Изобретение относится к области термической обработки и касается способа обработки изделий фасонного профиля типа турбинных логаток.
Целью изобретения является повы- шение качества обработки лопаток.
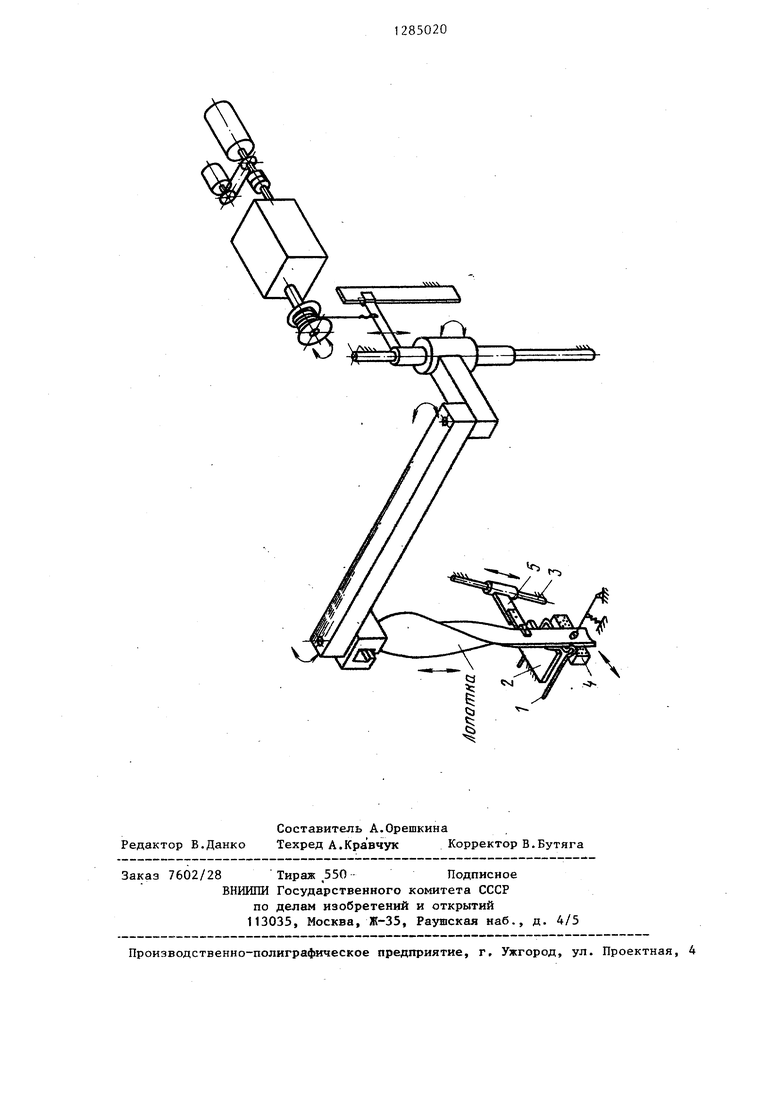
На чертеже изображена схема, поясняющая осуществление способа.
Способ осуществляют следующим образом.
Обрабатываемое изделие, например лопатку со вставкой в бандажном отверстии, подвергнутую объемной термической обработке (закалка с отпуском) жестко закрепляют. Устанавлива- ют зазор между индуктором 1 и закаливаемой поверхностью лопатки с помощью шаблона 2,
Нагревательный индуктор представляет собой, по меньшей мере, один .виток, имеющий криволинейную и прямолинейную части.
Лопатку, подлежащую закалке, устанавливают таким образом, чтобы входной ее конец входил в зону индуктора со стороны прямолинейного участка витка.
Включают индуктор и изделие перемещают в вертикальном направлении и поворачивают вокруг вертикальной оси. Кроме того, лопатку дополнительно перемещают поступательно вдоль витка индуктора путем перемещений по направляющей 3, кривизна которой СООТ-
ветствует кривизне обрабатьгеаемой поверхности.
Охлаждение в процессе закалки осуществляют водой, подаваемой в спрейер 4, устанавливаемый в непосредствен ной близости от индуктора.
В момент включения двигателя, осуществляющего непрерывно-последовательное вертикальное перемещение лопатки, на активной части витка индуктора с магнитопроводом создается определенная плотность тока, обеспечивающая требуемую температуру закалки на поверхности изделия при заранее заданной скорости вертикального пере- мещения.
Направляющей 3 может служить ось, изогнутая в соответствии с кривизной обрабатываемой поверхности, по которой движется, например поводок 5, жестко связанный с зажимом, установ- леннь1М на лопатке. Ввиду того, что лопатки паровых турбин изготавливаются в двух исполнениях: правая и ле
вая, предусматривают две направляющи устанавливаемые по обе стороны от оси лопатки.
Поскольку крупногабаритные лопатки имеют бандажные отверстия с утолщениями, то без каких-либо дополнительных мер в отверстии в силу краевого эффекта будет возникать перегрев, а из-за выпуклости поверхности в месте утолщения уменьшится зазор между индуктором и обрабатываемой поверхностью, что также повлечет перегрев поверхности. Во избежание колебания температуры в зоне бандажного отверстия лопатки в него вставляют заглушку, форма выступающей части которой определяется величиной зазор между шаблоном и индуктором.
Предлагаемый способ в сравнении с известным позволяет получить требуемую ширину закаленной зоны на всей протяженности лопатки, подвергаемой термической обработке.
Способ упрочнения с помощью закалки применим как для лопаток паровых турбин,- так и для других изделий фасонного профиля с большим радиусом кривизны поверхности. Формула изобретени
1,Способ непрерывно-последовательной закалки изделий фасонного профиля, преимущественно турбинных лопаток, включающий нагрев с помощью индуктора с прямолинейным участком, охлаждение при перемещении изделия в вертикальной плоскости и повороте вокруг вертикальной оси с фиксацией зазора между индуктором
и изделием с помощью шаблона, отличающийся тем, что, с целью повьшения качества закалки кромок, лопаток, одновременно с перемещением изделия в вертикальной плоскости осуществляют дополнительное поступательное движение вдоль витка индуктора путем перемещения по направляющей с кривизной, соответствующей кривизне изделия, при этом входной конец изделия при поступательном движении вводят со стороны прямолинейного участка индуктор
2.Способ по п.1, отличающийся тем, что при обработке лопаток с бандажным отверстием
фиксацию зазора осуществляют с помощью размещенной в отверстии заглушки, форму выступающей части которой определяют расстоянием между шаблоном и индуктором.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ НЕПРЕРЫВНО-ПОСЛЕДОВАТЕЛЬНОЙ ЗАКАЛКИ ИЗДЕЛИЙ ФАСОННОГО ПРОФИЛЯ | 1969 |
|
SU255320A1 |
| ИНДУКТОР ДЛЯ ВЫСОКОЧАСТОТНОГО НАГРЕВА ИЗДЕЛИЙ СЛОЖНОГО ПРОФИЛЯ | 2005 |
|
RU2297114C1 |
| Индуктор-спрейер | 1984 |
|
SU1194895A1 |
| СПОСОБ ТЕПЛОИЗОЛЯЦИИ ТУРБИННОЙ ЛОПАТКИ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПРОФИЛЯ | 1993 |
|
RU2086775C1 |
| Наборная диафрагма паровой турбины | 2022 |
|
RU2793871C1 |
| Рабочая лопатка паровой турбины | 2023 |
|
RU2815341C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК ТУРБИН | 1973 |
|
SU373315A1 |
| Способ индукционного термического упрочнения остряков стрелочных переводов и установка для его осуществления | 2022 |
|
RU2794329C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ФАСОННЫХ ПРОФИЛЕЙ ОСТРЯКОВ СТРЕЛОЧНЫХ ПЕРЕВОДОВ | 2006 |
|
RU2340685C2 |
| Сборная диафрагма паровой турбины | 2024 |
|
RU2827401C1 |
Изобретение относится к термической обработке и касается способа обработки изделий фасонного профиля типа турбинных лопаток. Цель изобретения - повьшение качества обработки лопаток. Лопатку to вставкой в бандажном отверстии, подвергнутую объемной термической обработке,жестко закрепляют и устанавливают зазор между индуктором и обрабатываемой поверхностью. Включают индуктор и изделие перемещают в вертикальном направлении и поворачивают вокруг вертикальной оси. Лопатку также перемещают с помощью направляющей с кривизной, соответствующей кривизне лопатки вдоль витка индуктсэра. Одновременное перемещение вертикальное, вращательное и горизонтальное обеспечивает равномерную щирину закаленной зоны по всей длине лопатки. 1 з.п. ф-лы, 1 ил. (Л
Редактор В.Данко
Составитель А.Орешкина
Техред А.Кравчук Корректор В.Бутяга
Заказ 7602/28 Тираж 550 -Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
| Устройство для выпрямления опрокинувшихся на бок и затонувших у берега судов | 1922 |
|
SU85A1 |
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| СТАНОК ДЛЯ НЕПРЕРЫВНО-ПОСЛЕДОВАТЕЛЬНОЙ ЗАКАЛКИ ИЗДЕЛИЙ ФАСОННОГО ПРОФИЛЯ | 0 |
|
SU255320A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
