1
Изобретение относится к обработке металлов давлением, а именно к способам получения полых тонкостенных изделий типа глубоких тонкостенных стаканов и гильз.
Цель изобретения - исключение трещинообразования .
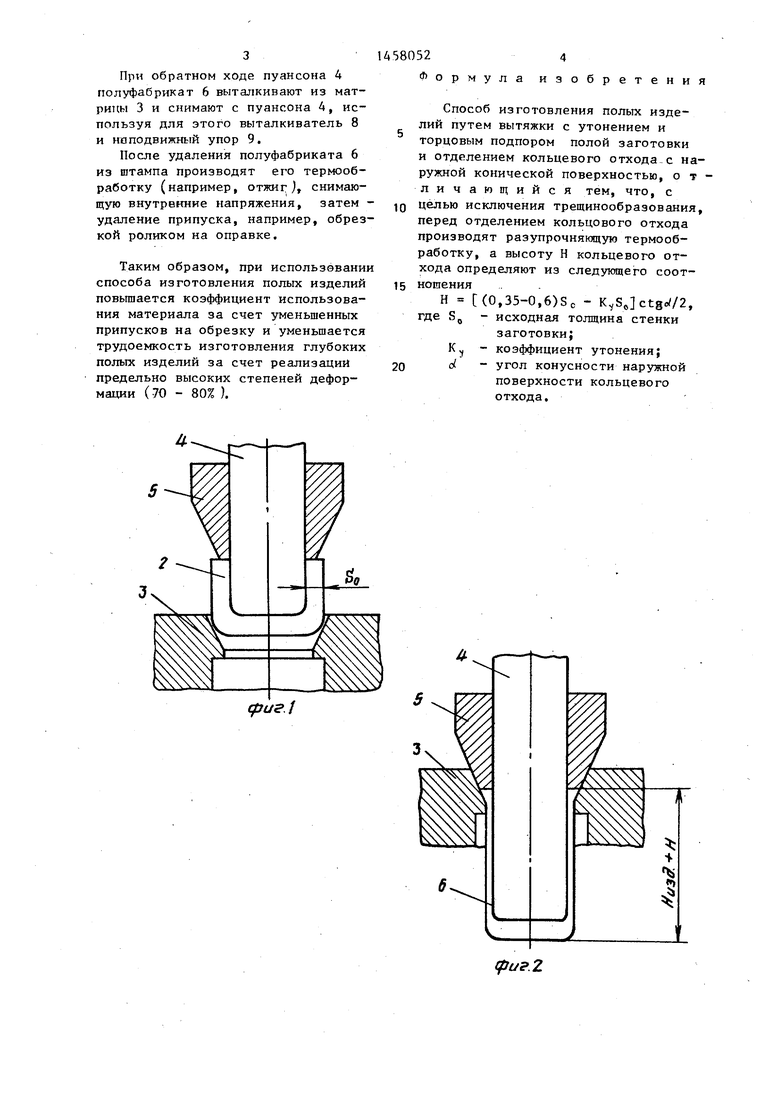
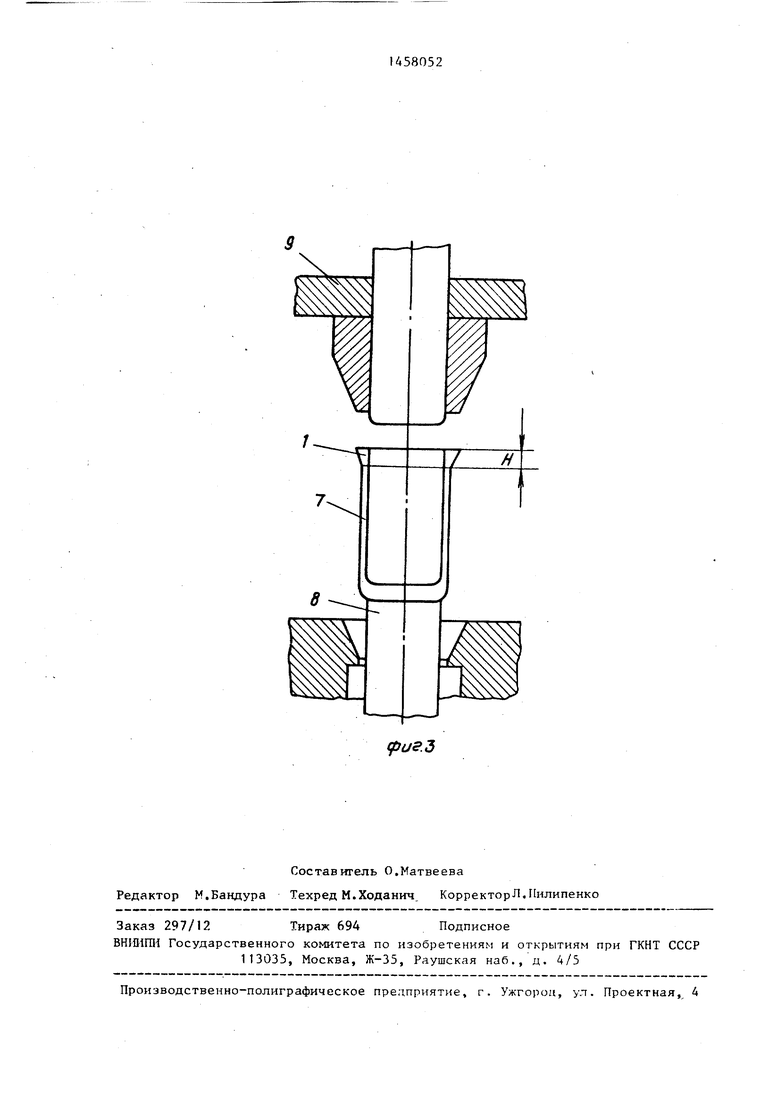
На фиг.1 показано исходное положение заготовки в штампе; на фиг,2 - положение полуфабриката в момент прекращения процесса вытяжки; на фиг.З - положение полуфабриката в момент выталкивания его из зоны вытяжки .
Способ осуществляют следующим образом..
Сначала определяют высоту кольцевого отхода 1 из следующего соотношения
Н (0,35 - 0,6)8 о - ,jctgc /2, где Н - высота кольцевого отхода; RO - исходная толщина стенки заготовки;
К - коэАфициент утонения; of - угол конусности кольцевого отхода .
Затем определяют объем отхода и находят обьем заготовки, вытягивают полую заготовку 2 и устанавливают ее в матрицу 3. Пуансоном 4 и втулкой 5, воздействующей в торец заго- ;товки 2, получают полуфабрикат 6.
В момент, когда высота всего вытягиваемого полуфабриката 6 достигнет величины, равной сумме высот готового изделия 7 и припуска , вытяжку с утонением прекра1цают.
ел
СХ)
СП
го
При обратном ходе пуансона 4 полуфабрикат 6 выталкивают из матрицы 3 и снимают с пуансона 4, используя для этого выталкиватель 8 и ниподвижный упор 9.
После удаления полуфабриката 6 из штампа производят его термообработку (например, отжиг), снимающую внутренние напряжения, затем удаление припуска, например, обрезкой роликом на оправке.
Таким образом, при использовани способа изготовления полых изделий повышается коэффициент использования материала за счет уменьшенных припусков на обрезку и уменьшается трудоемкость изготовления глубоких полых изделий за счет реализаций предельно высоких степеней деформации (70 - 80% ).
580524
ормула изобретения
Способ изготовления полых изде- ЛИЙ путем вытяжки с утонением и торцовым подпором полой заготовки и отделением кольцевого отхода с наружной конической поверхностью, отличающийся тем, что, с 10 целью исключения трещинообразования, перед отделением кольцового отхода производят разупрочнякяцую термообработку, а высоту Н кольцевого отхода определяют из следукяцего соот- 15 ношения
Н (0,35-0,6)Sc - K Sjctgo//2,
20
где So - исходная толщина стенки
заготовки;
К,, - коэффициент утонения; 0 - угол конусности наружной поверхности кольцевого отхода.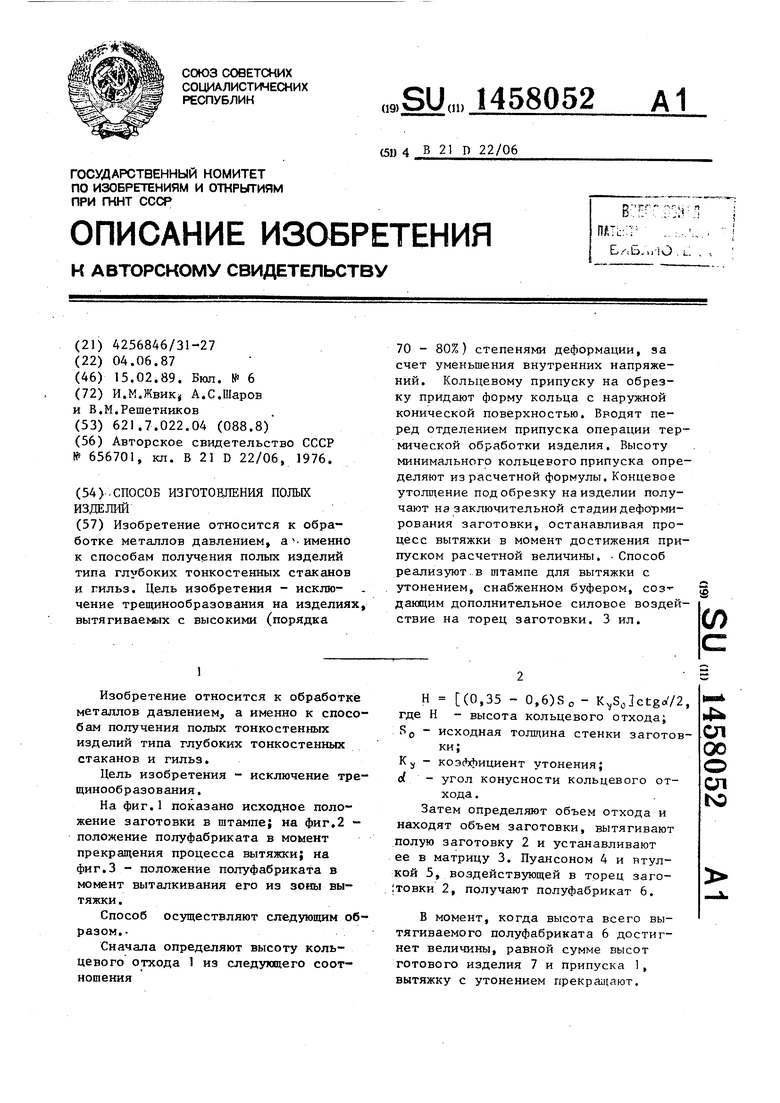
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЛУБОКИХ ПОЛЫХ ДЕТАЛЕЙ | 1991 |
|
RU2028851C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ С ДНОМ ИЗ КВАДРАТНОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2001 |
|
RU2217256C2 |
| Способ изготовления полых изделий | 1976 |
|
SU656701A1 |
| Способ изготовления полых тонкостенных изделий с многослойным краевым утолщением в виде профильного венца | 1987 |
|
SU1480956A1 |
| Способ изготовления цилиндрических изделий | 1986 |
|
SU1470393A1 |
| Способ получения изделий из листовой заготовки путем совмещенной штамповки и закрытой прошивки | 2024 |
|
RU2836374C1 |
| Способ изготовления полых изделий | 1983 |
|
SU1148672A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОГО ОСЕСИММЕТРИЧНОГО ИЗДЕЛИЯ | 1990 |
|
SU1800729A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| Способ изготовления тонкостенных деталей бутылочной формы | 1991 |
|
SU1791059A1 |
Изобретение относится к обработке металлов давлением, а именно к способам получения полых изделий типа глубоких тонкостенных стаканов и гильз. Цель изобретения - исключение трещинообразования на изделиях, вытягиваемых с высокими (порядка 70 - 80%) степенями деформации, за счет уменьшения внутренних напряжений. Кольцевому припуску на обрезку придают форму кольца с наружной конической поверхностью. БРОДЯТ перед отделением припуска операции термической обработки изделия. Высоту минимального кольцевого припуска определяют из расчетной формулы. Концевое утолщение под обрезку на изделии получают на заключительной стадии деформирования заготовки, останавливая процесс вытяжки в момент достижения припуском расчетной величины. -Способ реализуют.в штампе для вытяжки с утонением, снабженном буфером, соз - дающим дополнительное силовое воздействие на торец заготовки. 3 ил. Ф (Л
(fjue.i
fJu.Z
(fJL/e.S
| Способ изготовления полых изделий | 1976 |
|
SU656701A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
