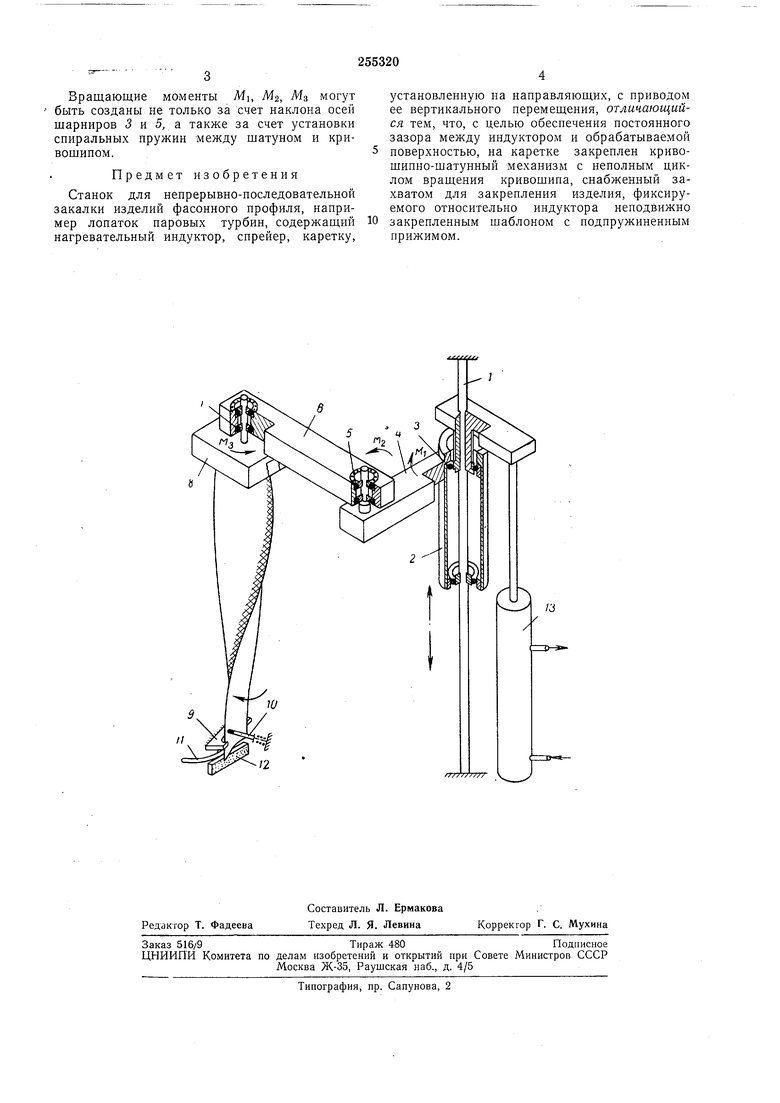
Данное изобретение относится к области термообработки. Известен станок для непрерывно-последовательной закалки изделий фасонного профиля, содержащий нагревательный индуктор, спрейер, каретку с закрепленным на ней изделием, установленную на направляющи.х, и связанную с приводом ее вертикального перемещения. На этом станке невозможно закаливать изделия сложного профиля типа лопаток паровы.х турбин. Описываемый станок отличается от известного тем, что деталь закрепляется в захвате кривошипно-шатунного механизма, шарнирно закрепленного на каретке, и фиксируется относительно индуктора неподвижно закрепленным шаблоном с подпружиненным прижимом. Такое выполнение станка создает возможность закалки изделий сложного профиля типа лопаток паровых турбин при сохранении постоянным зазора между индуктором и обрабатываемой поверхностью. На чертеже схематически изображено описываемое устройство. Оно содержит направляющие /, каретку 2, на которой с помощью шарнира 3 закреплен кривошии 4, связанный шарниром 5 с шатуном 6. На шатуне с помощью шарнира 7 закреплен захват 8. Шарнир обеспечивает возможность поворота изделий относительно его оси, а шаблон 9 с помощью подпружиненного прижима 10 ограничивает возможность поворота. Под таблоном располагается индуктор 7/и спрейер/2. Индуктор // утоплен относительно рабочей поверхности шаблона на требуемую величину зазора и жестко с ним соединен. Перемещение каретки 2 с изделием осуществляется гидроцилиндром 13. При вертикальном перемещении изделия оно подается к шаблону и под действием вращающих моментов MI, MZ и М-, создаваемых благодаря наклону осей шарниров 3 и 5, перемещается в горизонтальной плоскости при одновременном вертикальном перемещении. Перемещение изделия в горизонтальной плоскости определяет положение кривошипнои атунного механизма. При каждом вертикальном положении изделия вращающие моменты ориентируют соответствующий элемент упрочняемой поверхности относительно рабочей поверхности шаблона и индуктора. Таки.м образом, самонастройка рабочих положений устройства происходит но принципу обратной связи, который возможен при иеполном цикле вращения кривошипа.
Вращающие моменты MI, MZ, Мз могут быть созданы не только за счет наклона осей щарниров 3 и 5, а также за счет установки спиральных пружин между щатуном и кривощипом.
Предмет изобретения
Станок для непрерывно-последовательной закалки изделий фасонного профиля, например лопаток паровых турбин, содержащий нагревательный индуктор, спрейер, каретку.
установленную на направляющих, с приводом ее вертикального перемещения, отличающийся тем, что, с целью обеспечения постоянного зазора между индуктором и обрабатываемой поверхностью, на каретке закреплен кривощипно-щатунный механизм с неполным циклом вращения кривощипа, снабженный захватом для закрепления изделия, фиксируемого относительно индуктора неподвижно закрепленным щаблоном с подпружиненным прижимом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывно-последовательной закалки изделий фасонного профиля | 1985 |
|
SU1285020A1 |
| АВТОМАТ ДЛЯ ТЕРМООБРАБОТКИ ИЗДЕЛИЙ С НАГРЕВОМ ИНДУКЦИОННЫМИ ТОКАМИ | 1971 |
|
SU293048A1 |
| Станок для закалки внутренних поверхностей полых цилиндрических изделий | 1981 |
|
SU1025735A1 |
| Станок для закалки изделий с нагревом индукционными токами | 1980 |
|
SU899676A1 |
| Автомат для закалки деталей типа колец | 1979 |
|
SU865933A1 |
| СТАНОК ДЛЯ ЗАКАЛКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙЦИЛИНДРОВ | 1969 |
|
SU238571A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК ТУРБИН | 1973 |
|
SU373315A1 |
| Устройство для термической обработки цилиндрических деталей | 1982 |
|
SU1090731A1 |
| Автомат для термической обработки цилиндрических изделий | 1977 |
|
SU654690A1 |
| Устройство для термообработки изделий | 1974 |
|
SU536234A1 |
