИКА С ЗАПОЛНИТЕЛЕМ ИЗ ТРУБЧАТЫХ ЭЛЕМЕНТОВ | 2003 |
|
RU2250824C1 |
| РАБОЧЕЕ КОЛЕСО ВЕНТИЛЯТОРА ИЛИ КОМПРЕССОРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2578256C2 |