Изобретение относится к технологии изготовления деталей в ленте и может быть использовано в часовой, электротехнической и приборостроительной промышленности, на предприятиях, применяющих последовательную многоонерационную штамповку в ленте или сочетание штамповки с метал- лорежуш,ей обработкой.
Цель изобретения - расширение технологических возможностей за счет обеспечемают с базы 14 и перемеш,ают кареткой 16 на один шаг (на фиг. 1 внутренняя сторона ленты 4 зачернена, а наружняя сторона светлая).
Ленту перемещают по спирали так, что между катушкой 2 и головками 7 и 8 образуют относительно оси спирали витка 18.
Так как шпиндели 12 с инструментом размещены по всей длине линии с одной сторония возможности обработки малогабаритных ны станины 1 (фиг. 2 и 3), то в случае
деталей в ленте с обеих их сторон при одностороннем расположении инструментальных головок, а также сокращение производственных площадей.
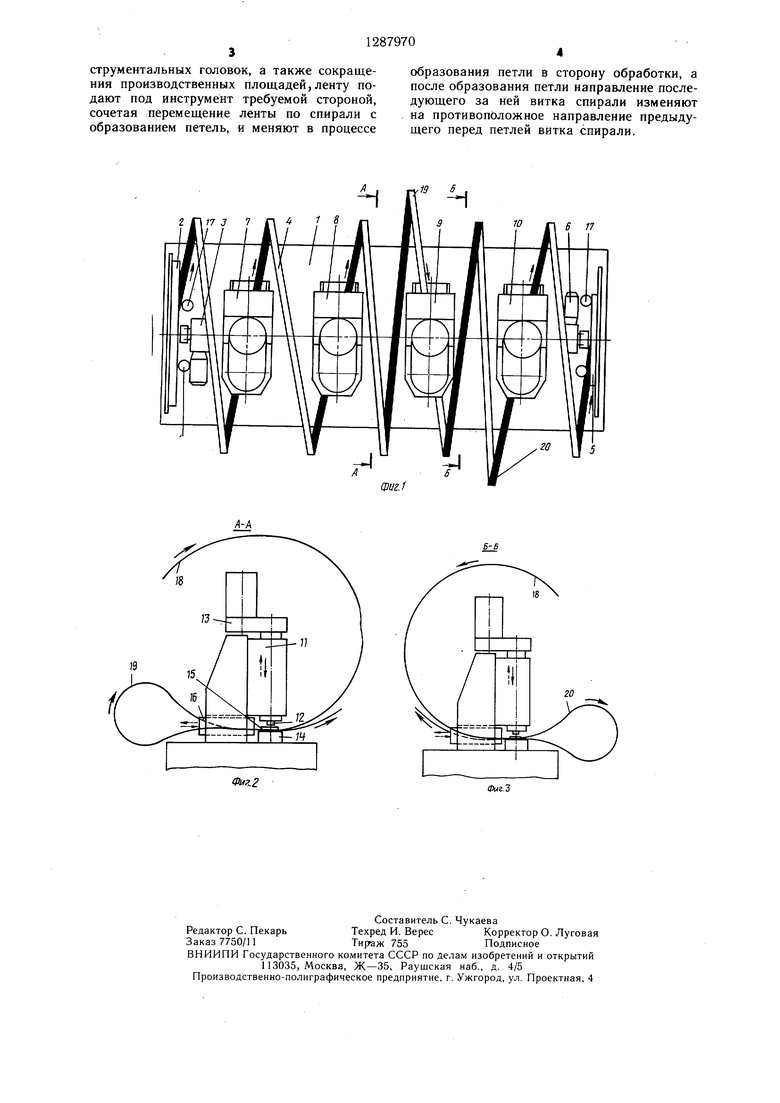
На фиг. 1 схематично изображена автоматическая линия с перемещаемой лентой, вид в плане; на фиг. 2 - сечение А:-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1.
Способ осуществляют с помощью автоматической линии, на станине 1 (фиг. 1)
полнооборотного относительно оси спирали перемещения ленты под обрабатывающий инструмент головок 7 и 8 будет постоянно подведена только одна сторона ленты - внутренняя (на фиг. 1 зачерненная).
Если по техпроцессу последующая головка 9 должна обрабатывать детали с наружной (.светлой) стороны ленты 4, то для смены направляемой под инструмент головки 9 стороны ленты 4 от основания спиралькоторой смонтирована катушка 2 с приво- 20 ного витка 18 между головками 8 и 9 лендом 3 для разматывания ленты 4 и катушка 5 с приводом 6 для намотки отходов ленты.
На станине 1 последовательно размещены инструментальные головки 7-10. В
ту перемещают так, что путем ее перегиба образуют петлю 19 (фиг. 2). В результате перегиба под инструмент головки 9 направляется внещняя (светлая) сторона ленты.
корпусе каждой головки 7-10 (фиг. 2 25 направление перемещения ленты при этом
и 3) имеются суппорт 11, шпиндель 12 с инструментом, привод 13 шпинделя, база 14 для фиксации ленты, прижим 15 ленты и каретка 16 для шагового перемещения ленты.
меняется на противоположное направлению ее в спиральном витке. Образуя аналогичным образом новую петлю 20 перед головкой 10 (фиг. 3), тем самым вновь меняют сторону ленты и направляют под инструменяется на противоположное направлению ее в спиральном витке. Образуя аналогичным образом новую петлю 20 перед головкой 10 (фиг. 3), тем самым вновь меняют сторону ленты и направляют под инструБухту ленты устанавливают на катущку 2, 30 мент внутреннюю (темную) сторону ленты.
после чего, принудительно завивая ленту в спираль, ее конец заправляют в рабочую зону головки 7 (т. е. на базу 14 под прижим 15) и в каретку 16 (привод каретки 16 не показан). Упоры 17 препятствуют самопроизвольному сходу ленты 4 с катушки 2. Затем по выходе конца ленты из рабочей зоны головки 7 на втором витке конец ленты заправляют в следующую по ходу технологического процесса рабочую головку 8.
35
В случае необходимости изменения стороны 40 ной 0,2-0,8 мм.
Таким образом, сочетая полнооборотное по спирали перемещение ленты с петлеобраз ным, можно в любой последовательности направлять требуемую сторону ленты под инструмент.
По окончании цикла обработки деталей на последней в линии головке отходы ленты наматываются на катушку 5.
С помощью предлагаемого способа может осуществляться подача ленты толщиобработки перед заправкой ленты в соответствующую головку, например 9, ленту перегибают от основания витка 18 спирали (фиг. 2) и образуют петлю 19, меняя тем самым направление перемещения и сторону
Применение предлагаемого способа по сравнению с известным позволяет упростить переналадку линии на изготовление других деталей, сократить производственные площади под оборудование и применить охобработки. Таким образом проходят все го- лаждение СОЖ, расширив тем самым ноловки и закрепляют конец ленты на сматывающей катушке.
После того, как лента заправлена во все рабочие головки автоматической линии, последняя включается на автоматический режим работы.
В начале рабочего цикла автоматической линии прижимом 15 фиксируют ленту 4 на базе 14. Затем, подводя с помощью суппорта 11 шпиндел 12 с инструментом к ленменклатуру обрабатываемых деталей.
50
Формула изобретения
Способ подачи ленты в зону обработки, при котором ленте задают поступательное перемещение между рабочими позициями согласно ходу технологического процесса, отличающийся тем, что, с целью расширете 4, производят требуемую по техпроцессу 55 ния технологических возможностей за счет обработку деталей в ленте. По окончании обеспечения возможности обработки малогабаритных деталей в ленте с обеих ее сторон при одностороннем расположении инобработки шпиндель 12 отводят от ленты, последнюю с помощью прижима 15 сни
мают с базы 14 и перемеш,ают кареткой 16 на один шаг (на фиг. 1 внутренняя сторона ленты 4 зачернена, а наружняя сторона светлая).
Ленту перемещают по спирали так, что между катушкой 2 и головками 7 и 8 образуют относительно оси спирали витка 18.
Так как шпиндели 12 с инструментом размещены по всей длине линии с одной сторо ны станины 1 (фиг. 2 и 3), то в случае
полнооборотного относительно оси спирали перемещения ленты под обрабатывающий инструмент головок 7 и 8 будет постоянно подведена только одна сторона ленты - внутренняя (на фиг. 1 зачерненная).
Если по техпроцессу последующая головка 9 должна обрабатывать детали с наружной (.светлой) стороны ленты 4, то для смены направляемой под инструмент головки 9 стороны ленты 4 от основания спирального витка 18 между головками 8 и 9 ленту перемещают так, что путем ее перегиба образуют петлю 19 (фиг. 2). В результате перегиба под инструмент головки 9 направляется внещняя (светлая) сторона ленты.
меняется на противоположное направлению ее в спиральном витке. Образуя аналогичным образом новую петлю 20 перед головкой 10 (фиг. 3), тем самым вновь меняют сторону ленты и направляют под инстру мент внутреннюю (темную) сторону ленты.
Таким образом, сочетая полнооборотное, по спирали перемещение ленты с петлеобразным, можно в любой последовательности направлять требуемую сторону ленты под инструмент.
По окончании цикла обработки деталей на последней в линии головке отходы ленты наматываются на катушку 5.
С помощью предлагаемого способа может осуществляться подача ленты толщиПрименение предлагаемого способа по сравнению с известным позволяет упростить переналадку линии на изготовление других деталей, сократить производственные площади под оборудование и применить охлаждение СОЖ, расширив тем самым номенклатуру обрабатываемых деталей.
Формула изобретения
Способ подачи ленты в зону обработки, при котором ленте задают поступательное перемещение между рабочими позициями согласно ходу технологического процесса, отличающийся тем, что, с целью расширеструментальных головок, а также сокращения производственных площадей, ленту подают под инструмент требуемой стороной, сочетая перемещение ленты по спирали с образованием петель, и меняют в процессе
образования петли в сторону обработки, а после образования петли направление последующего за ней витка спирали изменяют на противопбложное направление предыдущего перед петлей витка спирали.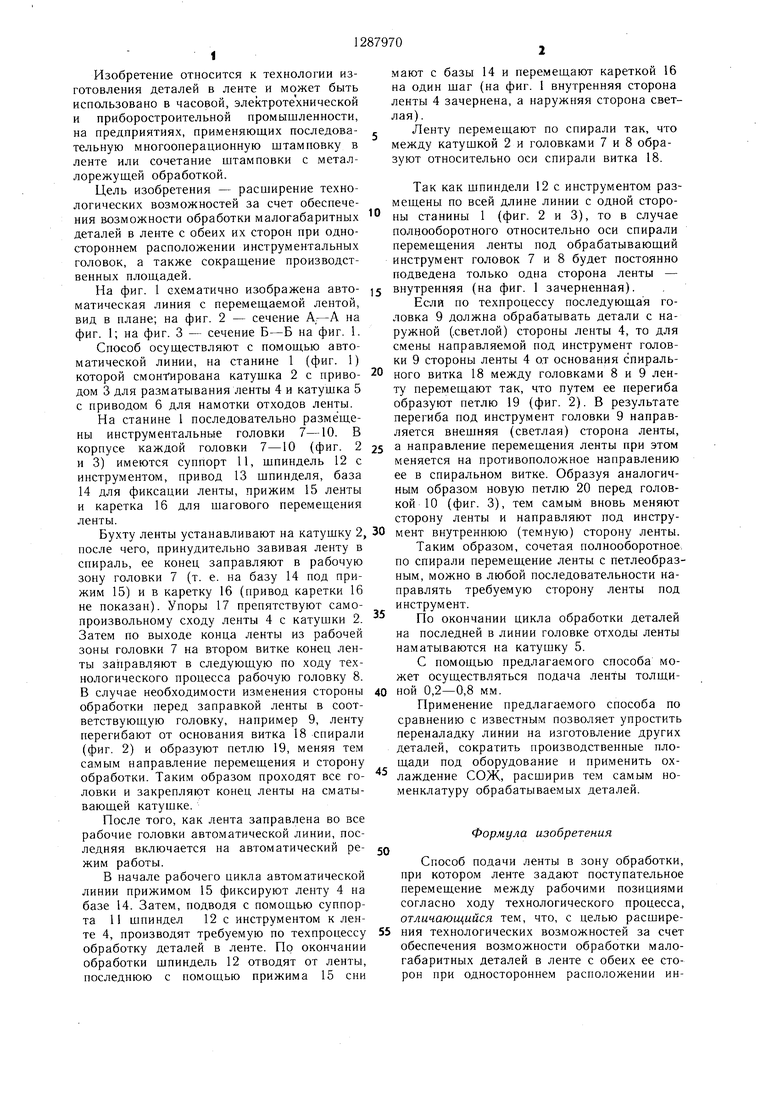
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для оребрения труб | 1972 |
|
SU441061A1 |
| СТАНОК ДЛЯ МОНТАЖА И ЗАТОЧКИ ПИЛЬЧАТОЙ ГАРНИТУРЫ БАРАБАНОВ И ВАЛИКОВ ЧЕСАЛЬНОЙ МАШИНЫ | 1990 |
|
RU2026426C1 |
| Устройство для обработки поверхностей | 1987 |
|
SU1440624A1 |
| Станок для двухстороннего шлифования деталей аэродинамического профиля абразивными лентами | 1978 |
|
SU905009A1 |
| ПЕРЕНАЛАЖИВАЕМЫЙ АГРЕГАТНЫЙ СТАНОК | 1992 |
|
RU2032518C1 |
| Устройство для обработки рабочей поверхности распределительных кулачков,например,тормозных фиксаторов автомобилей с профилем эвольвенты или спирали Архимеда | 1982 |
|
SU1109043A3 |
| Токарный многошпиндельный автомат | 1985 |
|
SU1324766A1 |
| Устройство для электроэрозионной обработки | 1983 |
|
SU1126399A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ КРИВОЛИНЕЙНОГО ПРОФИЛЯ ДИСТАЛЬНОЙ ЧАСТИ БОУДЕНА ИМПЛАНТИРУЕМОГО ПРЕДСЕРДНОГО ЭЛЕКТРОДА | 2003 |
|
RU2243846C1 |
| Устройство для автоматической смены инструмента и инструментальных головок на металлорежущем станке | 1987 |
|
SU1481026A1 |
Изобретение может быть использовано в часовой, электротехнической и приборостроительной промышленности и позволяет обрабатывать малогабаритные детали. Ленту подают между рабочими позициями по спирали и чередуют полнооборотное относительно оси спирали перемещение (П). При П под инструментальную головку направляют одну сторону ленты с петлеобразным от основания витка спирали перемещением. В процессе П путем перегиба ленты другую ее сторону направляют под последующую инструментальную головку. Бухту ленты устанавливают на катушку, после чего, принудительно завивая ленту в спираль, ее конец заправляют в рабочую зону одной головки по ходу технологического процесса. Затем на выходе на втором витке конец ленты заправляют в другую головку. 3 ил. Is5 СХ) со 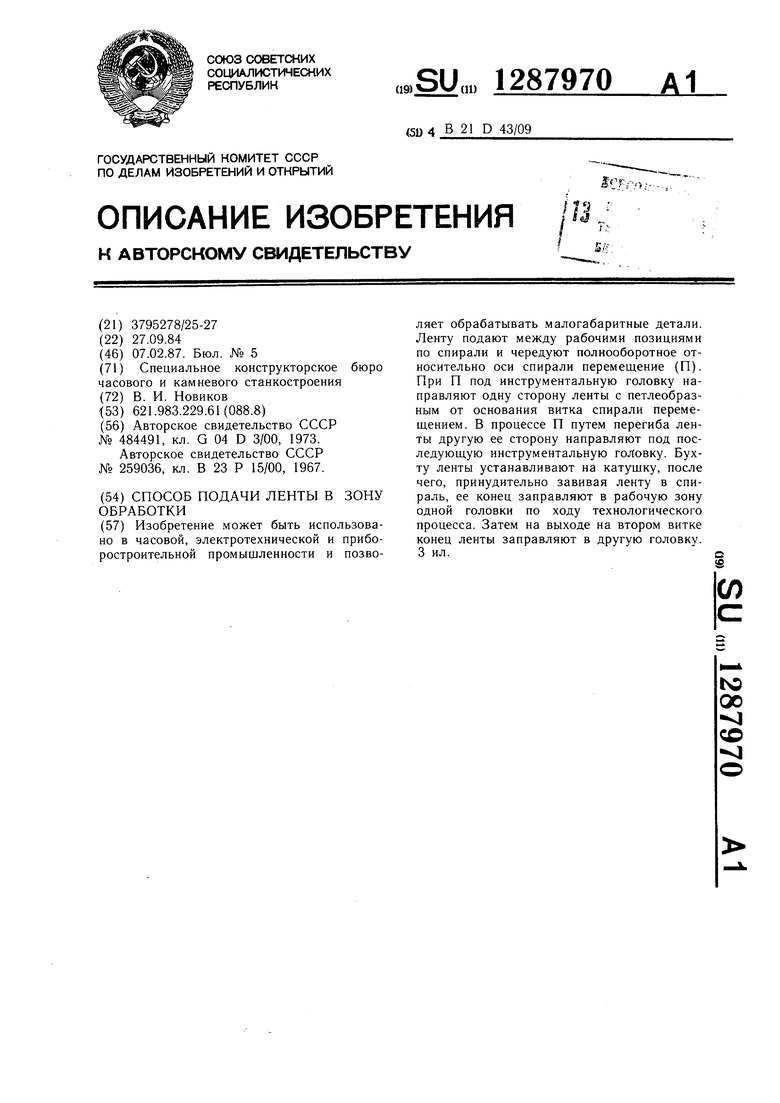
77
даг/
Фиг.2
B:j
Фм.З
| Устройство для обработки деталей в ленте | 1973 |
|
SU484491A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ В ЛЕНТЕ | 0 |
|
SU259036A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
