4; СП со го
Изобретение относится к станкостроению, в частности к автоматическим линиям механической обработки корпусных деталей, например блоков цилиндров.
Цель изобретения - расширение технологических возможностей за счет обеспечения возможности переориентации детали, подаваемой в один из станков линии, устройством подачи деталей с транспортера, а также использования захвата этого устройства в качестве .базирующего элемента указанного станка в зоне обработки.
На фиг. 1 представлена предлагаемая автоматическая линия, общий вид; на фиг. 2- вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - вид В на фиг. I; на фиг. 5 - вид Г на фиг. 1; на фиг. 6 - сечение Д-Д на фиг. 4.
Автоматическая линия г редназначена для окончательной обработки отверстий в блоке цилиндров в сборе с крышка.ми коренных подшипников, привернутых горизонталь ными и вертикальными болтами.
Автоматическая линия состоит из технологического оборудования, установленного по ходу техпроцесса и связанного между собой единым конвейером-перекладчиком.
В начале линии установлено металлорежущее оборудование из пяти станков I-V, предназначенных для чернового и получистового растачивания отверстий в блоке цилиндров под втулки распределительного вала и, под вкладыши коленвала.
Далее установлен трехсторонний агрегатный резьбозавинчивающий станок VI, на котором с целью снятия напряжений в детали после черновой обработки и для повышения точности чистовой производится отвинчивание и последующее завинчивание вертикальных и горизонтальных болтов, крепящих крыщки подшипников к блоку.
В конце линии установлены три станка VII-IX, предназначенные для чистовой расточки указанных отверстий в блоке цилиндров в сборе с крыщками коренных подшипников.
Обрабатываемая деталь 1 в линии транспортируется единым для всей линии конвейером-перекладчиком с подъемом детали на 275 мм для переноса последней над подшипниковыми опорами 2 приспособлений расточных станков I-V, VII-IX и установки их (деталей) в приспособления.
Подъем транспортных лент 3 производится от гидроцилиндра 4 через рычажную систему 5, а поступательное перемещение их - от гидроцилиндра 6.
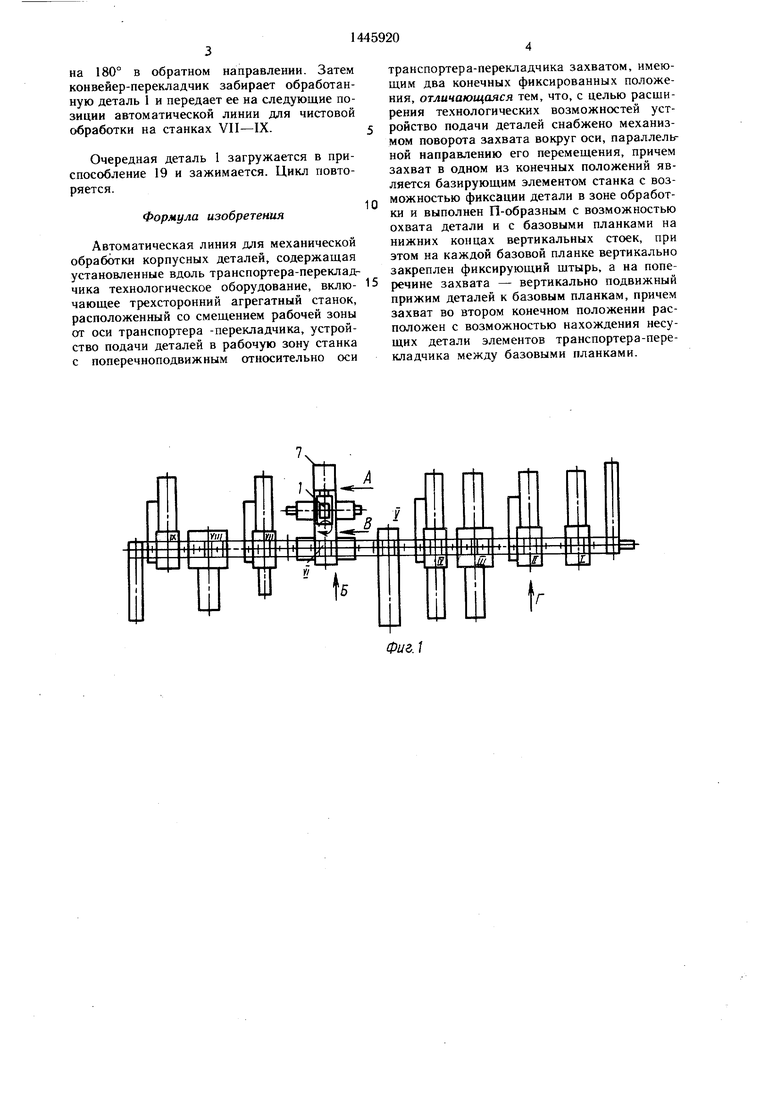
Резьбозавинчивающий трехсторонний станок VI состоит из станины 7, на которой смонтированы подвижные горизонтальные столы 8 и 9 с много шпиндельным и коробками 10 и 11, шпиндели которых снабжены гайковертами 12 для отвинчивания и завинчивания горизонтальных болтов 13. Кро.ме того.
.
10
15
20
25
30
35
40
45
50
55
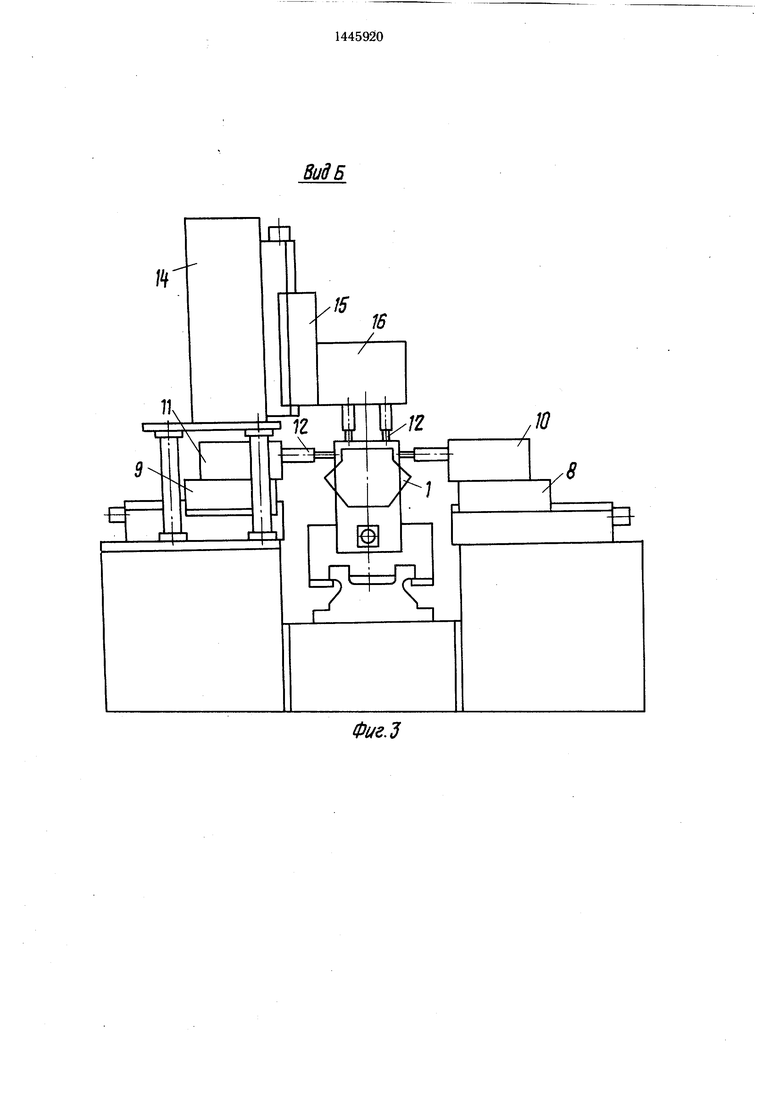
на станине 7 установлены стойка 14 с вертикальным столом 15 с многошпиндельной коробкой 16, шпиндели которой оснащены гайковертами 12 для отвинчивания и завинчивания вертикальных стяжных болтов 17 в обрабатыаемой детали 1, а также устройство 18 подачи деталей 1 в рабочую зону станка VI, расположенное перпендикулярно главному движению детали в линии, снабженное П-образным захватом 19 для фиксации и за- жи.ма обрабатываемой детали и механизмами приводов 20 и 21 возвратно-поступательного перемещения и поворота вокруг горизонтальной оси 22. Благодаря наличию привода 20 захват 19 может перемещаться перпендикулярно направлению главного движения детали в линии. При опускании транспортных лент 3 конвейера-перекладчика на позиции разьбозавинчивающего станка VI деталь 1 устанавливается на базовые планки 23 и фиксаторные штыри 24 захвата 19. При этом в зоне обработки станка деталь 1 остается наверху в захвате 19, на промежуточных позициях автоматической линии деталь 1 устана вливается на специальные площадки (не показаны), а на рабочих позициях расточных станков I-V, Vli - IX деталь 1 опускается на базовые элементы приспособлении (не показаны), где она фиксируется и зажимается.
В захвате 19 станка VI установленная на фиксаторные штыри 24 деталь 1 зажимается прижимом 25.
После того, как ленты 3 контейнера-перекладчика опускаются в нижнее положение, захват 19 от привода 21 поворота поворачивается на 180° вокруг горизонтальной оси 22.
Трехсторонний резьбозавинчивающий станок, встроенного в автоматическую линию работает следующим образом.
Деталь 1 после черновой и получистовой обработки отверстий на станках I-V подается конвейером-перекладчиком в захват 19 трехстороннего резьбозавинчивающего станка VI и за.жимается прижимом 25. Затем захват 19 с деталью 1 поворачивается на 180° вокруг горизонтальной оси 22 от привода 21 поворота, устройство 18 перемещает захват 19 с деталью 1 на позицию обработки станка VI. Далее подвижным столо.м 8, 9, 15 со шпиндельными коробками 10, 11, 16 сообщается рабочая подача, гайковерты 12 производят отвинчивание и последую.щее завинчивание стяжных болтов 17 и болтов 13 крышек коренных подшипников, находящихся в сборе с деталью 1. По окончании этой операции все шпиндельные коробки 10, 11 и 16 возвращаются в исходное положение, а захват 19 с обработанной деталью 1 посредством привода 20 возвратно-поступательного перемещения возвращается на позицию конвейера-перекладчика далее от привода 21 поворота поворачивается вокруг оси 22
на 180° в обратном направлении. Затем конвейер-перекладчик забирает обработанную деталь 1 и передает ее на следующие позиции автоматической линии для чистовой обработки на станках VII-IX.
Очередная деталь 1 загружается в приспособление 19 и зажимается. Цикл повторяется.
Формула изобретения
Автоматическая линия для механической обработки корпусных деталей, содержащая установленные вдоль транспортера-переклад10
транспортера-перекладчика захватом, имеющим два конечных фиксированных положения, отличающаяся тем, что, с целью расширения технологических возможностей устройство подачи деталей снабжено механизмом поворота захвата вокруг оси, параллельной направлению его перемещения, причем захват в одном из конечных положений является базирующим элементом станка с возможностью фиксации детали в зоне обработки и выполнен П-образным с возможностью охвата детали и с базовыми планками на нижних концах вертикальных стоек, при этом на каждой базовой планке вертикально закреплен фиксирующий щтырь, а на попечика технологическое оборудование, вклю- 15 речине захвата - вертикально подвижный
прижим деталей к базовым планкам, причем захват во втором конечном положении расположен с возможностью нахождения несущих детали элементов транспортера-перекладчика между базовыми планками.
чающее трехсторонний агрегатный станок, расположенный со смещением рабочей зоны от оси транспортера -перекладчика, устройство подачи деталей в рабочую зону станка с поперечноподвижным относительно оси
транспортера-перекладчика захватом, имеющим два конечных фиксированных положения, отличающаяся тем, что, с целью расширения технологических возможностей устройство подачи деталей снабжено механизмом поворота захвата вокруг оси, параллельной направлению его перемещения, причем захват в одном из конечных положений является базирующим элементом станка с возможностью фиксации детали в зоне обработки и выполнен П-образным с возможностью охвата детали и с базовыми планками на нижних концах вертикальных стоек, при этом на каждой базовой планке вертикально закреплен фиксирующий щтырь, а на поперечине захвата - вертикально подвижный
речине захвата - вертикально подвижный
прижим деталей к базовым планкам, причем захват во втором конечном положении расположен с возможностью нахождения несущих детали элементов транспортера-перекладчика между базовыми планками.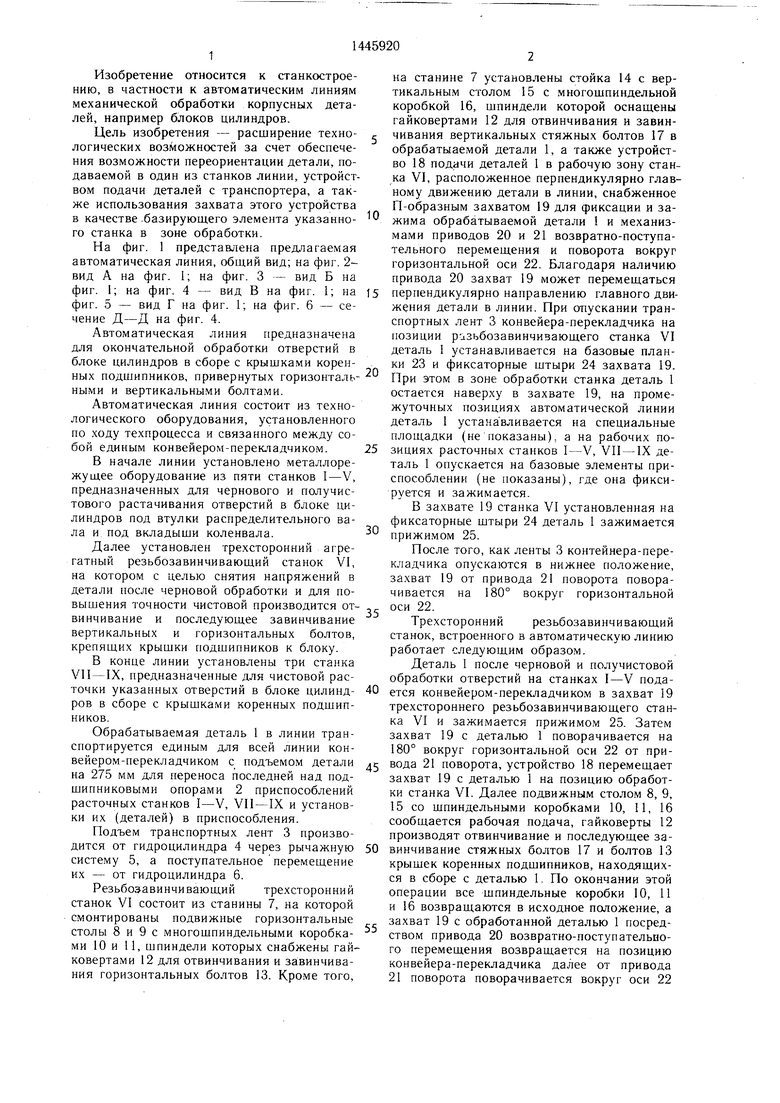
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ЗАВИНЧИВАНИЯ ШПИЛЕК | 2001 |
|
RU2197368C2 |
| Сборочный станок автоматизированной линии | 1991 |
|
SU1808651A1 |
| Автоматическая линия для механической обработки крупногабаритных деталей | 1989 |
|
SU1770114A1 |
| Гибкая автоматическая линия | 1989 |
|
SU1662808A1 |
| Металлорежущий станок | 1983 |
|
SU1135592A1 |
| Непрерывно-протяжной станок | 1983 |
|
SU1214349A1 |
| Транспортер-перекладчик | 1984 |
|
SU1172673A1 |
| Шаговый конвейер автоматической линии | 1984 |
|
SU1234311A1 |
| Поточная линия ремонта шиберных затворов | 1985 |
|
SU1297990A1 |
| Агрегатный станок | 1980 |
|
SU921786A1 |

Изобретение относится к станкостроению, в частности к автоматическим линиям механической обработки корпусных деталей, например блока цилиндров. Цель изобретения - расширение технологических возВидА вожностей - обеспечивается возможностью переориентации детали, подаваемой в один из станков линии, устройством подачи с транспортера, а также использованием захвата этого устройства в качестве базирующего элемента указанного станка VI в зоне обработки. В ряду технологического оборудования автолинии установлен трехсторонний агрегатный резьбозавинчивающий станок VI. Для подачи деталей с транспортера-перекладчика в рабочую зону станка VI и удерживания детали при обработке использовано устройство 18 подачи деталей, П-образный захват 19 которого перемешается перпендикулярно оси транспортера и поворачивается вокруг оси, параллельной направлению его линейного перемещения, и выполнен с базовыми планками 23, на которых закреплены штыри, и прижимом 25. 6 ил. о (Л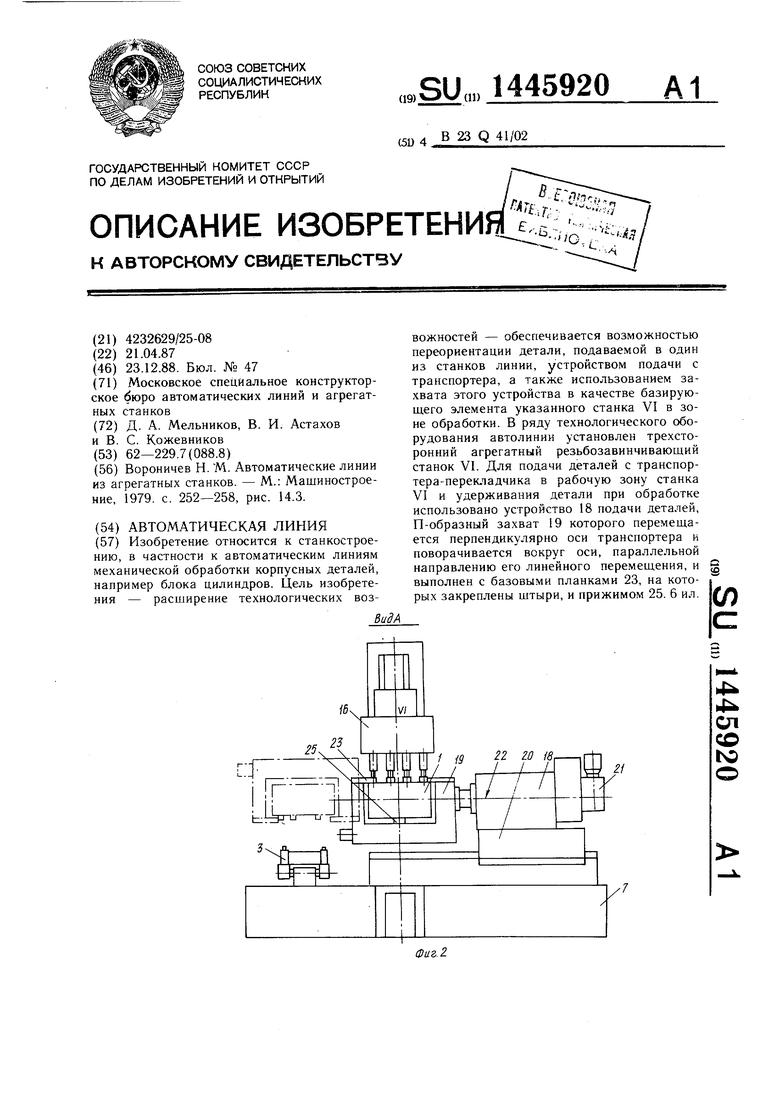
Вид Б
Фие. З
X
фиг. 5
М-Л
±х
-4Фиг.6
| Вороничев Н | |||
| М | |||
| Автоматические линии из агрегатных станков | |||
| - М.: Машиностроение, 1979 | |||
| с | |||
| Телефонно-трансляционное устройство | 1921 |
|
SU252A1 |
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
