Изобретение относится к черной металлургии и может быть использовано при прокатке сортовых профилей.
Цель изобретения - снижение износа валков путем улучшения условий захвата раската валками.
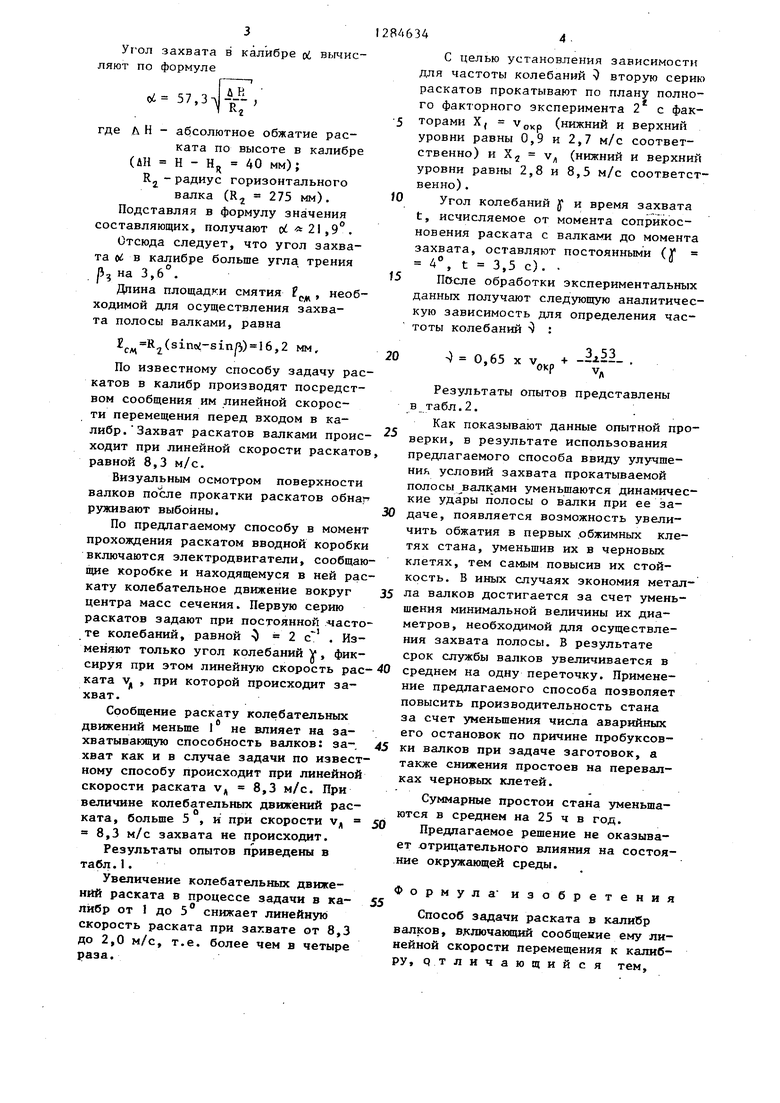
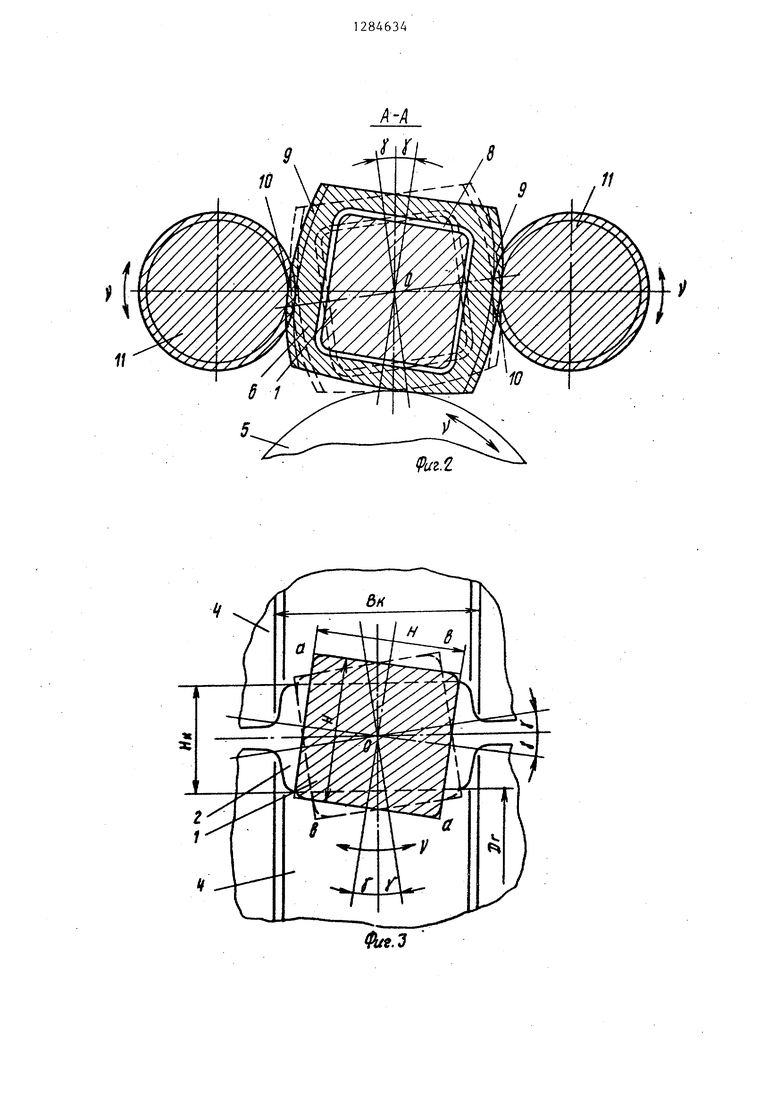
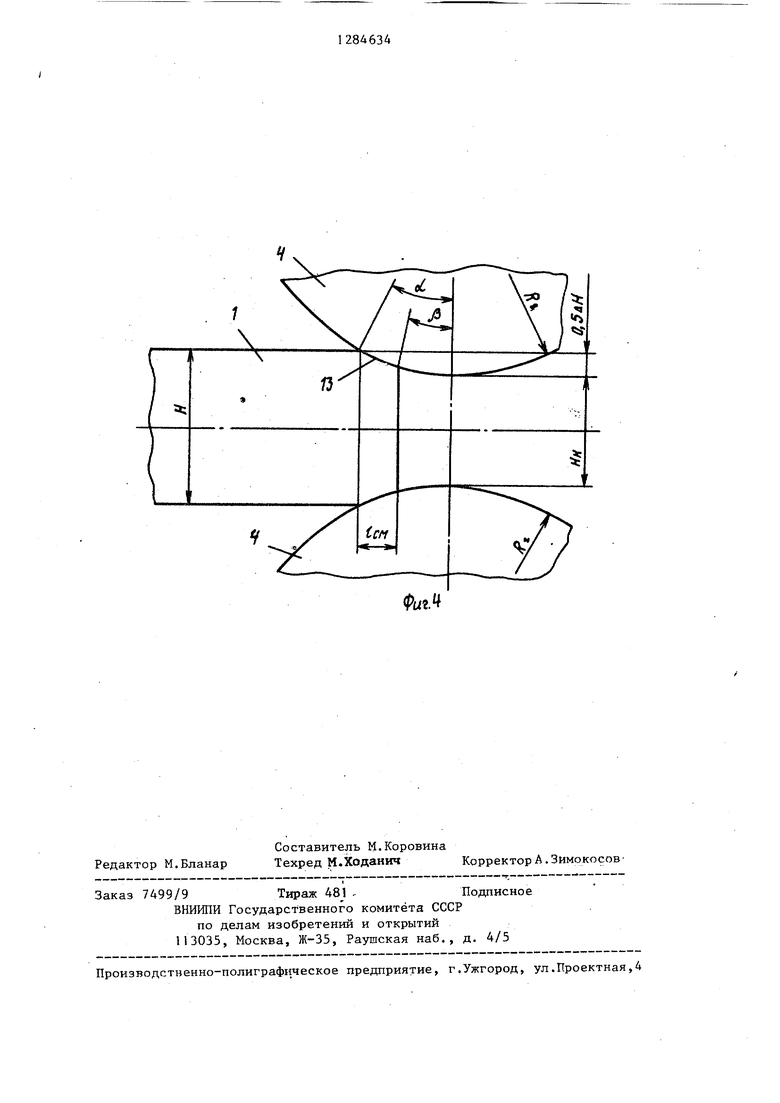
На фиг.1 изображена конструкция вводной коробки; на фиг.2 - разрез А-А на фиг.1; на фиг. 3 - схема захвата раската валками; на фиг.4 - то же, вид сбоку.
Способ может быть проиллюстриро-; ван на примере задачи раската квадратного сечения в прямоугольный калибр. Эта система калибров является наиболее применяемой при прокатке сортовых профилей.
Раскат 1 с размерами поперечного сечения НхН поступает с линейной скоростью Уд в прямоугольный калибр 2 высотой Н и шириной В клети 3, содержащей пару горизонтальных валков 4 диаметром D, вращающихся с окружной скоростью Vg. Абсолютное обжатие раската в калибре равно &Н Н - Hj(. Перед клетью 3 на опоре 5 установлена вводная коробка 6 с возможностью поворота ее вокруг продольной оси 7, проходящей через центр масс О поперечного сечения раската. Внутренняя полость 8 коробки 6 вьтолнена по форме поперечного сечения поступающего раската 1. Полукруглые боковые стенки 9 вводной коробки посредством зубчатого зацепления 10 связаны с двумя щестернями 11, посаженными на валах щаговых реверсивных двигателей 12, настроенных . на соответствующий режим работы,
В процессе задачи в клеть 3 в момент прохождения раскатом 1 вводной коробки 6 включаются злектродвига- тели 12, валы которых, поворачиваясь в одном направлении в реверсивном ре-
Ш
15
20
25
30
35
40
женин раската момент, необходимый для его захвата валками, небольшой, вследствие этого захватывающая способность калибра высокая. Однако ко лебательное движение раската предот вращает захват его в повернутом пол жении и переводит раскат в другое крайнее положение, где уже точками контакта с валками есть пара других диагонально расположенных точек Ь .
Затем процесс повторяется. В рай не точек а и Ь вследствие их непродолжительного контакта с валками об разуются и увеличиваются в ходе пов торения процесса колебаний площадки 13 смятия. По мере колебательных движений раскат в процессе образова ния и увеличения таких площадок постепенно распространяется по кромка его переднего торца к середине. По достижении длины площадок смятия Р равной
см R(sinoi - sinp),
где R - радиус горизонтального валка, мм;
оС - угол захвата, град; (Ь - угол трения, град, происходит захват раската валками в горизонтальном положении. После захвата двигатели 12 выключаются до задачи следующего раската.
Аналогичным образом можно осущес влять задачу в черновые калибры про катываемого металла при изготовлени сортовых профилей. .При этом калибро ки их должны позволять реализовать предлагаемый способ, т.е. описанном процессе задачи не возникает поднутрения или других каких- либо дефектов.
П р и м е .р. Способ осуществляют на полупромьшшенном стане 550,
жиме на угол У и с частотой , пере- 45 содержащем горизонтальную клеть с дают такое же движение через зубчатое Диаметром валком, равным 550 мм. зацепление 10 с шестернями 11 коробке вокруг точки О, лежащей на продольной
Перед клетью устанавливают вводную коробку, конструкция которой описана. В прямоугольньй калибр клети.
оси 7.
- I
Таким образом, находящемуся в коробке раскату сообщается колебательное движение. Угол у находится в пределах 1-5 . Колеблющийся раскат продвигается дальше до контакта с горизонтальными валками 4 клети 3. Первоначальный контакт осуществляется в крайних, диагонально расположенных точках сечения ел. В повернутом поло
5
0
5
0
35
40
женин раската момент, необходимый для его захвата валками, небольшой, вследствие этого захватывающая способность калибра высокая. Однако колебательное движение раската предотвращает захват его в повернутом положении и переводит раскат в другое крайнее положение, где уже точками контакта с валками есть пара других диагонально расположенных точек Ь .
Затем процесс повторяется. В районе точек а и Ь вследствие их непродолжительного контакта с валками образуются и увеличиваются в ходе повторения процесса колебаний площадки 13 смятия. По мере колебательных движений раскат в процессе образования и увеличения таких площадок постепенно распространяется по кромкам его переднего торца к середине. По достижении длины площадок смятия Р, равной
см R(sinoi - sinp),
где R - радиус горизонтального валка, мм;
оС - угол захвата, град; (Ь - угол трения, град, происходит захват раската валками в горизонтальном положении. После захвата двигатели 12 выключаются до задачи следующего раската.
Аналогичным образом можно осуществлять задачу в черновые калибры прокатываемого металла при изготовлении сортовых профилей. .При этом калибровки их должны позволять реализовать предлагаемый способ, т.е. описанном процессе задачи не возникает поднутрения или других каких- либо дефектов.
содержащем горизонтальную клеть с Диаметром валком, равным 550 мм.
Перед клетью устанавливают вводную коробку, конструкция которой описана. В прямоугольньй калибр клети.
высотой Нц 120 и шириной В .
170 мм, по известному и предлагаемому способам задают двухметровые, нагретые до 1170 , раскаты квадратного сечения размерами Н х В 160 х
X 160 мм. Окружная скорость валков перед захватом равна 0,8 м/с. Коэффициент трения при захвате f 0,33, следовательно, угол трения {i, arctg fj 18,3.
Угол захвата в калибре ляют по формуле
, ... „ juR oi 57, ;
1
где Д Н - абсолютное обжатие раската по высоте в калибре (АН Н - Н 40 мм);
R- - радиус горизонтального
валка (Rj 275 мм). Подставляя в формулу значения составляющих, получают о - 21 ,9 .
Отсюда следует, что угол захвата w; в калибре больше угла, трения flg на 3,6 .
Длина площадки смятия f , необходимой для осуществления захвата полосы валками, равна
(,R(sinoi-sinp) 16,2 мм,
По известному способу задачу раскатов в калибр производят посредством сообщения им линейной скорости перемещения перед входом в калибр. Захват раскатов валками проис- ходит при линейной скорости раскатов равной 8,3 м/с.
Визуальным осмотром поверхности валков после прокатки раскатов обнап руживают выбоины.
По предлагаемому способу в момент прохождения раскатом вводной коробки включаются электродвигатели, сообщающие коробке и находящемуся в ней раскату колебательное движение вокруг центра масс сечения. Первую серию раскатов задают при постоянной .частоте колебаний, равной - 2 с . Изменяют только угол колебаний У, фиксируя при этом линейную скорость рас
ката v , при которой происходит захват.
Сообщение раскату колебательных движений меньше 1 не влияет на захватывающую способность валков: за-. хват как и в случае задачи по известному способу происходит при линейной скорости раската v 8,3 м/с. При величине колебательных движений раската, больше 5, и при скорости v, 8,3 м/с захвата не происходит.
Результаты опытов приведены в табл.1.
Увеличение колебательных движений раската в процессе задачи в ка- либр от 1 до 5° снижает линейную скорость раската при захвате от 8,3 до 2,0 м/с, т.е. более чем в четыре раза.
С целью установления зависимости для частоты колебаний ) вторую серию раскатов прокатывают по плану полного факторного эксперимента 2 с факторами X, (нижний и верхний уровни равны 0,9 и 2,7 м/с соответственно) и Xj Vy, (нижний и верхний уровни pasifti 2,8 и 8,5 м/с соответственно) .
Угол колебаний у и время захвата t, исчисляемое от момента соприкосновения раската с валками до момента захвата, оставляют постоянными (у 4°, t 3,5 с). .
Пйсле обработки экспериментальных данных получают следующую аналитическую зависимость для определения частоты колебаний :
J 0,65 X V
окр
.
Результаты опытов представлены в табл.2.
Как показывают данные опытной прверки, в результате использования предлагаемого способа ввиду улучшения условий захвата прокатываемой полосы валками уменьшаются динамичекие удары п олосы о валки при ее задаче, появляется возможность увеличить обжатия в первых обжимных клетях стана, уменьшив их в черновых клетях, тем самым повысив их стойкость. В иных случаях экономия метала валков достигается за счет умень шення минимальной величины их диаметров, необходимой для осуществления захвата полосы. В результате срок службы валков увеличивается в среднем на одну переточку. Применение предлагаемого способа позволяет повысить производительность стана за счет уменьшения числа аварийных его остановок по причине пробуксовки валков при задаче заготовок, а также снижения простоев на перевалках черновых клетей.
Суммарные простои стана уменьшаются в среднем на 25 ч в год.
Предлагаемое решение не оказывает отрицательного влияния на состояние окружающей среды.
Формула изобретения
Способ задачи раската в калибр валков, включакмций сообщение ему линейной скорости перемещения к калибру, ртличающийся тем.
10
11
ipuz.t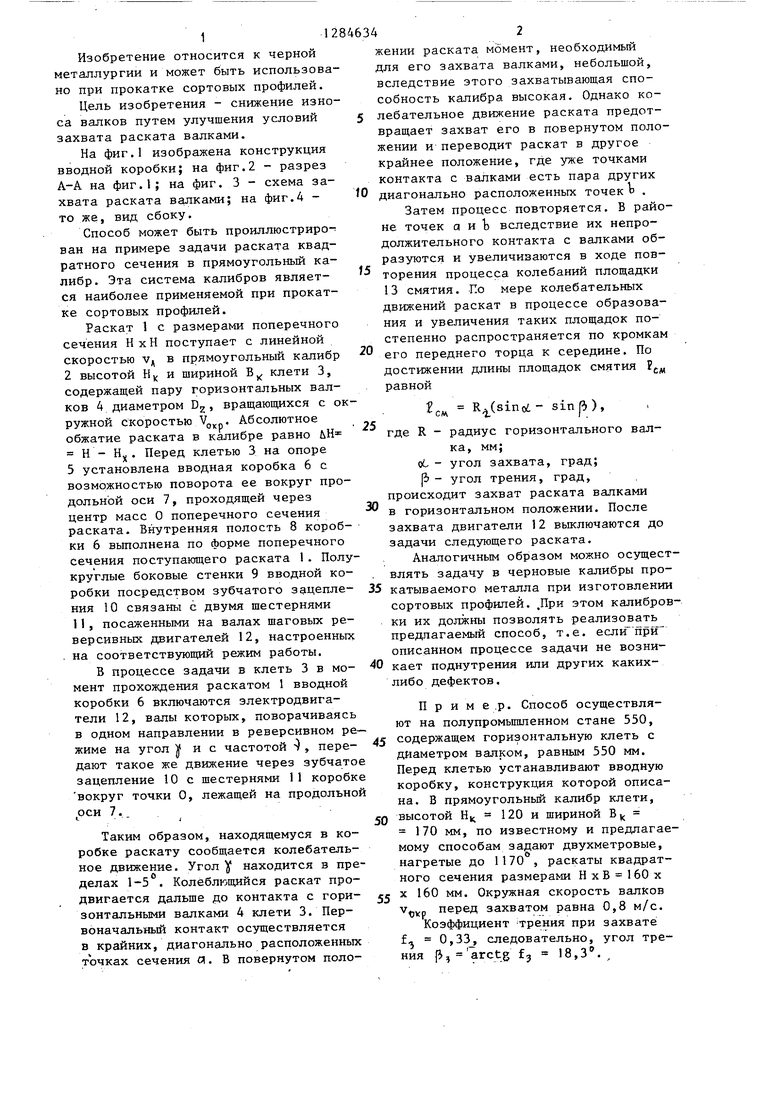
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ реверсивной штучной прокатки сортовых профилей | 1985 |
|
SU1258519A1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛОВЫХ ПРОФИЛЕЙ НА НЕПРЕРЫВНЫХ СТАНАХ | 1992 |
|
RU2048224C1 |
| СПОСОБ ПРОКАТКИ КРУГЛЫХ СОРТОВЫХ ПРОФИЛЕЙ С ИСПОЛЬЗОВАНИЕМ ТРЕХВАЛКОВЫХ КЛЕТЕЙ НА КРУПНОСОРТОВЫХ И РЕЛЬСОБАЛОЧНЫХ СТАНАХ | 2005 |
|
RU2295405C1 |
| Способ прокатки на многониточном непрерывном сортовом стане | 1989 |
|
SU1712010A1 |
| Способ прокатки на непрерывных станах | 1990 |
|
SU1736647A1 |
| Способ прокатки | 1988 |
|
SU1614868A1 |
| Способ прокатки заготовок | 1990 |
|
SU1779416A1 |
| СПОСОБ ПРОКАТКИ | 2009 |
|
RU2405637C1 |
| Способ прокатки сортовых профилей | 1989 |
|
SU1623803A1 |
| Способ задачи раскатов при прокатке в клети трио | 1991 |
|
SU1811921A1 |
Изобретение относится к прокатке и южет быть использовано при из готовлении сортовых профилей. Цель изобретения - снижение износа валков путем улучшения условий захвата раската валками. Способ состоит в том, что в процессе задачи в калибр раскату сообщают колебательное движение с амплитудой 1-5° вркруг продольной оси, проходящей через центр масс поперечного сечения раската. При этом частота колебаний определяется по зависимости: 0,65 ,53/Y, ,| где Vg - окружная скорость валков; Уд - линейная скорость валков. 4ил., 2 табл. СЛ С
.J
Редактор М.Бланар
Составитель М.Коровина
Техред М.Коданич Корректор А.Зимокосов
Заказ 7499/9 Тираж 481 -Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Проиэводстненно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
| Прокйтнре производство: Сб | |||
| на- учн | |||
| трудов /Под ред А.П.Чекмарева | |||
| М.: Металлургия, 1969, т | |||
| Солесос | 1922 |
|
SU29A1 |
| Капельная масленка с постоянным уровнем масла | 0 |
|
SU80A1 |
