4
о
к
СХ)
Изобретение относится к производству абразивного инструмента, а именно к способам пропитки шлифовальных кругов, работающих без при- менения СОЖ.
Целью изобретения является повышение кромкостойкости инструмента и качества обработки им, а также повьшекие производительности обра- ботки пропитанным инструментом.
Пропитку и термообработку инструмента проводят в Два этапа: сначала раствором состава, мас.%:
Поливиниловый
спирт1-3
Перманганат калия 1-3
ВодаОстальное,
сушат при АО-бО С в течение 3-4 ч, затем пропитьшают раствором состава, мас,%:
Поливиниловый
спирт1-Д
Тиокарбамид 1-5
ВодаОстальное
и сушат при 80-100 С в течение 3-4
Растворы готовят следующим образом.
В нагретой до 60-80- С воде раст- воряют при перемешивании определенн количество поливинилового спирта, полученный раствор охлаждают до комнатной температуры и растворяют в |нем при непрерывном перемешивании рассчитанное количество перманга- ната калия (раствор 1).
В нагретой до бО-вО С воде растворяют при перемешивании определенное количество поливинилового спир- |та, полученный раствор охлаждают до |комнатной температуры и растворяют ;в нем небольшими порциями при неп- ipepHBHOM перемешивании рассчитанное количество тиокарбамида (раствор 2)
Пропитку и термообработку инструмента осуществляют следующим образом.
Шлифовальный круг полностью погружают в раствор 1, выдерживают в нем 5-10 мин, затем извлекают из раствора, дают стечь излишку жидкости из порового пространства круга, круг помещают в суиильньй шкаф и вы epживaют в нем при 40-60 С в тече- кие 3-4 ч, затем извлекают из шкафа |и охлаждают на воздухе до комнатной температуры. Далее круг полностью погружают в раствор 2 на 5-10 мин,
извлекают из рас.твора, помеп(ают в сушиль 1ий шкаф и сушат в нем при 80-100°С в течение 3-4 ч, достают из шкафа и охлаждают на воздухе до комнатной температуры.
Проведение пропитки шлифовальных кругов раствором импрегнатора, одновременно содержапщм тиокарбамид CSdffij), перманганат калия КМпО и поливиниловый спирт (ПВС), не представляется возможным, поскольку при смешении в водном растворе указанных ингредиентов практически сразу образуется объемный коагулянт ряда малорастворимых соединений за счет окислительно-восстановительного взаимодействия между тиокарбами- дом и перманга натом калия. Поэтому пропитку следует проводить в два этапа - раздельно растворами 1 и 2.
Термообработка пропитанного раствором 1 круга проводится при 40-60°С. Проведение термообработки на первом этапе пропитки при температуре вьш1е нежелательно вследствие образования при этом на поверхности круга пленки продуктов полимеризации поливинилового спирта (ПВС), малопроницаемой для растворимых химических реагентов, что препятствует проведению пропитки на втором этапе процесса.
Вторичная пропитка круга (раствором 2) приводит к образованию в его поровом пространстве малорастворимьгх елкодисперсных соединений, образующихся, в основном, за счет взаимодействия тиокарбамида и перманга- ната калия. Образующиеся малорастворимые соединения могут выполнять одновременно роль твердой смазки и химических реагентов, взаимодействующих при высоких температурах шлифования с обрабатьшаемым материалом. Взятый сверхзквивалентно по отношению к перманганату калия тиокарбамид также способен взаимодействовать с обрабатываемым материалом с образованием комплесных соединений железа и его сульфидов. Таким образом, образование малорастворимых соединений в порах круга и наличие там избыточного тиокарбамида способствуют повьшзению производительности шлифования и кромкостойкости образивного инструмента.
Окончательную термическую обработку кругов проводят при 80-100°С.
разующиеся при этом прочные продукты полимеризации ЛВС упрочняют керамическую связку кругов и обеспечивают надежное удержание в связке кругов введенных туда ингредиентов.
Пример 1. Шлифовальные круги пропитывают составом, содержащим, мас,%: ПВС 0,5, перманганат калия 0,5, вода 99, сушат при 30°С в течение 5 ч, затем пропитывают составом, содержащим, мас.%: ПВС 0,5, тиокарбамид 0,5, вода 99, и термооб- рабатывают при в течение 2ч.
Пример 2. Шлифовальные кру- ги пропитьшают составом, содержащим мас.%: ПВС 1, перманганат калия 1, вода 98, сушат при 40 С в течение 4 ч, затем пропитывают составом, содержащим, мас.%: ПВС 1, тиокарбамйд 1, вода 98, и термообрабатьшают при 80°С в течение 3 ч.
Пример 3. Шлифовальные круги пропитывают составом, содержащим мас.%: ПВС 2, перманганат калия 2, вода 96, сушат при 50°С в течение 3,5 ч, затем пропитывают составом содержащим, мас.%: ПВС 2,5, тиокарбамид 3, вода 94,5, и термообраба- тывают при 90°С в течение 3,5ч.
Пример 4. Шлифовальные круги пропитывают составом, содержащим мас.%: ПВС 3, перманганат калия 3, вода 94, сушат при в течение 3 ч, затем пропитывают составом, содержащим, мас.%: ПВС 4, тиокарбамид 5, вода 91, и термообрабатывают при ЮО С в течение 4 ч.
Пример 5. Шлифовальные кру пропитывают составом, содержащим, мас.%: ПВС 4, перманганат калия 4, вода 92, сушат при 70°С в течение 2,5 часов, затем пропитьгоают составом, содержащим, мас.%: ПВС 5,5, тиокарбамид 7, вода 87,5, и термооб
рабатывают при 100 С в течение 5 ч.
Пример 6. П1пифовальные круги пропитывают известным способом и составом, содержащим, мас.%: ПВС 4, меламин 3,5, гексаметилентетрамин 0,7, триэтиленгликоль 0,9, ортофос- форная кислота 36, вода 54,9 прокручивают при скорости 30 м/с и термообрабатывают при в течение 7 мин.
Пропитанными кругами шлифуют сталь, цементированную и закаленную до HRC-60-62.
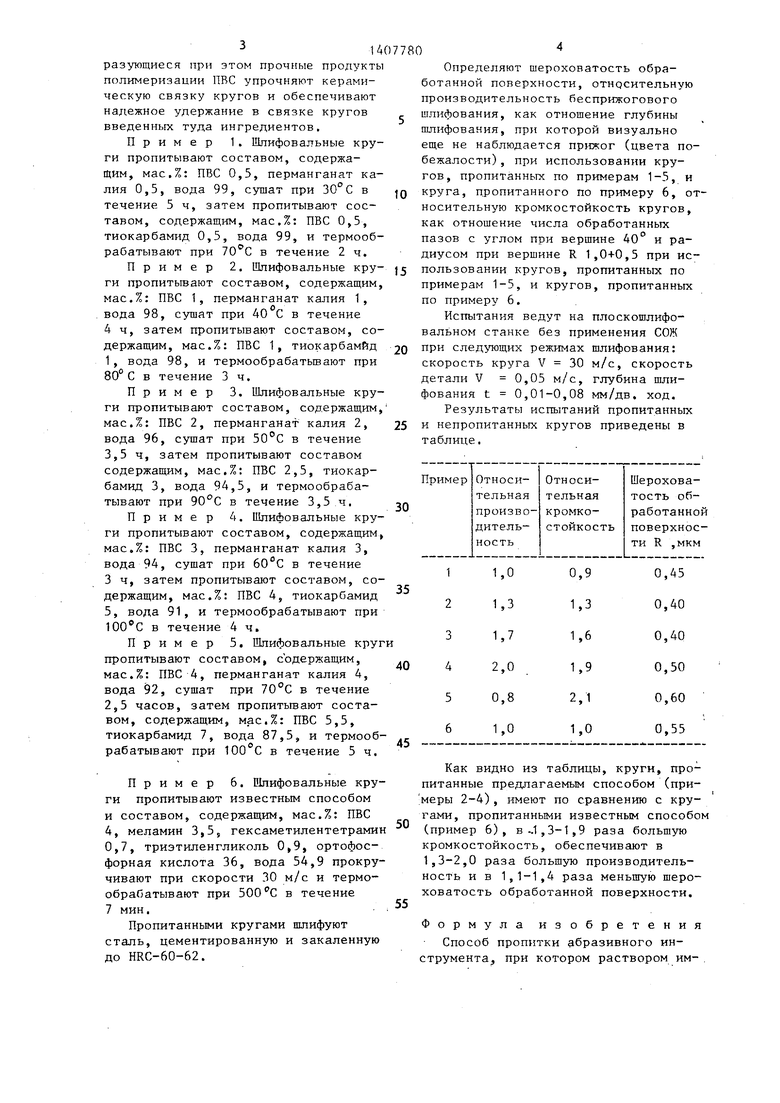
Определяют шероховатость обработанной поверхности, относительную производительность бесприжогового шлифования, как отношение глубины шлифования, при которой визуально еще не наблюдается (цвета побежалости) , при использовании кругов, пропитанных по примерам 1-5, и круга, пропитанного по примеру 6, оносительную кромкостойкость кругов, как отношение числа обработанных пазов с углом при вершине 40° и радиусом при вершине R 1,0+0,5 при использовании кругов, пропитанных по примерам 1-5, и кругов, пропитанных по примеру 6.
Испытания ведут на плоскошлифовальном станке без применения СОЖ при след тощих режимах шлифования: скорость круга V 30 м/с, скорость детали V 0,05 м/с, глубина шлифования t 0,01-0,08 мм/дв. ход.
Результаты испытаний пропитанных и непропитанных кругов приведены в таблице.
35
40
45
Как видно из таблицы, круги, пропитанные предлагаемым способом (при- меры 2-4), имеют по сравнению с кругами, пропитанными известным способом (пример 6), Б-.1,3-1,9 раза большую кромкостойкость, обеспечивают в 1,3-2,0 раза большую производительность и в 1,1-1,4 раза меньшую шероховатость обработанной поверхности.
Формула изобретения
Способ пропитки абразивного ин- струмента при котором раствором имI . 5 14077806
|прегнатора пропитывают инструмент,Перманганат калия 1-3
|а затем его термообрабатьшают, о т -Вода Остальное
йичающийся тем, что, са термообрабатьшают инструмент при
|Целью повьшения кромкостойкости ий- АО-бО С в течение 3-4 ч, затем про|струмента и качества обработки им,питывают раствором состава, мас.%:
пропитывают и термообрабатьшают ин-Поливиниловый спирт 1-4
струмент в два этапа: сначала про-Тиокарбамид 1-5
питывают раствором состава, мас.%:Вода Остальное
Поливиниловый10 и термообрабатьшают при 80-100°С в
спирт 1-3течение 3-4 ч.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки абразивного инструмента | 1987 |
|
SU1504079A1 |
| Способ импрегнирования абразивного инструмента | 1987 |
|
SU1602721A1 |
| Способ пропитки абразивного инструмента | 1988 |
|
SU1645122A1 |
| Способ импрегнирования абразивного инструмента | 1986 |
|
SU1313676A1 |
| Способ импрегнирования абразивного инструмента | 1989 |
|
SU1684009A2 |
| Состав для пропитки абразивного инструмента | 1988 |
|
SU1576299A1 |
| Состав для пропитки абразивного инструмента | 1985 |
|
SU1283069A1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2013 |
|
RU2513175C1 |
| Состав для пропитки абразивного инструмента | 1989 |
|
SU1710324A1 |
| Состав для пропитки абразивного инструмента | 1987 |
|
SU1454675A1 |
Изобретение относится к производству абразивного инструмента, а именно к способам пропитки шлифовальных кругов, работающих без применения СОЖ. Цель изобретения - повьшение кромкостойкости абразивного инструмента и качества обработки им. Пропитку и термообработку инструмента проводят в два этапа. Сначала обрабатывают раствором состава, мас.%: поливиниловый спирт 1-3, перманганат калия 1-3, вода остальное и термооб- рабатывают при температуре 40-60 0 в течение 3-4 ч. Затем пропитывают раствором состава, мас.%: поливиниловый спирт 1-4, тискарбамид 1-5, вода - остальное.и термообрабатыва- ют при температуре 80-100 С в течение 3-4 ч. 1 табл.
| Способ пропитки абразивного инструмента | 1984 |
|
SU1222520A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
