Предлагаемая оправка предназначена для заточки вставных резцои работающего по методу -деления подачи кольце1юго сверла, оппсанного в авт. св. № 111034.
Отличительная особенность предлагаемой оправки состоит в том, что она снабжена торцовыми отверстиями, расположенными относительно оси так, что при установке в пих -разжимных хвостовиков вста-влых резцов главные режущие кромки последних располагаются в положении, смещенном вдоль образующей конической поверхности сверла, являющейся поверхностью резания.
Такое выполнение предлагаемой оправкп обеспечивает точное согласование режущих кромок резцов без необходимости затачиваппя их в сборе с корпусом сверла и их взаимозаменяемость, что устраняет причину, Мещающую широкому применению сверл по авт. св. N« 111034.
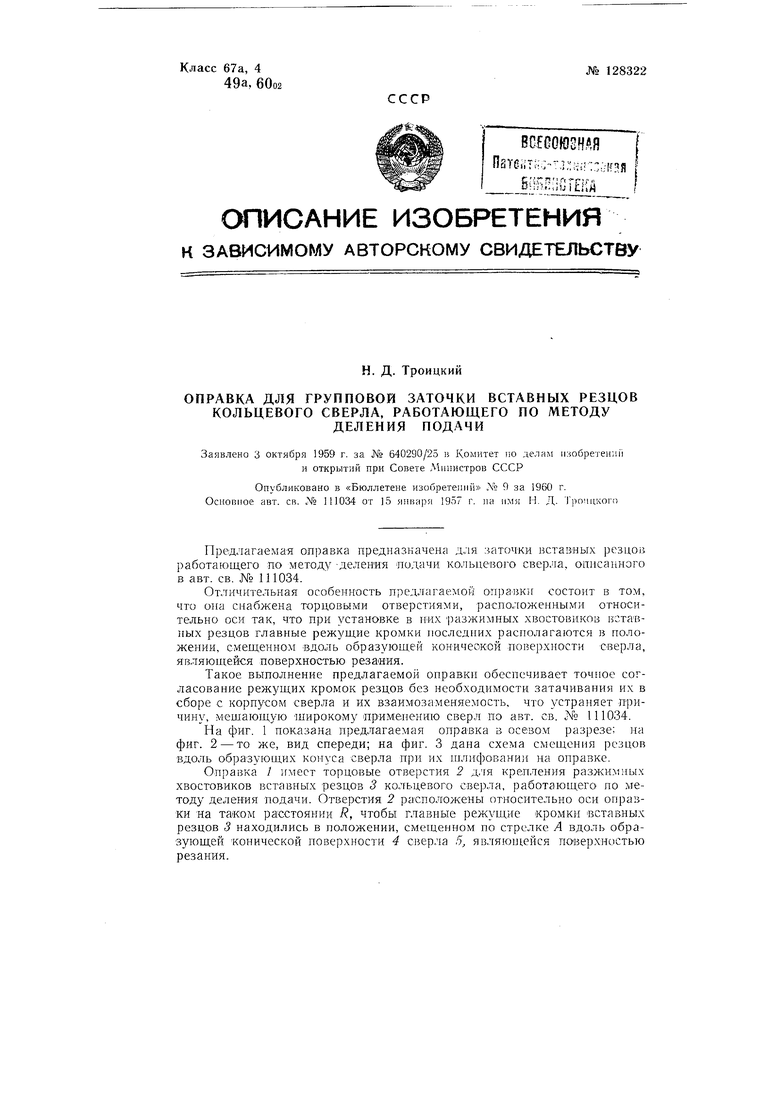
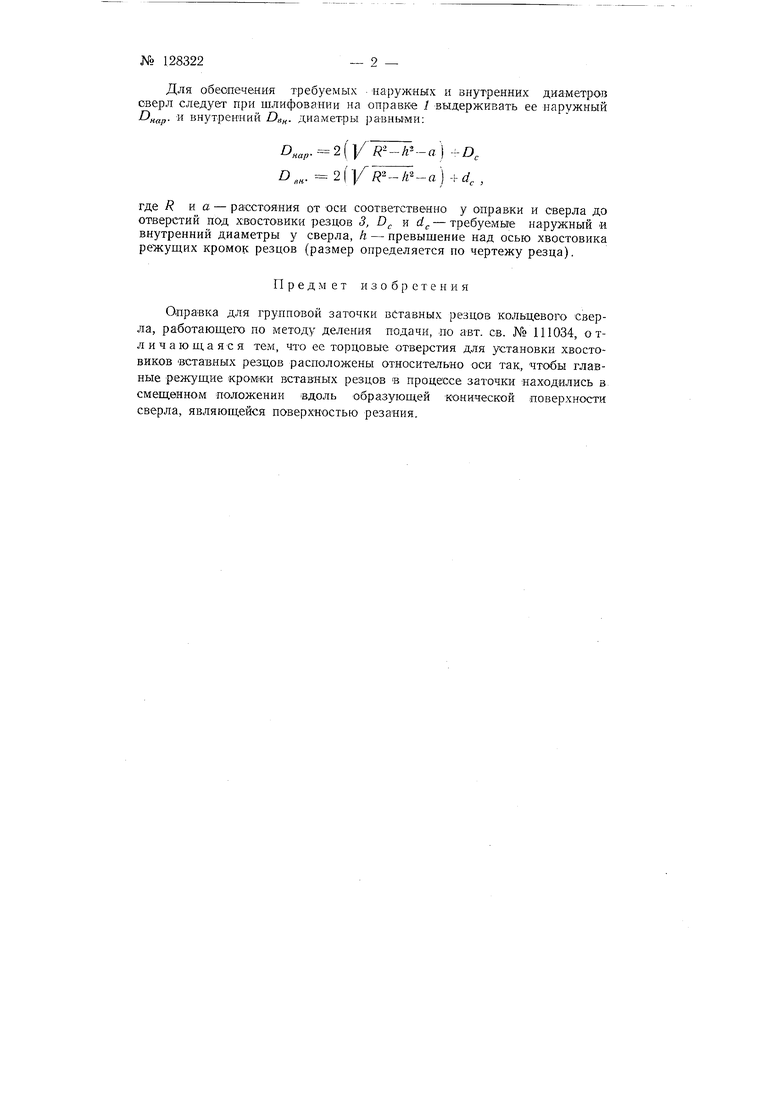
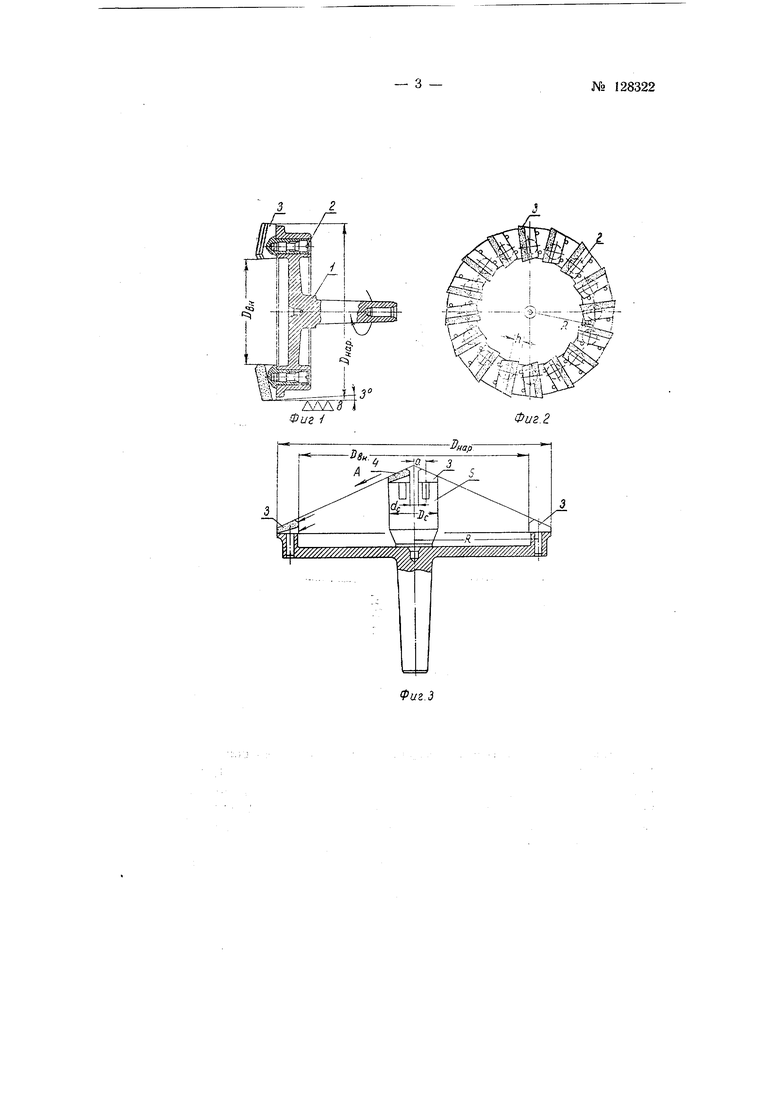
На фит. 1 показана предлагаемая оправка в осевом разрезе; па фиг. 2 - то же, вид спереди; на фиг. 3 дапа схема смещения резцов вдоль образующих конуса сверла при их П1лифовании па оправке.
Оправка / имеет торцовые отверстия 2 д.чя крепления разжимных хвостовиков вставных резцов 3 кольцевого сверла, работающего по методу деления подачи. Отверстия 2 расположены относительно оси опразки на таком расстоянии R, чтобы главные режущие кромки вставных резцов 3 находились в положении, смещенном по стрелке Л вдоль образующей конической поверхности 4 сверла 5, яв.гяюц№Йся поверхностью резания.
№ 128322- 2 -
Для обеспечения требуемых наружных и внутренних диаметров сверл следует при шлифовании на оправке 1 выдерживать ее наружный О„„р. и внутренний Дв„. диа.метры равными:
Дя.р.-2() -Д )„„. 2|1// -/г -а).
где R и а - расстояния от оси соответственно у оправки и сверла до отверстий под хвостовики резцов 3, D и rf - требуемые наружный и внутренний диаметры у сверла, h - превышение над осью хвостовика режущих кромок резцов (размер определяется по чертежу резца).
Предмет изобретения
Оправка для групновой заточки вставных резцов кольцевого сверла, работающего по методу деления подачи, по авт. св. № 111034, отличающаяся те.м, что ее торцовьге отверстия для установки хвостовиков вставных резцов расположены относительно оси так, чтобы главные режущие «ром1ки вставных резцов в процессе заточки «аходились в смещенном положении вдоль образующей конической поверхности сверла, являющейся поверхностью резания.