1
1
Изобретение относится к машиностроению и приборостроению и предназначено для автомЬтизации технологических процессов сборки с применением промьшленных- роботов и манипуляторов.
Цель изобретения - повышение надежности осуществления процесса сборки.
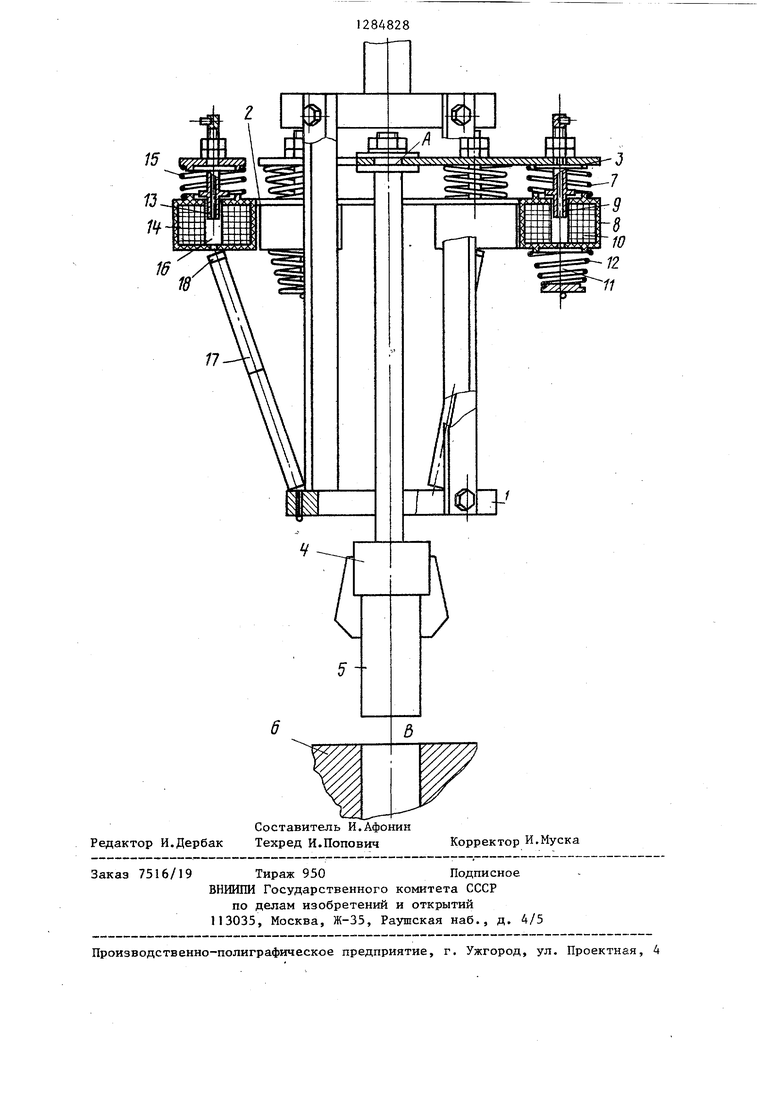
На чертеже изображен схват.
Схват содержит корпус 1 и соосно расположенные промежуточное кольцо 2,-диск 3 и захватывающий орган 4 с удерживаемой деталью 5, предназначенной для сопряжения с базовой втулкой 6, Диск 3j имекяций, например, форму в виде трех лепестков, подпружинен относительно промежуточного кольца 2 при помощи по меньшей мере трех упругих элементов (цилиндрических пружин) 7. К кольцу 2 по окружности прикреплены две группы электромагнитов, расположенных в корпусах В, выполненных из диэлектрического материала. Каждая из эти групп состоит по меньшей мере.из трех электромагнитов.
Якоря 9 электромагнитов IО одной группы жестко прикреплены к диску 3 и расположены внутри цилиндрических пружин 7. Со стороны каждого из электромагнитов 10 к якорям 9 присодинены гибкие звенья (тросики) 1, подпружиненные коническими пружинами 12 относительно корпусов 8 электромагнитов 10. Якоря 13 электромагнитов 14 другой группы подпружинены цилиндрическими пружинами 15 относительно промежуточного кольца 2 и со стороны каждого из электромагнитов 14 соединены с наклонными к оси схв та гибкими элементами (тросиками) 1 Тросики 16 продеты через втулки 17 сквозь электромагниты 4. Одной из втулок является пьезокерамическое кольцо 18, электроды которого соеди нены через плечи измерительного моста к устройству управления (не показаны) . Устройство управления соединет обмотки электромагнитов 10 и 14 с источником энергии (не показан). Схват работает следующим образом Промышленный робот грубо позиционирует схват вместе с устанавливае
мой деталью 5 над жестко закрепленной55 магнита 14 к источнику энергии че- в сборочном приспособлении базовой рез управляющее устройство происхо- втулкой 6 и производит движение соп- дит втягивание якоря 13, например, ряжения, сближая эти детали. При совпадении осей симметрии собираемых дедо упора. После этого усилие прижатия втулок 1 7 уменьшается и цилиндри
0
5
0
талей происходит их сборка. Если же оси не совпадают, то при контакте соединяемых деталей по фаскам на свободный конец устанавливаемой детали 5, удерживаемой захватным органом 4, действуют силы и моменты, смещающие устанавливаемую деталь 5 в сторону сопряжения с базовой втулкой 6, деформируя при этом пружины 7, 12 и 15. Усилие сборки от корпуса 1 к детали 5 передается через элементы схва- та в следующей последовательности: корпус 1 - тросик 16 - предварительно сжатая пружина 15, поджимающая 5 втулки 17 и кольца 18 к корпусам 8 электромагнитов 14, - кольцо 2 - диск 3, подпружиненный относительно коль- ца 2 пружиной 7, - стержень захватного органа 4 - устанавливаемая деталь 5.
В случае торцового контакта возникающие при взаимодействии собираемых деталей усилия направлены перпезадику- пярно торцовым поверхностям деталей и не позволяют сместить устанавливаемую деталь 5 в сторону отверстия базовой втулки 6. При таком взаимодействии деталей на измерительных электродах пьезокерамических колец 18 появляется разность потенциалов, сигнализирующая о деформациях колец 18. Зти сигналы поступают в устройство управления и в зависимости от показаний , измерительных электродов устройство . 5 управления подключает к источнику энергии обмотки конкретных электромагнитов 10 и 14„ При включении гтих электромагнитов (10 и 14) или их комбинаций происходит втягивание на определенную величину, в зависимости от подаваемой силы тока, якорей 9 и 13 и разворот упругой части совместно с захватным органом 4, удерживающим устанавливаемую деталь 5. При включении обмотки электромагнита 10 происходит втягивание якоря 9, например, до упора и разворот диска 3 относительно промежуточного кольца 2 вокруг точки А, находящейся в плоскости диска 3 на оси симметрии схвата. При этом осуществляется конкретная ориентация захватного органа 4 и соединяе влх деталей.
При подключении обмотки электро0
0
5
магнита 14 к источнику энергии че- рез управляющее устройство происхо- дит втягивание якоря 13, например,
до упора. После этого усилие прижатия втулок 1 7 уменьшается и цилиндрические пружины 15 других наклонных гибких элементов, стремясь уменьшить угол наклона между корпусом 1 и торцами втулок 17, а также между последними и корпусами 8 электромагнитов 14, разворачивают промежуточное кольцо 2 совместно с диском 3, (Захватным органом 4 и устанавливаемой деталью 5 относительно корпуса Л вокруг точки В - точки пересечения осей симметрии наклонных вту- пок 17.
Разворот устанавливаемой детали 5 вокруг точек А и В позволяет осуществить сложное пространственное движение, необходимое для реализации процесса сборки, и устранение закли- ;Нивания деталей. Благодаря наличию как активных - приводных, так и пассивных - упругих, элементов в конструкции схвата-повьшается надежность осуществления процесса сборки.
Формула изобретенная
Схват, содержащий корпус и соосно расположенные захватывающий орган, промежуточное кольцо и диск, жестко закрепленный на захватывающем оргаO
5
0
5
не и подпружиненный относительно промежуточного кольца с помощью по меньшей мере трех упругих элементов, а также по меньшей мере три наклонных к оси схвата гибких элемента, соединяющих промежуточное кольцо с корпусом, точка пересечения осей которых находится на общей оси симметрии схвата, отличающийся тем, что, с целью повьш1ения надежности процесса сборки, на промежуточном кольце установлены две группы электромагнитов, состоящие по меньшей мере из трех электромагнитов каждай, обмотки которых подключены к управляющему устройству, причем якоря электромагнитов одной группы жестко соединены с диском и подпружинены относительно корпусов этих электромагнитов, а якоря электромагнитов другой группы подпружинены относительно промежуточного кольца и соединены с наклонными гибкими элементами с дополнительно установленными на них измерительными элементами, выполненными в виде пьезокерамических ко- лец, электроды которых подключены к управляющему устройству.
15
Составитель И.Афонин Редактор И.Дербак Техред И.Попович Корректор И.Муска
Заказ 7516/19 Тираж 950Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Исполнительный орган манипулятора | 1987 |
|
SU1493460A1 |
| Устройство для сборки | 1984 |
|
SU1177113A1 |
| Устройство для сборки деталей типа вал-втулка | 1985 |
|
SU1284767A1 |
| Головка манипулятора | 1983 |
|
SU1085807A1 |
| Схват | 1982 |
|
SU1074712A1 |
| ГАЗОВЫЙ ИНЖЕКТОР | 2006 |
|
RU2341677C2 |
| ЗАХВАТНОЕ УСТРОЙСТВО | 1991 |
|
RU2022781C1 |
| Сборочно-захватное устройство | 1987 |
|
SU1468743A1 |
| Исполнительный орган сборочного манипулятора | 1980 |
|
SU961939A1 |
| Многопозиционное захватное устройство | 1981 |
|
SU994254A1 |
Изобретение относится к машиностроению и может быть использовано для автоматизации процессов сборки с применением промьшшенных роботов и манипуляторов. Целью изобретения является повышение надежности процесса сборки за счет создания направленных перемещений захватного органа схвата в момент соединения деталей. Для осуществления этих перемещений использованы приводные элементы-электромагниты, расположенные на промежуточном кольце, обмотки которых соединены с управляющим устройством. Кроме того, схват снабжен пьезокерамическими кольцами, надетыми на гибкие элементы. Кольца позволяют измерять деформацию наклонных гибких элементов и, таким образом, судить о взаимном положении соединяемых деталей. 1 ил. ю 00 00 ю 00
| Патент США № 4155169, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
