Изобретение относится к изготовлению абразивного инструмента.
Цель изобретения - расширение технологических возможностей инструмента путем обеспечения образования на его поверхности в процессе шлифования пленки импрегнирующего вещества.
Поставленная цель достигается тем, что согласно способу изготовления абразивного инструмента, вклю- чающему его импрегнирование составом, содержащим немодифицированное фенолформальдегидное связующее, и термообработку, операцию термообработки осуществляют на режимах, при которых немодифицированное фенолформальдегидное сбязующее переходит в стадию резитола.
Термообработка на режимах, обеспечивающих переход полимерного связующего в стадию резитола, пропитанного инструмента обеспечивает образование на поверхности абразивных зерен и связки пленки импрегнатора. Основная связка (керамическая или бакелитовая) является прочной, но достаточной хрупкой, как при низких так и при повьппенных температурах. Прочно удерживая абразивные зерна в теле круга, основная связка обеспечивает высокопроизводительное шлифование. В начальный период шлифования пленка импрегнатора является твердой и хрупкой и обеспечивает дополнительное закрепление зерен в теле круга. Накопление тепла в процессе резания приводит к переходу пленки импрегнатора в зластичное состояние. Затупившиеся в процессе шлифования зерна вырываются под действием возросших сил резания из основной связки, но еще некоторое врмя Удерживаются зластичной пленкой импрегнатора, при этом они работают как в полировальном инструменте, снижая шероховатость обрабатываемой поверхности. Таким образом, процесс шлифования и полирования идут практически одновременно.
Состав для пропитки представляет собой 30-60%-ный раствор импрегнатора. В качестве растворителя можно использовать ацетон, зтиловый спирт, 55 фурфурол. Режимы термообработки, обеспечивающие переход немодифицированного фенолфорйальдегидного связующего в стадию В (резитол), зависят
, еы
JO
15
20
25
30
35
122
от вида связующего. Например, при использовании,в качестве связующего жидкого бакелита время перехода в стадию резитола (желатиза1у1я) при 150-160 С составляет не более 60 - 240 с. Контроль стадии поликонденсации после термообработки осуществляется путем выдержки контрольного образца в ацетоне. Связующее в стадии А (резол) растворяется, в стадии В не растворяется, но набухает, в ста- дИи С (резит) - не .растворяется и не набухает.
Дополнительную термообработку кругов при различных температурах проводят следующим образом.
Пример 1. Пропитанные круги термообрабатывают при 60°С в течение 1 ч. Контроль показывает наличие связующего в стадии А. При вращении на станке импрегнатор под действием центробежных сил выбрасывается из круга.
Пример 2. Пропитанные круги термообрабатывают при в течение 3 ч. Контроль показывает наличие связующего в стадии В.
Пример 3. Пропитанные круги гермообрабатывают при 180°С в течение 5 ч. Контроль показывает наличие связую щего в стадии С.
Пример 4. Пропитанные круги термообрабатывают согласно известному способу при 450 С в течение 30 мин.
Результаты испытаний приведены в таблице.
Проведенные испытания показывают, что импрегнированные круги, термооб- работанные по примеру 2, обеспечивают снижение шероховатости пшифоваль- ной поверхности до 3 раз (с 9а до 106 класса). Стойкость кругов до появления прижога при этом изменяется незначительно.
Формула изобретения
1, Способ изготовления абразивного инструмента, при котором смешивают и формируют компоненты абразивРедактор И.Дербак Заказ 7509/18
Составитель В.Воробьев
Техред л. Сердюкова Корректор А.Зимокосов
Тираж 712 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, А
ной массы, термообрабатывают инструмент, после чего импрегнируют его жидким бакелитом и дополнительно термообрабатывают, отличающийся тем, что, с целью расширения технологических возможностей инструмента, дополнительную термообработку осуществляют до момента перехода жидкого бакелита в стадию резитола.
2. Способ по п. 1, отличающийся тем, что дополнительную термообработку проводят в интервале температур ISO-ieO C.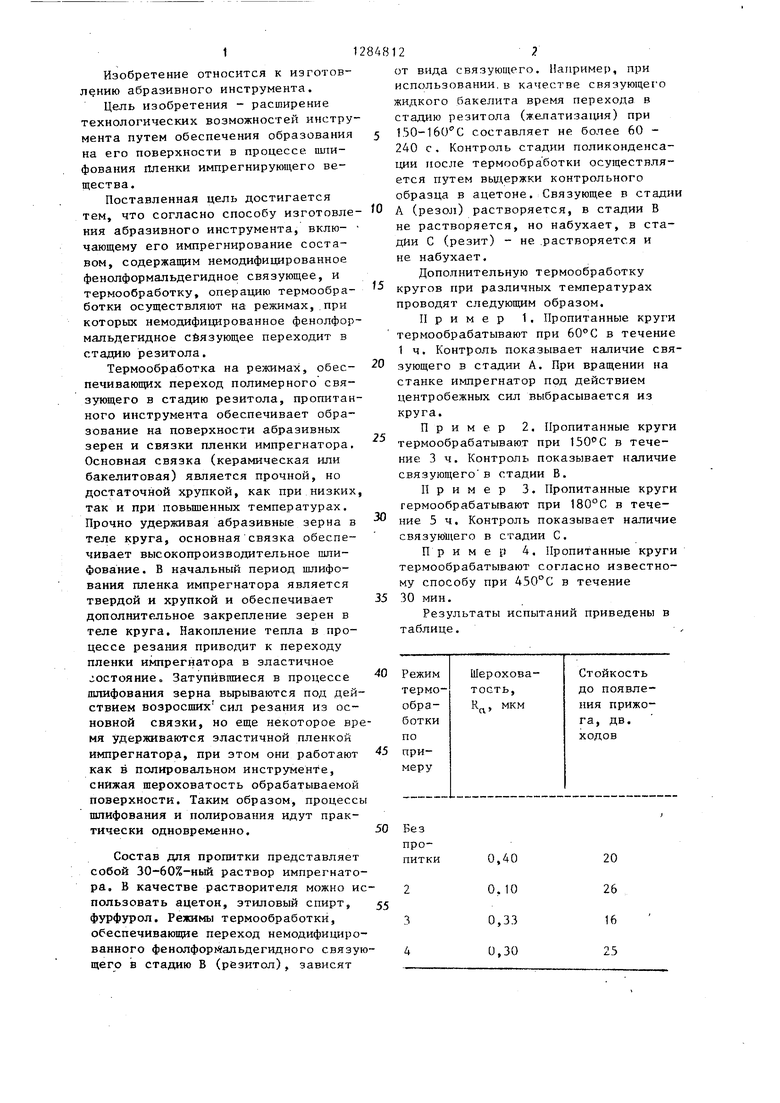
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав для пропитки абразивного инструмента | 1985 |
|
SU1315271A1 |
| Способ импрегнирования абразивного инструмента | 1987 |
|
SU1602721A1 |
| Способ пропитки абразивного инструмента | 1988 |
|
SU1645122A1 |
| Способ пропитки абразивного инструмента | 1987 |
|
SU1407780A1 |
| Состав для пропитки абразивного инструмента | 1986 |
|
SU1349983A1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2010 |
|
RU2440886C1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2013 |
|
RU2513175C1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА НА КЕРАМИЧЕСКОЙ СВЯЗКЕ, ПРЕДНАЗНАЧЕННОГО ДЛЯ ШЛИФОВАНИЯ ПЛАЗМЕННЫХ ПОКРЫТИЙ НА НИКЕЛЕВОЙ И ЖЕЛЕЗНОЙ ОСНОВЕ | 2013 |
|
RU2550681C1 |
| СПОСОБ ПРОДОЛЬНО-ПРЕРЫВИСТОЙ ИМПРЕГНИРОВАННОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2270748C1 |
| Способ пропитки абразивного инструмента | 1986 |
|
SU1366377A1 |
Изобретение относится к пшифо- ванию и позволяет снизить шероховат тость шлифованной поверхности путем термообработки инструмента, предварительно пропитанного полимерным связующим. Термообработку проводят до момента перехода связующего в стадию резйтола. 1 з.п. ф-лы, 1 табл. 00 СХ) 1С
| Способ изготовления абразивного инструмента | 1980 |
|
SU956265A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
