00 О5
0) со
Изобретение относится к обработке металлов абразивным инструментом на бакелитовой связке и касается повышения эксплуатационных свойств этого инструмента путем его пропитки.
Цель изобретения - повьшение стойкости абразивных кругов на бакелитовой связке, увеличение производительности процесса резания и создание благоприятных санитарных условий.
Поставленная цель достигается тем, что абразивные круги на бакелитовой связке пропитывают раствором кремнийорганического лака на поли- метилоксановой основе в толуоле или ксилоле (гост 11066-74). Температура |разупрочнения описываемого импрег- Натора составляет 500°С. При работе не выделяет вредные для человека га- зы.и тем самым создаются хорошие санитарные условия работы.
Введение кремнийорганических сое- динений оказывает значительное инги- бирующее действие на термоокисли- тельную деструкцию фенолформальдегид ных смол, которые входят в связующее абразивного инструмента на бакелитовой связке.
Ингибирующее действие кремнийор- ганического соединения значительно уменьшает окислительное действие частичек металла, налипших на зерна которое ведет к уменьшению температуры поверхности круга, что приводит к увеличени1( стойкости и производительности абразивного инструмента.
Благодаря высокой температуре разупрочнения и ингибирующего действия кремнийорганического лака зерна более прочно удерживаются в связке, что приводит к повьшению- стойкости абразивного инструмента в 2-3 раза по сравнению с абразивными кругами, пропитанными известным составом.
Производительность процесса при это увеличивается в 2,2 раза.
Следовательно, кремнийорганичес- кие соединения, обладающие упрочняю щим свойством, стойким к высоким температурам резания,-прочно удерживают абразивные зерна в связке,уменшают износ круга и увеличивают про- изводительность процесса резания.
Применение предлагаемого способа пропитки абразивных кругов по сравннию с известным позволяет увеличить стойкость абразивных кругов, производительность процесса резания и со
дания благоприятных санитарных условий рабочего места. В качестве примеров в предлагаемом способе пропитк кремнийорганическими лаками на поли- метилоксановой основе приводятся лаками КО-813, КО-079, ЭМ-5.
Способ реализуется для всех трех примеров одинаково. Помещают круги н тележку печи, закатывают тележку в печь и сушат круги в печи при 60- 80 с в течение 0,5 ч. Затем выкаты- вают тележку и помещают круги в ванну с лаком. Вьщерживают круги не менее 10 мин. Вынимают круги из ванны, помещают на лоток стока и вьщержива- ют круги на воздухе в течение 8ч. После этого помещают круги на тележку печи и при 60-80°С сушат в течение 6 ч,, а при 180-190°С подвергают термообработке в течение 2 ч.
I-
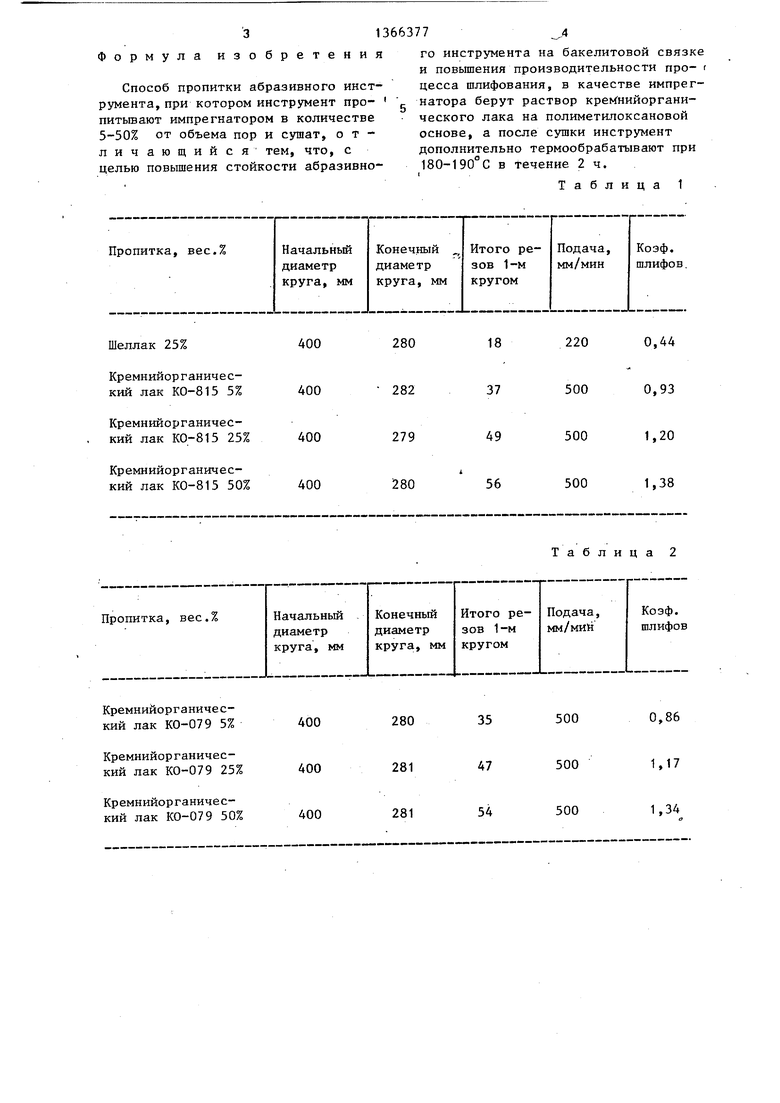
В табл. 1, 2 и 3 приведены результаты испытания абразивных кругов, пропитанных шеллаком и кремнийорганическими лаками КО-815. КО-079 и ЭМ-5. Испытание кругов, пропитанных лаками, проводили при резании заготовок из стали 45 диаметром 45 мм, абразйвньми отрезными кругами 400 х X 4 X 32 14А63-Н СТБ 50 м/с на абразивноотрезном станке модели 8В240.
Стойкость абразивных кругов, пропитанных шеллаком и кремнийорга- ническими лаками, оценивали коэффи- циентом шлифования К, представляющим собой отношение объема снятого металла к объему изношенного круга
К
VM
7d:
И-п
(D - D5)h
n
ааг
де Vj, - объем снятого металла, мм ,
V - объем изношенного абразива, ц 3 мм ,
начальный диаметр круга,мм,
конечньй диаметр круга, мм,
высота круга (ширина реза),
мм,
диаметр заготовки,
количество резов..
DH DK h n Чем больше коэффициент шлифования, тем больше стойкость круга и тем больше резов им можно сделать до его полного износа.
Формула изобретения
Способ пропитки абразивного инстго инструмента на бакелитовой связке и повьшения производительности про- цесса шлифования, в качестве импрег

| название | год | авторы | номер документа |
|---|---|---|---|
| Состав для пропитки абразивного инструмента и способ его приготовления | 1987 |
|
SU1479264A1 |
| Способ пропитки абразивного инструмента | 1990 |
|
SU1756131A1 |
| Способ изготовления абразивного инструмента | 1979 |
|
SU850368A1 |
| Масса для изготовления абразивного инструмента | 1981 |
|
SU965749A1 |
| Способ изготовления абразивного инструмента | 1985 |
|
SU1284812A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ КРУГОВ (ВАРИАНТЫ) | 1995 |
|
RU2084328C1 |
| Состав для пропитки абразивного инструмента | 1988 |
|
SU1576299A1 |
| Способ изготовления абразивного инструмента | 1989 |
|
SU1798148A1 |
| Способ изготовления абразивного инструмента | 1980 |
|
SU956265A1 |
| Масса для изготовления абразивного инструмента | 1982 |
|
SU1000256A1 |
Изобретение относится к области обработки металлов абразивным инструментом на бакелитовой связке и касается повьшения эксплуатационных свойств этого инструмента путем его пропитки. Цель изобретения - повышение стойкости абразивных кругов, увеличение производительности процесса резания и создани%- благоприятных санитарных, условий. Для этого абразивный инструмент пропитывают раствором кремнийорганического лака на полиметилоксановой основе, сушат его, а затем термообрабатывают при температуре 180-190°С в течение 2 ч. Введение кремнийорганических соединений оказывает значительное ингибирующее действие на термоокислительную деструкцию фенолформальдегидных смол, которые входят в связующее абразивного инструмента на бакелитовой связке. Ингибирующее действие кремнийоргани- ческого соединения значительно уменьшает окислительное действие частичек металла, налипших на зерна, которое ведет к уменьшению температуры поверхности круга, что приводит к увеличению стойкости и производительности абразивного инструмента. Благодаря высокой температуре разупрочнения и ингибирующего действия кремнийорганического лака зерна более прочно удерживаются в связке, что приводит к повьшению стойкости абразивного инструмента. 3 табл. с ifi (Л
румента, при котором инструмент про- натора берут раствор кре1 нийорганипитьшают импрегнатором в количестве 5-50% от объема пор и сушат, отличающийся тем, что, с целью повьшения стойкости абразивноческого лака на полиметилоксановой основе, а после сушки инструмент дополнительно термообрабатывают при 180-190°С в течение 2ч.
I
Кремнийорганический лак КО-079 5%
Кремнийорганический лак КО-079 25%
Кремнийорганический лак КО-079 50%
ческого лака на полиметилоксановой основе, а после сушки инструмент дополнительно термообрабатывают при 180-190°С в течение 2ч.
I
Таблица 1
35
47
54
500
500
500
0,86 1,17 1,34
Кремнийорганичес- кий лак ЭМ-5 5%
Кр емнийор ганиче с- кий лак ЭМ-5 25%
Кремнийорганичес - кий лак ЭМ-5 50%
Таблица 3
34
45
52
500
500
500
0,84
t,3
| СПОСОБ ПОВЫШЕНИЯ ТВЕРДОСТИ АБРАЗИВНОГО ИНСТРУМЕНТА | 0 |
|
SU337245A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
