X /ХУ«/Х//,
01
1 . 1
Изобретение относится к литейному производству, в частности к модифицированию чугуна в литейной форме.
Цель изобретения - повышение качества разностенных чугунных- отливок при использовании модифицирующей присадки одного фракционного состава во всех ее частях. Части модифицирующей присадки в реакционной камере располагают по крайней мере тремя слоями. Между слоев устанавливают пластинки из легковыжигаемого материала, преимущественно пенополисти- рола. В объеме этих пластин распределены гранулы маг ния в количестве 4-9% от массы пластин.
На чертеже изображена схема осуществления предлагаемог о cnocoda.
Расплав через стояк 1 заливают в литниковую систему. Он взаимодействует с модификатором 2, который разделен выжигаемыми пластинами 3 по крайней мере на три слоя. Взаимодей
ствие расплава с модификатором про25
35
40
исходит в реакционной камере 4. При взаимодействии жидког о чугуна с вышележащим слоем модификатора он вы- мывается и растворяется.Толщина слоя модификатора,уменьшается неравномер- но: со стороны входа расплава в камеру быстрее ввиду более быстрого прогрева модификатора и наличия динамической составляющей скорости входящего потока жидкот о чуг уна, а со стороны входа расплава из камеры - более медленно. Позтому в окончательной стадии взаимодействия жидкого чугуна с.модификатором слоя, когда наступает уменьшение площади их контакта, происходит полностью вымывание модификатора со стороны входа в камеру, и жидкий чугун по каналу, образовавшемуся в результате деструкции пЁНополистироловой вставки поступает на поверхность следующего слоя, а также омывает с двух сторон оставшийся модификатор предыдущего слоя. Это позволяет увеличить поверхность взаимодействия жидкого чугуна с модификатором и тем самым уровнять содержание модификатора в чугуне за весь период заполнения формы. Однако при переходе от одного слоя модификатора к последующему происходит снижение массовой доли модификатора в чугуне вследствие недостаточного прогрева обратной стороны предыдущего и поверхности последующего слоев.
50
55
152
Это снижает содержание магния в чугуне. Снижаются и механические свойства чугуна в соответствующих местах
отливки.
Для устранения указанного недостатка в полистироловую пластину вводят при изготовлении гранулированный магний. В период заполнения зазора между слоями он взаимодействует с жидким чугуном и повышает содержание магния в расплаве. Это позволяет практически устранить неравномерт- ность модифицированного чугуна при переходе от одного слоя модификатора к последующему.
Уменьшение количества слоев модификатора (менее трех) ведет к увеличению толщины слоя модификатора , замедляет процесс растворения модификатора и проникновения жидкого чугуна к полистирольной вставке, что ведет к неоднородности микроструктуры, снижению и неоднородности механических свойств по сечению и высоте отливки.
Снижение содержания магния в пе- нополистироловой пластине ниже 4% ведет к образованию локальных обье- мов в отливке с заниженным содержанием магния и, как следствие, к снижению механических свойств чугуна в этих объемах.
Увеличение содержания магния свыше 9% ведет к дополнительному расходу магния, возможному выбросу металла из литниковой системы, появлению в локальных объемах свободно- структурного цементита.
Толщина слоя модификатора в реакционной камере может быть определена по формуле
Ьт
(1 +
и )-
г де hp - начальная высота модификатора в реакционной камере без учета толщины пластин; Л - допустимое отклонение содержания Mg от среднего значения, %.
Количество пластин п определяется согласно выражения
п
(I
- 1) ,
а толщина пластин определяется из условия возможного заполнения канала, образованног о пенополистирольной
313
пластиной, и может находиться в пределах 5-10 мм,причем уменьшение пластин менее 5 мм может привести к остановке потока металла, а увеличение свьппе 10 мм ведет к необоснованному увеличению расхода металла.
Например, при h 90 мм; z)j t-5%; J j -10% толщина слоя модификатора
, г
h
0,3 90 (1 + 0,05)
0,3- 90 Г (1 - 0,1)
22 мм;
41 мм.
Отсюда количество пенополистироль- ньгх пластин .
90 22
90
41
3 шт;
- 1) 1 шт.
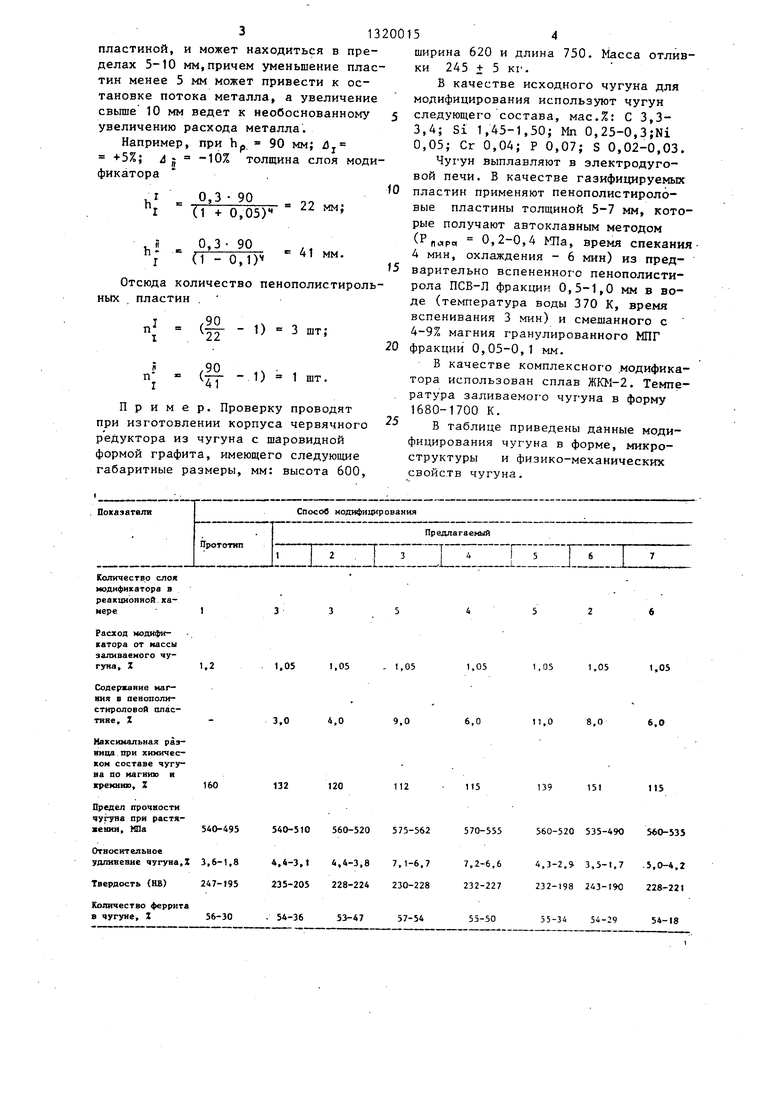
Пример. Проверку проводят при изготовлении корпуса червячного редуктора из чугуна с шаровидной формой графита, имеющего следующие габаритные размеры, мм: высота 600,
Показатели
Количество слоя кодификатора в реакционной камере I
1.2
1,05 1,05 - 1,05
150
540-495
3,6-1,8
247-195
3,0 4,0
132
120
9,0
112
540-510 560-520 575-562
4,4-3,1 4,4-3,8 7,1-6,7 235-205 228-224 230-228
Количество феррита
в чугуне, Z 56-30
54-36
53-47
5
fO
J5
20
25
154
ширина 620 и длина 750. Масса отливки 245 + 5 кг.
В качестве исходного чугуна для модифицирования используют чугун следующего состава, мас.%: С 3,3- 3,4; Si 1,45-1,50; Мп 0,25-0,3;Ni 0,05; Сг 0,04; Р 0,07; S 0,02-0,03.
Чуг ун выплавляют в электродуговой печи. В качестве газифицируемых пластин применяют пенополистироло- вые пластины толщиной 5-7 мм, которые получают автоклавным методом ( 0,2-0,4 МПа, время спекания- 4 мин, охлаждения - 6 мин) из предварительно вспененного пенополисти- рола ПСВ-Л фракции 0,5-1,0 мм в воде (температура воды 370 К, время вспенивания 3 мин) и смешанного с 4-9% магния гранулированного МПГ фракции 0,05-0,1 мм.
В качестве комплексного модификатора использован сплав ЖКМ-2. Температура заливаемого чугуна в форму 1680-1700 К.
В таблице приведены данные модифицирования чугуна в форме, микроструктуры и физико-механических свойств чугуна.
1,03 1,05 1.05 1,05
9,0
6,0
11,0 8,0 6,0
115
370-535
7,2-6,6 232-227
33-50
139151115
360-520535-490560-535
4,3-2,9-3,5-1,7.5,0-4,2
232-198243-190228-221
35-34
34-29
54-18
513
В способе 1 содержание маг:ния в пластине менее 4%, а в способе 5 - более 9%. При осуществлении способов 6 и 7 соответственно использовано два и шесть слоев модификатора.
Из данных табли1ды видно, что предлагаемый способ модифицирования чугуна позволяет уменьшить максимальную разницу химического состава чугуна по магнию и кремнию в различных час- тях отливки с 160 до 112-120%, уменьшить разницу в величине предела прочности чугуна при растяжении с 10 до 2,5-6,5%, в величине удлинения - с 200 до 7-35% и величине твердости (НВ) - с 26,0 до 2,О-15%.Исследование микроструктуры чугуна из различных частей отливок показало, что предлагаемый способ модифицирования позволяет получать в микроструктуре малую разницу по количеству феррита.
Редактор Э.Слйган
Составитель Т.Королева
Техред Н.Глущенко Корректор А.Ильин
Заказ 2559/12 . Тираж 740Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4.
5
0
156
Формула изобретения
Способ модифицирования чугуна в литейной форме, включающий пропускание расплава через реакционную камеру с модифицирующей присадкой, о т- личающийся тем, что, с целью повышения качества разностен- ных чугунных отливок при использовании модифицирующей присадки одного фракционного состава во всех ее частях, части модифицирующей присадки располагают в реакхцюнной камере по крайней мере тремя параллельными горизонтально расположенными слоями, между которыми устанавливают пластины из легковыжигаемого материал преимущественно пенополистирола, с распределенными в объеме этих пластин гранул магния в количестве 4-9% от их массы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки расплава в литейной форме | 1989 |
|
SU1713734A1 |
| Литниковая система для внутриформенного модифицирования | 1982 |
|
SU1044410A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2012 |
|
RU2510306C1 |
| Способ изготовления отливок литьем по газифицируемым моделям | 2015 |
|
RU2619548C2 |
| Способ модифицирования и легирования отливок при литье по газифицируемым моделям | 2017 |
|
RU2675675C1 |
| Способ модифицирования и легирования отливок при формообразовании литьем по газифицируемым моделям | 2020 |
|
RU2744688C1 |
| Модифицирующая смесь | 1986 |
|
SU1440947A1 |
| Литниковая система для внутриформенного модифицирования | 1984 |
|
SU1225681A2 |
| Модифицирующая смесь | 1983 |
|
SU1093722A1 |
| Способ получения высокопрочного чугуна | 1988 |
|
SU1617000A1 |
Изобретение относится к литейному производству, в частности к модифицированию чугуна в литейной форме. Цель изобретения - повышение качества разностенных чугунньк отливок при использовании модифицирующей присадки одного фракционного состава - достигается заливкой расплава через стояк 1 на модификатор 2, разделенный на слои газифицируемыми пластинами 3, помещенными в реакционную камеру 4. Модифицирующая присадка растворяется послойно. В объем пластин при их изготовлении введен магний в виде i-ранул, поддерживающий эффект модифициройания при переходе от слоя к слою присадки. Количество слоев д.б. не менее трех. 1 ил, 1 табл. с Ш (Л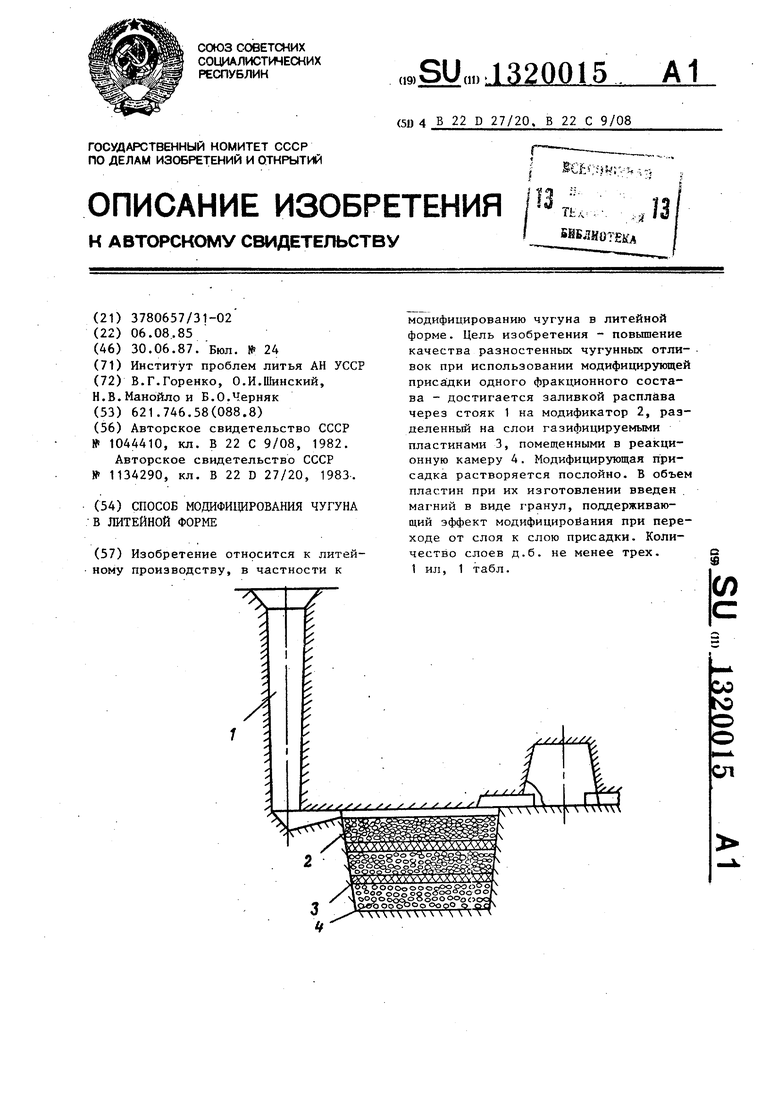
| Литниковая система для внутриформенного модифицирования | 1982 |
|
SU1044410A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ модифицирования чугуна в литейной форме | 1983 |
|
SU1134290A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
