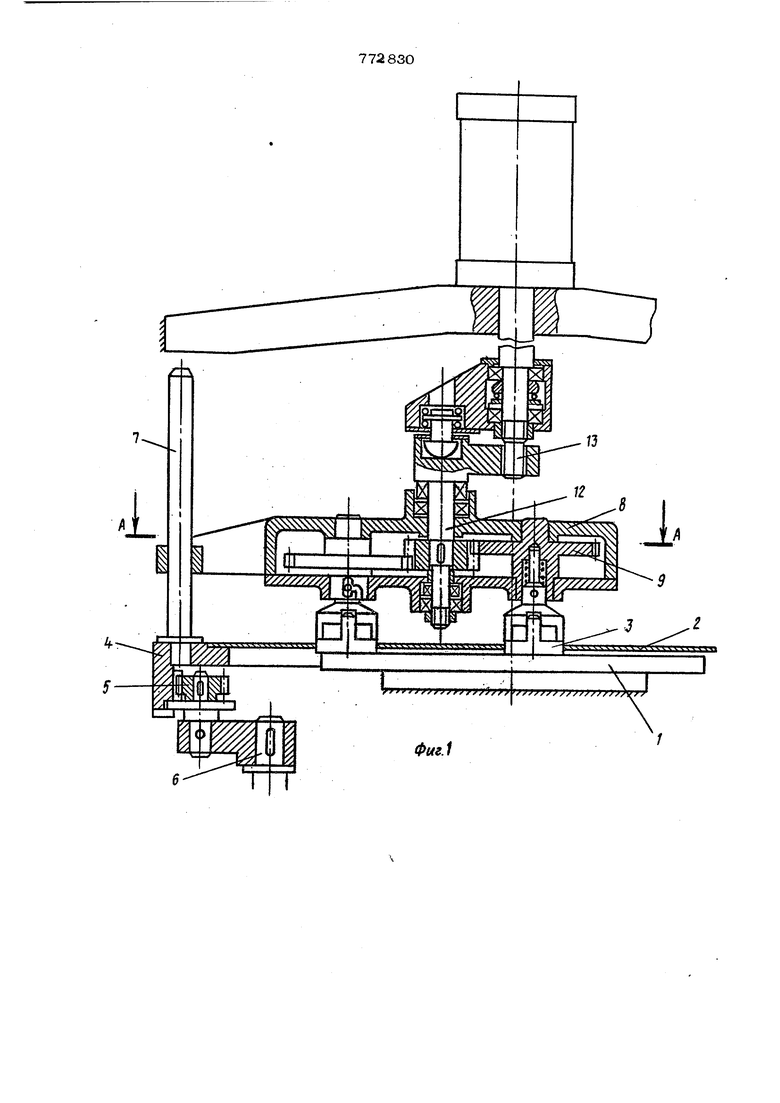
-1 Изобретение относится к абразивной обработке и может быть использовано для доводки плоских поверхностей детэтлей. Известно устройство для односторонне доводки деталей, размещенных в гнездах приводного сепаратора и поднсатых к доводочному диску с помощью индивидуальных прижимов, установденньк на общем нажимном элементе, cBH3amioMj3O штоко пневмоцилиндра и соединенном с сепаратором посредством параллельных штоку штанг 1. Недостатком известного устройства я ляется низкое качество обработки из-за простой кинематики движения деталей относительно доводочного диска. Цель изобретения - повышение качест ва обработки. Поставленная цель достигается тем, что общий нажимной элемент расположен эксцентрично относительно штока пневмсзцилиндра и связан с ним посредством шарнира, а индивируальные прижимы установлены с возможностью вращения врк-i руг своих осей, при этом приводсепаратора выполнен в виде зубчатой передачи, ведущая шестерня которой установлена на приводном валу с эксцентриситетом, равным эксцентриситету расположения общего нажимного элемента на штоке. На фиг. t схематически изображено предлагаемое устройство, общий на фиг. 2 - разрез А-А на фиг. 1. Над неподвижным доводочным диском I установлен сепаратор 2 с деталями 3, жестко свешанный с зубчатым вендом 4, находящимся в зацеплении с шестерней 5, закрепленной эксцентрично на приводном валу 6. Зубчатый венец 4 с помощью штанг 7 соединен с общим нажимным элементом S, в котором расположены индивидуальные прижимы 9, зубчатые шестерни 10 которых находятся в зацеплении с центральной шестерней 11.
Шестерня 11 сидит на оси 12 , которая через шаровую опору эксцентрично связана со штоком 13 пневмоцилинора с эксцентриситетом, равным эксцентриситету шестерни 5 относительно вала 6.
Устройство работает следугошим образом.
Детали 3 вставляют в сепаратор 2 и включают пневмоцилинпр. Общий нажимной элемент 8 опускается, скользя по штангам 7 вниз, и прижимает детали через индивидуальные прижимы к диску 1.
Включают привод (на чертежах не покзан) вала 6, и зубчатый венец 4 вместе с шестерней 5 совершает движение по
окружности вокруг вала б, одновременно перемешаясь вокруг своей оси на некоторый угол, определяемый передаточным отношением между шестерней 5 и венцом 4. В результате зубчатый венец совершае круговое петлеобразное движение. Вместе с зубчатым венцом это движение совершают детали в сепараторе, штанги и общий нажимной элемент, необходимая свобода для перемещения которого обеспечивается за счет его эксцентричной установки относительно штока пневмодилиндра. Ось 12, вращаясь, через центральную шестерню 11 и шестерни 10 вращает индивидуальные гфижимы, а в.мес те с ними и детали в сторону, обратную движенто зубчатого венца.
После окончания обработки выключают привод вала 6 и переключают пневмоцилиндр на подъем общего нажимного элемента, который поднимается по штангам вверх, освобождая детали. Обработанные детали вынимают и заменяют их необработанными.
Предлагаемое устройство обеспечивает сложное движение деталей по цоводочному диску, позволяющее наиболее полно использовать его площасш и способствующее равномерному износу всей рабочей поверхности доводочного диска.
Формула изобретения
Устройство для односторонней доводки деталей, размещенных в гнездах приводного сепаратора и поджатых к доводочному диску с помощью индивидуальньос прижимов, установленных на общем нажимном элементе, связанном со штоком пневмоцилиндра и соединенном с сепаратором посредством параллельных штоку штанг, о т л и ч а ю щ е е с я тем, что, с целью повышения качества o6f)aботки, общий нажимной элемент расположен эксцентрично относительно штока пневмопилиндра и связан с ним посредством шарнира, а индивидуальные прижимы установлены с возможностью вращения вокруг своих осей, при этом привод сепаратора вьшолнен в виде зубчатой передачи, ведущая шестерня которой установлена на приводном валу с эксцентриситетом, равным эксцентриситету расположения общего нажимного элемента на штоке.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 592582, кл. В 24 В 37/04, 1976. Л-А

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для правки и шаржирования доводочного дискового инструмента | 1977 |
|
SU738847A1 |
| Плоскодоводочный станок | 1979 |
|
SU837805A1 |
| Устройство для доводки плоских по-ВЕРХНОСТЕй дЕТАлЕй КлиНОВыХ зАдВижЕК | 1978 |
|
SU831563A1 |
| Плоскодоводочный станок | 1987 |
|
SU1577943A1 |
| Станки для доводки наружных поверхностей вращения | 1988 |
|
SU1511089A1 |
| Устройство для односторонней доводки деталей | 1986 |
|
SU1316798A2 |
| ДВУСТОРОННИЙ ПЛАНЕТАРНЫЙ ПЛОСКОДОВОДОЧНЫЙ СТАНОК | 1992 |
|
RU2013198C1 |
| Устройство для односторонней доводки деталей | 1982 |
|
SU1065165A1 |
| УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ ДОВОДКИ | 1973 |
|
SU397321A1 |
| Станок для доводки наружных цилиндрических поверхностей деталей | 1981 |
|
SU956253A1 |