/8 16
Изобретение относится к машиностроению и приборостроению, а именно к конструкция1М манипуляторов и промьгп ленных роботов, и может быть применено при автоматизации технологических процессов сборки резьбовых соединений, а также для уг.ловой ориентации шлицевых и шпоночних деталей при их сборке.
Известна головка схвата нромышлеиного робота, содержащая электромагнитное устройство, упругие подвески и захватные рычаги с их приводомГПОднако конструкция известной 1Ч)ловки не позволяет осуществить свинчивание резьбовых изделий, поскольку возвратно-посту.пательные вращательные движения в известной конструкции не могут быть преобразованы в дискретные враьцательные движения в одну или другую сторону в зависимости от направления свинчивания.
Целью изобретения является расц|иреь ие технологических возможностей головки при выполнении сборочных операций, в частности онераций свинчивания при „чюбом чис.пе витков резьбы.
Поставленная цель достигается тем, Шо головка манипулятора, содержащая электромагнитный вибратор, якорь которого связан с рукой манипулятора через упругие элементы, и захватные рычаги с нризо.дом, снабжена муфтой, установленной внутри якоря, и свнзанны.ми между собой, naiipnмер, щлицевым соедип ением, гг лкой и иь:струментом, при этом втулка установлена внутри муфты, а инст;1)умент и втулка связаны с якорем упругими элеме тамк, например БИНТОВЫМИ пружинами снкатия.
Кроме того, муфта В)полне а в виде пьезокерa.viического кольн.а.
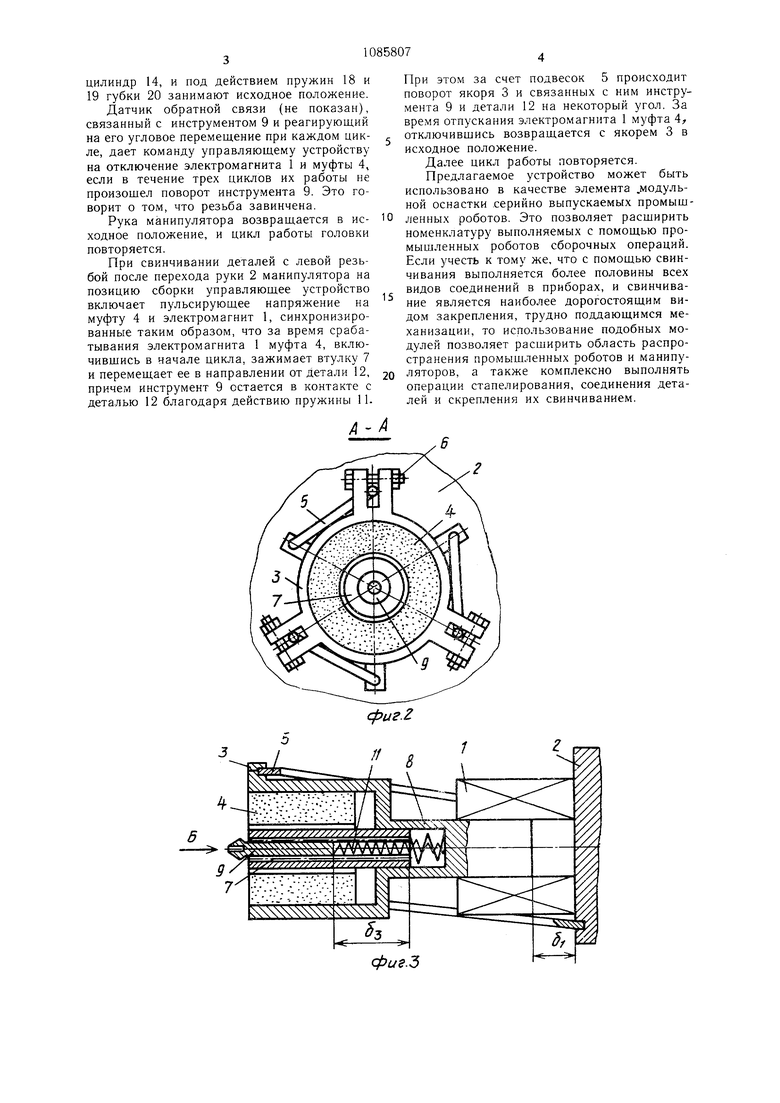
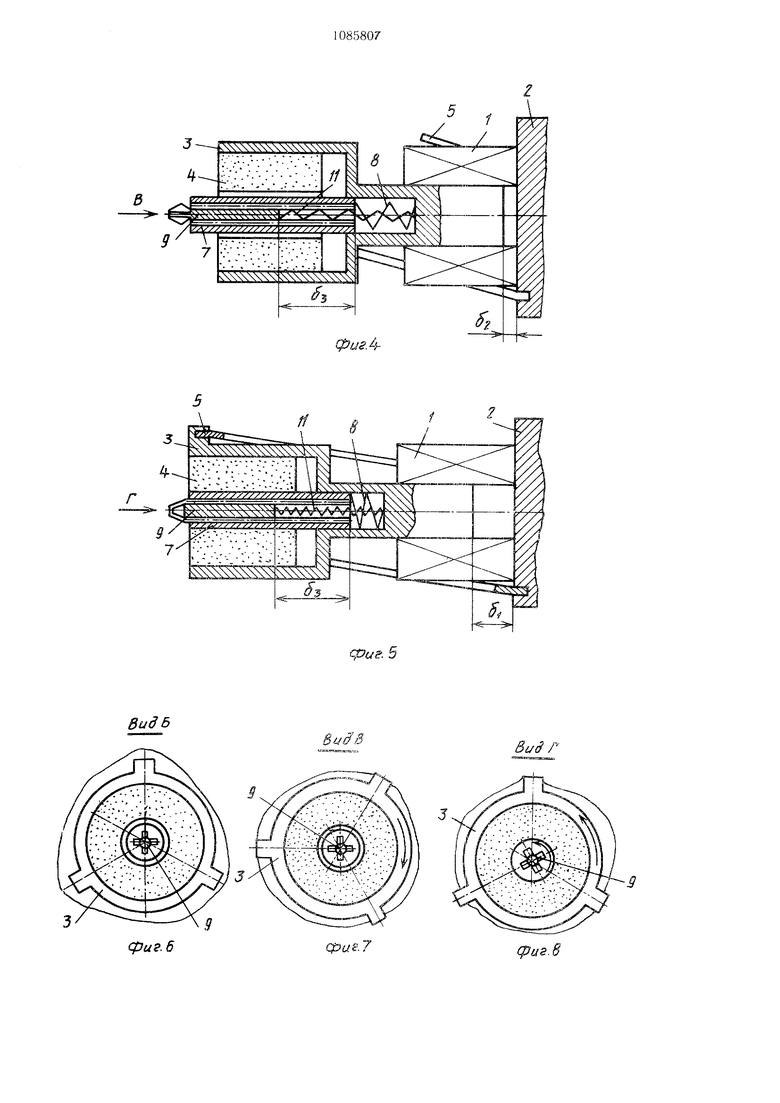
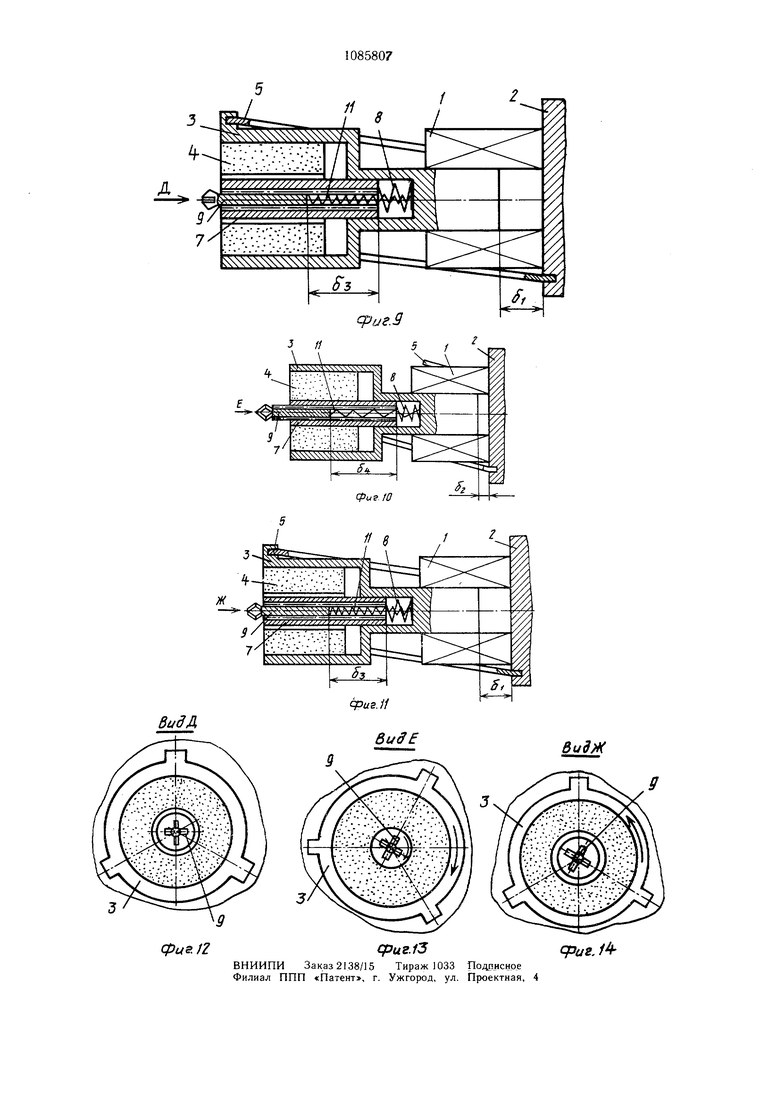
На фиг. 1 схематически нре.чстав.Кна предлагаемая оловка, общий вид с частичным разрезом; на фиг. 2 - - разрез А А на фиг. 1; на фиг. 3- о взаимоноложение частей оловки (без захватных рь;чагов и их привода) соответственно вначале. в середине и в конце н)и работе с правыми резьбами; на фиг. 6 - вид Б на . 3j на фиг. 7 - вид В на фиг. 4; :-ia фиг. 8 вид Г на фи1. 5; на сЬиг. 9 I взаимное положение частей го.ловкл ifir-i рычагов и их привода) соогвс сч веи1:() вначале, в середине и в ко:нце цикла нрл i;aботе елевыми резьбами; на фиг. 1;2 вид ,,Ч, на фиг. 9; на фиг. i3 -- BH;I, Г-, на фи;. 10; на фиг. 14 -- вид Ж, на (риг. П.
Головка содер;жит электромаши 1, ирмо и катущка которого неподвижно ;,акре1;лены на руке 2 .манинулятора. Яко|)ь 3 выполнен полым. В 1утри него ио.мещена муфта 4, вьщолн.енная в виде ньезокера.мического кольца, и Oil связан с рукой 2 манипулятора упругими подвесками 5, жесткость которых регулируется зажимами 6 и которые установлены под угло.ч к действию си.ч электромагнита. На пьезокерамическом
и.меются электроды (не показаны) для подачи ;на isero переменного электрического на1|ряжения. Муфта 4 охватывает втулку 7, которая 11одпруж;-1нена к якорю пружиной 8. Вту;1ка 7 связа;ча с находящи.мся внутри ее завинчи1 ающим инструментом 9 шлицевым сосди| ением 10, которое дает возможность BTVviKc 7 поступательно перемещаться относитс.льно инструмента 9. Пружина 11 сжатия ноджимает инструмент к завинчиваемой дергали 12. Б руке 2 манипулятора закренлещ.1 захватные рычаги 13, привод которых выполнен например, в виде пневмоцилиндра 14 с конусом 15. Оси 16 рычагов 13 iOIyт |;еремещаться по пазам 17. Рычаги
13связаны с рукой 2 манинулятора пружимами 18 и :9. Н,а захват;ных рычагах 13 укреплены губки 20 с самоцентрирующимися э.ле.ментами 21, позволяюн.и.ми использовать головку для широкой номенклатуры деталей 12. Деталь 12 зажата между чеQ тырьмя роликами 22, что дает возможность ей совепшать винтовое движение при свинчивании.
Го.ловка работает следующим образом.
В исходном положении рука 2 манипу.мятора находится на загрузочной позиции.
5 Электромагнит , муфта 3 и пнев.моцилиндр
14отключены, губки 20 разведены. После ностугкления дета.ли 12 в зазор .между юликами 22 но команде управляюц.его уст1)ойства (не показано) гп- евмоцилиндр 14 при помощи конуса 15 производит замыкание ;-убок 20 на детали 12. .сос.ле -lero вследствие продолжающегося перемещения коHvca 15 нроисходит движение осей рычагов 13 но пазам 17. что позволяет ввести деталь 12 н контакт с инстпхментом 9, сжав
П1) 11.
П(;сл( : ерехода руки 2 манипулятора на ) сборки при свинчивании деталей с правой резьбой управляющее устройство подаст пульсирующее синхронизированное нао ; ряже}1ие i-ia муфту 4 и электро.магнит 1. При этом время срабатывания электро.магиига якорь 3 перемещается в направлении от детали 1.2, сжимая упругие подвески 5. npii эчом за счет подвесок 5 происходит по.чорот якоря с муфтой 4 на определенный yi-o.;i. .)h;m зависит от жесткости под.весок 5 и регулируется зажимами 6, после че1о включается муфта, 4, схватывая влулку 7. )а зремя ;угн скания электромагнита 1 под действием подвесок 5 якорь 3 возвращается ii исход 1ое положение, поворачивая зажатую 7 и связанные с ней инструмент 9 и деталь 12, иосле чего отключается муфта 4.
Далее ;UIK.I работы электрома1-нита 1 и Myct)TBi 4 повторяется.
jПо ист-счеиии времени, достаточного для
завинчива.-щя детали 12 в С01;ряженное с 11ей (пе щжазано) па два-три вигка, у11)авля}ощее -:стройство отключает нев.моцилиндр 14, и под действием пружин 18 и 19 губки 20 занимают исходное положение. Датчик обратной связи (не показан), связанный с инструментом 9 и реагирующий на его угловое перемещение при каждом цикле, дает команду управляющему устройству на отключение электромагнита 1 и муфты 4, если в течение трех циклов их работы не произощел поворот инструмента 9. Это говорит о том, что резьба завинчена. Рука манипулятора возвращается в исходное положение, и цикл работы головки повторяется. При свинчивании деталей с левой резьбой после перехода руки 2 манипулятора на позицию сборки управляющее устройство включает пульсирующее напряжение на муфту 4 и электромагнит 1, синхронизированные таким образом, что за время срабатывания электромагнита 1 муфта 4, включивщись в начале цикла, зажимает втулку 7 и перемещает ее в направлении от детали 12, причем инструмент 9 остается в контакте с деталью 12 благодаря действию пружины 11. При этом за счет подвесок 5 происходит поворот якоря 3 и связанных с ним инструмента 9 и детали 12 на некоторый угол. За время отпускания электромагнита 1 муфта 4, отключивщись возвращается с якорем 3 в исходное положение. Далее цикл работы повторяется. Предлагаемое устройство может быть использовано в качестве элемента .модульной оснастки серийно выпускаемых промышленных роботов. Это позволяет расщирить номенклатуру выполняемых с помощью промышленных роботов сборочных операций. Если учесть к тому же, что с помощью свинчивания выполняется более половины всех видов соединений в приборах, и свинчивание является наиболее дорогостоящим видом закрепления, трудно поддающимся механизации, то использование подобных модулей позволяет расширить область распространения промышленных роботов и манипуляторов, а также комплексно выполнять операции стапелирования, соединения деталей и скрепления их свинчиванием.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборочно-захватная головка манипулятора | 1984 |
|
SU1191281A1 |
| Манипулятор | 1985 |
|
SU1313691A1 |
| Устройство для установки вала в отверстие | 1988 |
|
SU1657328A1 |
| Схват | 1985 |
|
SU1284828A1 |
| Захватное устройство | 1991 |
|
SU1816688A1 |
| МНОГОПОЗИЦИОННОЕ ЗАХВАТНОЕ УСТРОЙСТВО МАНИПУЛЯТОРА | 1992 |
|
RU2033918C1 |
| Сборочно-захватное устройство | 1987 |
|
SU1468743A1 |
| Промышленный робот | 1982 |
|
SU1125127A1 |
| Исполнительный орган манипулятора | 1987 |
|
SU1493460A1 |
| Минипулятор | 1990 |
|
SU1743849A1 |
1. ГОЛОВКА МАНИПУЛЯТОРА, содержащая электромагнитный вибратор, якорь которого связан с рукой манипулятора через упругие элементы, и захватные рычаги с приводо.м,и отличающаяся тем, что, с целью расширения технологических возможностей за счет осуществления свинчивания резьбовых изделий, она снабжена муфтой, установленной внутри якоря вибратора, и связанными между собой шлицевым соединением, втулкой и инструментом, при этом втулка установлена внутри муфты, а инструмент и втулка связаны с якорем упругими элементами. 2. Головка по п. 1, отличающаяся тем, что муфта выполнена в виде пьезокерамического кольца.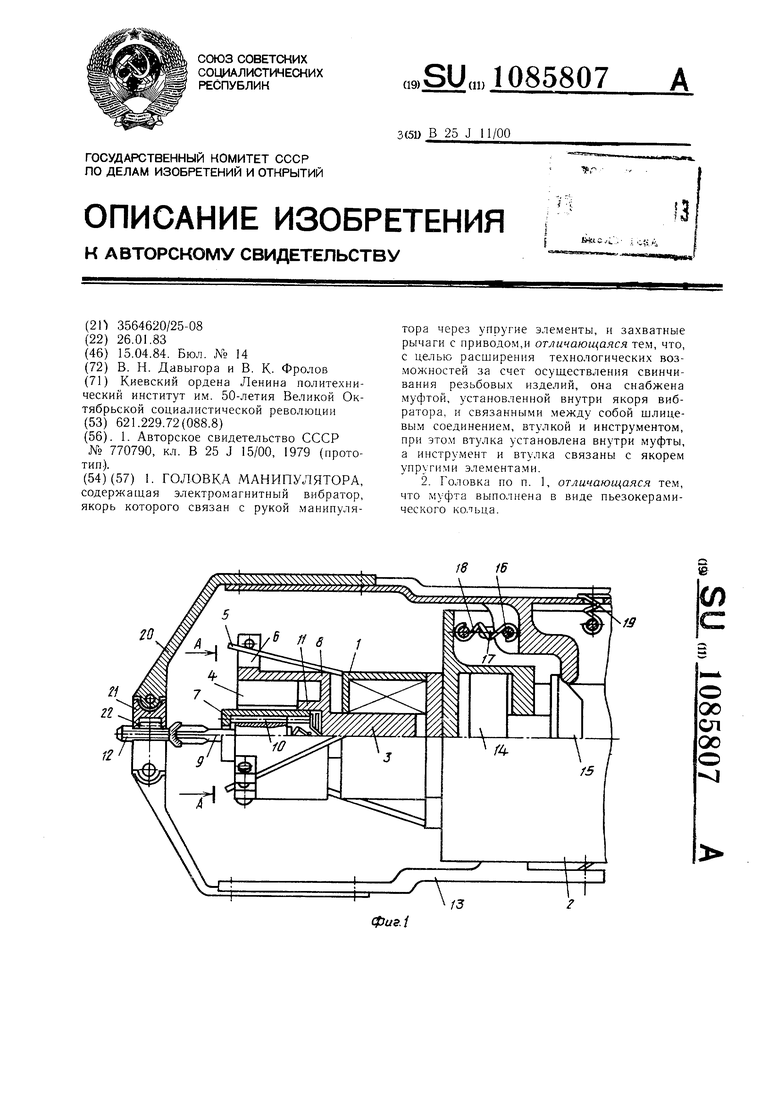
Вид 5 BijdB ВиЗ Г
| , 1 | |||
| Захватная головка манипулятора | 1979 |
|
SU770790A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
