Станки для доводки плоских поверхностей горизонтальным доводочным диском, к которому прижимаются обрабатываемые изделия, получающие при этом вращение вокруг своих осей под действием сил трения и разности величин окружных скоростей, известны.
Отличительной особенностью предлагаемого станка того же типа является помещение изделий в гнездах сепаратора, ось вращения которого смещена относительно оси доводочного диска на регулируемом расстоянии.
Такое выполнение предлагаемого станка обеспечивает одновременное с вращением изделий их поступательное движение в процессе обработки, в результате чего равномерность доводки повышается.
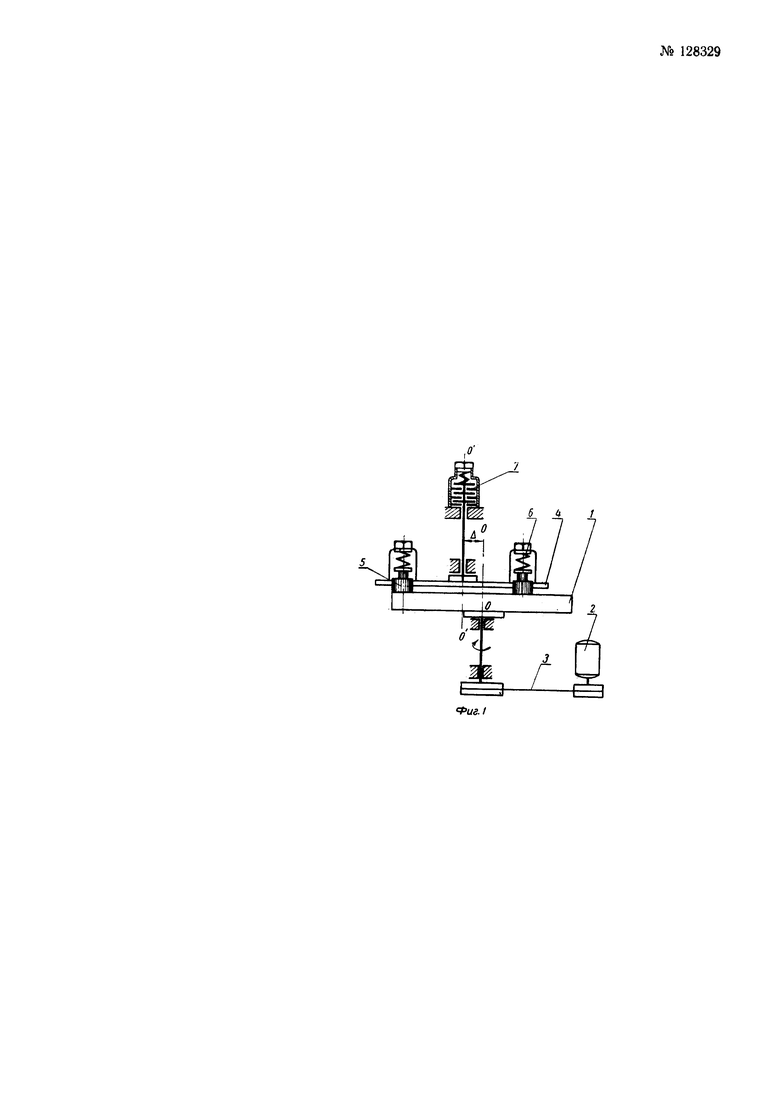
На фиг. 1 дана кинематическая схема предлагаемого станка; на фиг. 2 - его конструктивное выполнение применительно к доводке тарелей клапанов двигателей.
Чугунный доводочный диск 1 приводится во вращение от электродвигателя 2 через клино-ременную передачу 3. Над диском находится круглый сепаратор 4, в гнездах которого расположены обрабатываемые изделия 5, прижимаемые к доводочному диску 1 с помощью прижимов 6. Изделия располагаются симметрично относительно оси О′-О′ сепаратора. При отсутствии изделий 5 сепаратор 4 может свободно вращаться в подшипниках, вокруг своей оси О′-О′, смещенной относительно оси О-О диска 1 на эксцентриситет Δ. При наличии изделий 5 сепаратор 4 получает вращение от диска 1 под воздействием сил трения между изделиями и диском. При этом изделия движутся поступательно относительно диска и так, что в любой момент времени все точки обрабатываемой плоскости изделия имеют одинаковые по величине и направлению скорости. Величина этой скорости неизменна и равна V=ω×Δ, ее направление по времени непрерывно изменяется. В этом движении любая точка плоскости детали описывает на диске окружность радиусом, равным эксцентриситету Δ.
Равенство скоростей доводки для всех точек обрабатываемой поверхности обеспечивает получение правильной геометрии плоской поверхности. Непрерывное же изменение направления скорости доводки обеспечивает пересечение штрихов от абразивных зерен и позволяет получить высокую чистоту обрабатываемой поверхности. Пересечение штрихов тем интенсивнее, чем меньше эксцентриситет Δ между осями OO и О′О′ диска и сепаратора.
Изменением эксцентриситета Δ можно изменять режим доводки. При большом Δ имеет место большая скорость движения изделий по диску, и этим достигается интенсивный съем металла.. При малом Δ имеет место интенсивное пересечение штрихов от абразивных зерен, чем обеспечивается более высокая чистота обработанной поверхности.
Переход с одного режима обработки на другой производится простым смещением сепаратора относительно диска.
Для равномерного износа доводочного диска предусмотрен дисковый фрикционный тормоз 7, создающий при работе станка небольшое отставание сепаратора от доводочного диска.
Электродвигатель 2 расположен в сварной станине 8 станка. Натяжение текстропных ремней передачи 3 осуществляется промежуточным шкивом 9, вал которого закреплен на салазках 10, перемещающихся в направляющих с помощью натяжного винта 11.
Сепаратор 4 закреплен на валу 12, вращающемся в конических подшипниках хобота 13. Хобот 13 вместе с сепаратором 4 может поворачиваться на валу 14, посаженном на конические подшипники в колонне 15.
Поворотом хобота достигается требуемое для притирочного движения смещение оси О′-О′ вращения сепаратора 4 относительно оси OO вращения доводочного диска 1.
Станок имеет два фиксирующихся положения сепаратора - для черновой и чистовой доводок.
Каждое из указанных положений сепаратора устанавливается с помощью фиксатора 16, размещенного в хоботе. Подъем фиксатора осуществляется посредством рукоятки 17, связанной с зубчатым сектором 18, находящимся в зацеплении с рейкой на фиксаторе.
Для наложения абразивной пасты на доводочный диск хобот поворачивается так, что сепаратор полностью сходит с диска.
Сепаратор 4 состоит из двух дисков 19 и 20, приваренных к ступице 21. В нижнем диске 19 сепаратора имеются гнезда с запрессованными стальными гильзами 22, в которые вставляются обрабатываемые изделия 5.
Пневматические прижимы 6 расположены в верхнем диске 20 сепаратора. Подвод к прижимам 6 сжатого воздуха осуществляется через штуцер 23, кран 24, трубку 25, обойму 26, каналы в валу 12 и сепараторе 4. От штуцера 23 имеется отвод воздуха через трубку 27 к колодке манометра 28.
Корпус тормоза 7 укреплен на хоботе 13 станка и имеет внутренние шлицы, на которые надеты неподвижные диски 29. На верхнем конце вала 12 сепаратора закреплена шлицевая втулка 30, на которую надеты подвижные диски. Неподвижные и подвижные диски сжимаются пружиной 31, затяжкой которой создается необходимая разница в числе оборотов доводочного диска 1 и сепаратора 4.
Подняв рукоятку 17, освобождают фиксатор 16 и поворотом хобота 13 в сторону сдвигают сепаратор 4 с доводочного диска 1.
На доводочный диск наносят равномерный слой абразивной пасты, слегка разбавленной керосином. Обратным поворотом хобота 13 сепаратор 4 устанавливают в положение предварительной доводки, определяемое фиксатором, утопающим в соответствующее этому положению отверстие. При закрытом воздушном кране 24, когда снято давление воздуха с прижимов 6, производят установку изделий в гнезда сепаратора 4.
Затем открывают воздушный кран 24, в результате чего все изделия 5 оказываются прижатыми к доводочному диску 1. По манометру 28 проверяют давление воздуха, нажатием электрокнопки включают электродвигатель 2 и осуществляют процессы предварительной и чистовой обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для доводки плоскостей | 1989 |
|
SU1685693A1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ОБРАБОТКИ ПЛОСКИХ ДЕТАЛЕЙ | 1994 |
|
RU2094209C1 |
| Вертикальный доводочный двухдисковый станок планетарного типа | 1981 |
|
SU1187968A2 |
| МНОГОМЕСТНЫЙ СТАНОК ДЛЯ ПЛОСКОПАРАЛЛЕЛЬНОЙ ДОВОДКИ | 1994 |
|
RU2071905C1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| Устройство для односторонней доводки деталей | 1978 |
|
SU772830A1 |
| Устройство для двусторонней доводки деталей | 1990 |
|
SU1756123A1 |
| Устройство для доводки плоскихпОВЕРХНОСТЕй дЕТАлЕй | 1979 |
|
SU831580A1 |
| Плоскодоводочный станок | 1981 |
|
SU990481A2 |
| Плоскодоводочный станок | 1987 |
|
SU1577943A1 |

1. Станок для доводки плоских поверхностей с горизонтальным доводочным диском, при вращении которого прижимаемые к нему обрабатываемые изделия получают вращение вокруг своих осей под действием сил трения и разности величин окружных скоростей, отличающийся тем, что, с целью обеспечения одновременного поступательного движения изделий в процессе их обработки и повышения этим равномерности доводки, изделия помещены в гнездах сепаратора, ось вращения которого смещена относительно оси доводочного диска на регулируемом расстоянии.
2. Станок по п. 1, отличающийся тем, что, с целью достижения равномерного износа доводочного диска, применен фрикционный дисковый тормоз для обеспечения незначительного отставания сепаратора от доводочного диска.
