VLL
S
(Л
4 4 О О5 Is5 4;:
вращается вместе с втулкой 5, инструментальной стойкой 8, на которой расположены упор, ролики-копиры 20, шпиндель 14 с фрезой 15. Включается привод ходового винта, вилка входит в зацепление с муфтой 7 и перемещает втулку 5 до витка катушки 18. Шпиндель 14 с фрезой 15 производит фрезерование двух ближайших углов витка. Затем салазки 26 перемещают до положения С г, полого вала 4, вилка ходового винта 29 входит в зацепление с
40624
муфтой 7 и перемещает втулку 5 до следующего витка катушки 18, а ишин- дель 14 с фрезой 15 производит фрезерование двух других углов витка катушки. Аналогично фрезеруются остальные витки катушки 18. Снятие заусенцев на кромках витков катушки 18 осзтцествляется путем шлифования их самоцементирующимися-пшифовальными головками 61-66, связанными с гибкими валами 67-72 привода. 12 ил.

Изобретение относится к устройствам для механической обработки кромок специальных изделий и позволяет осуществить механическое удаление гофр и заусенцев с поверхностей и на кромках витков катушек электрических машин. Катушку 18 устанавливают на полом валу 4, закрепляют витки ее спирали в держателях силовых цилиндров установленных на салазках 26 основания 1. Силовым цилиндром 27 перемещают салазки 26 до упоров 91. Полый вал 4 занимает положение С ., и
1
Изобретение относится к устройствам для механической обработки кромок специальных изделий, в частности к устройствам для снятия заусенцев, и может быть использовано для ере- зания гофр с поверхности витков катушек электрических машин.
Целью изобретения является повышение производительности труда за счет механической обработки поверх- ностей и кромок витков катушек электрических машин о
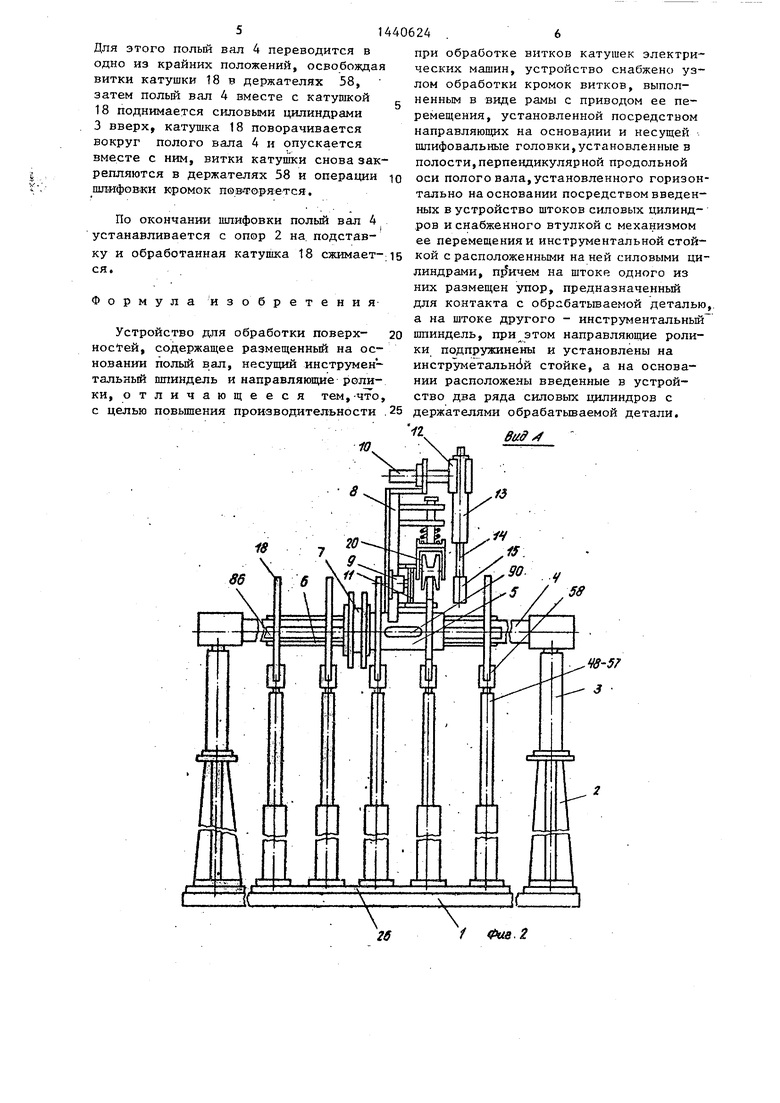
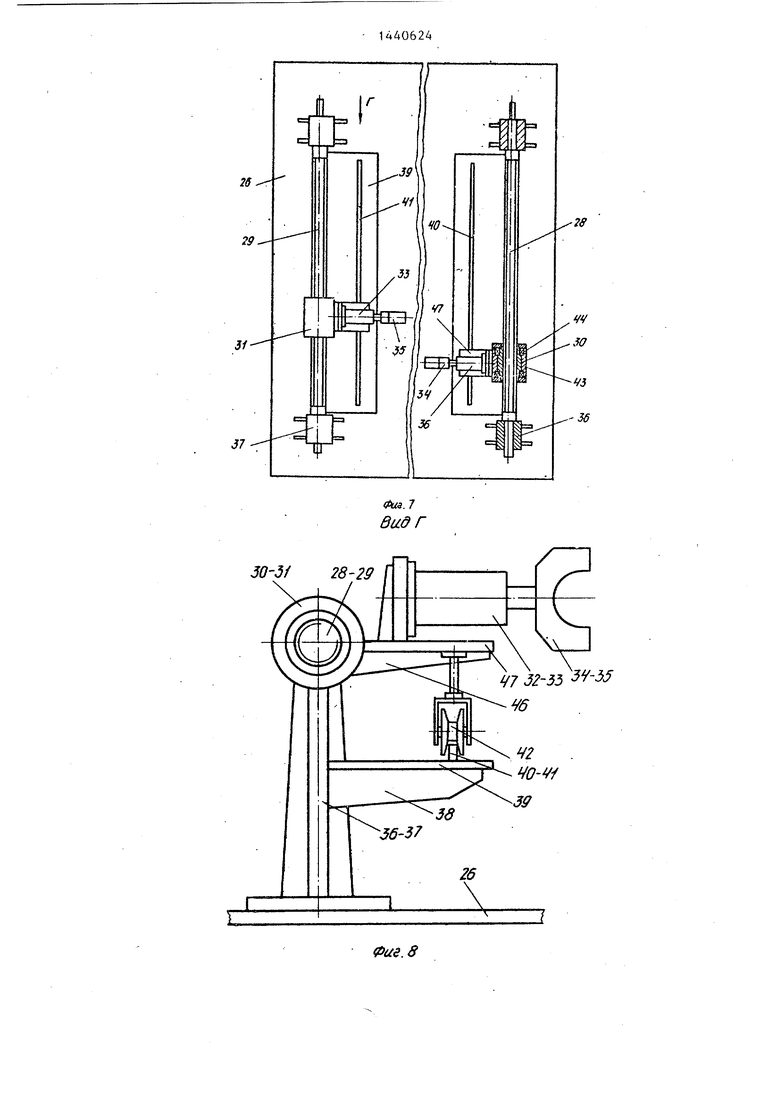
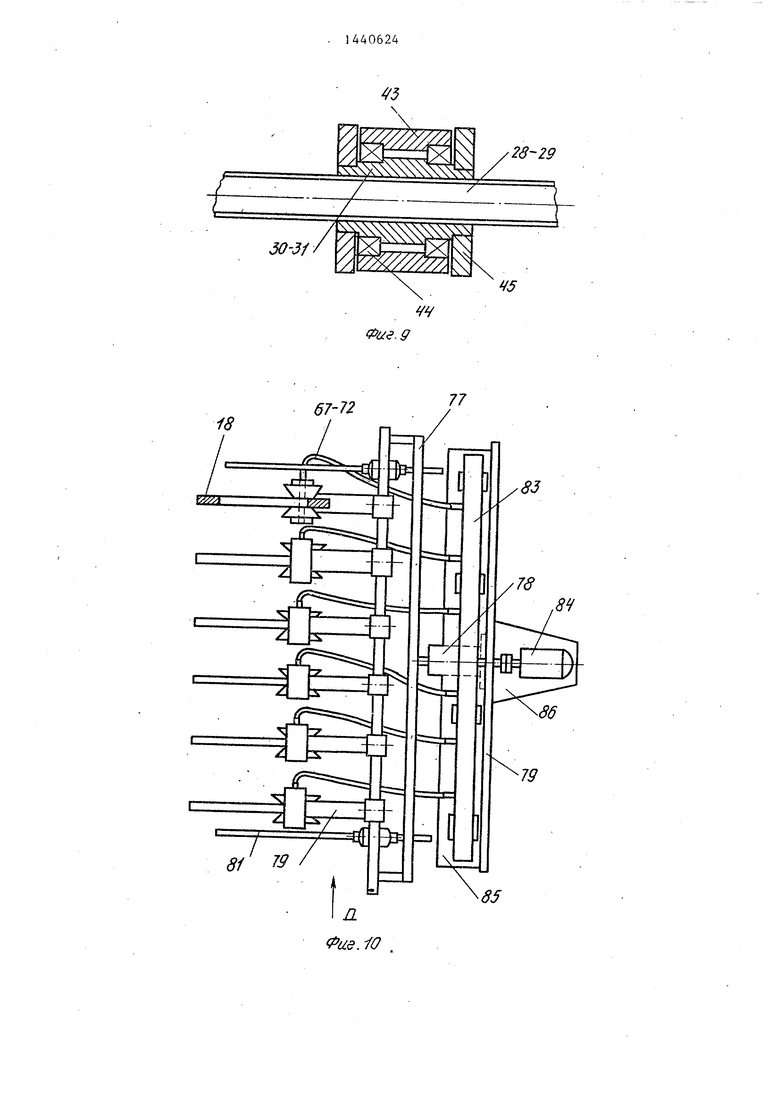
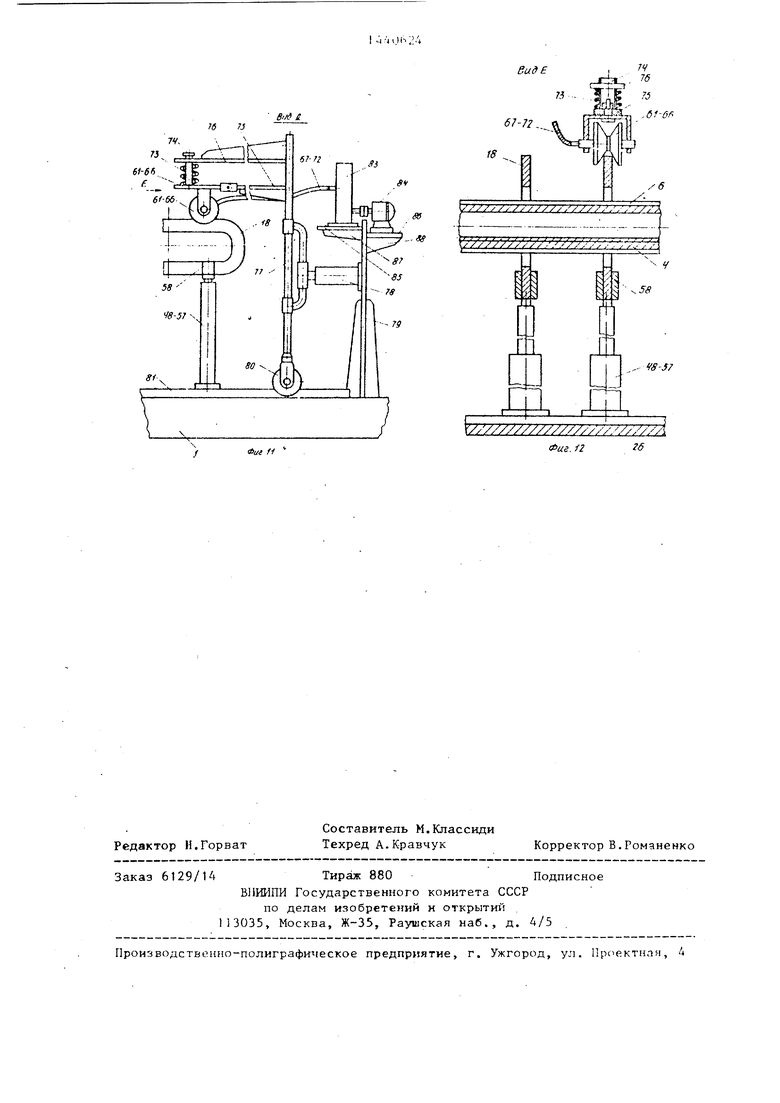
На фиг.1 изображено устройство, вид сверху; на фиг,2 - вид А на фиг.1 на фиг.З - то же, втулка с инструментальной стойкой; на фиг.4 - вид Б на фиг.2; на фиг.5 - упор, рабочее положение; на фиг.6 - вид В на фиг.5; на фиг.7 - устройство перемещения втулки полого .вала, вид сверху; на фиг.8 - вид Г на фиг.7; на фиг.9 - конструкция ходовой гайки; на фиг. 10 узел для обработки кромок витков катушки, вид сверху; на фиг.11 - вид Д на фиг.10; на фиг.12 - вид Е на фиг.11.
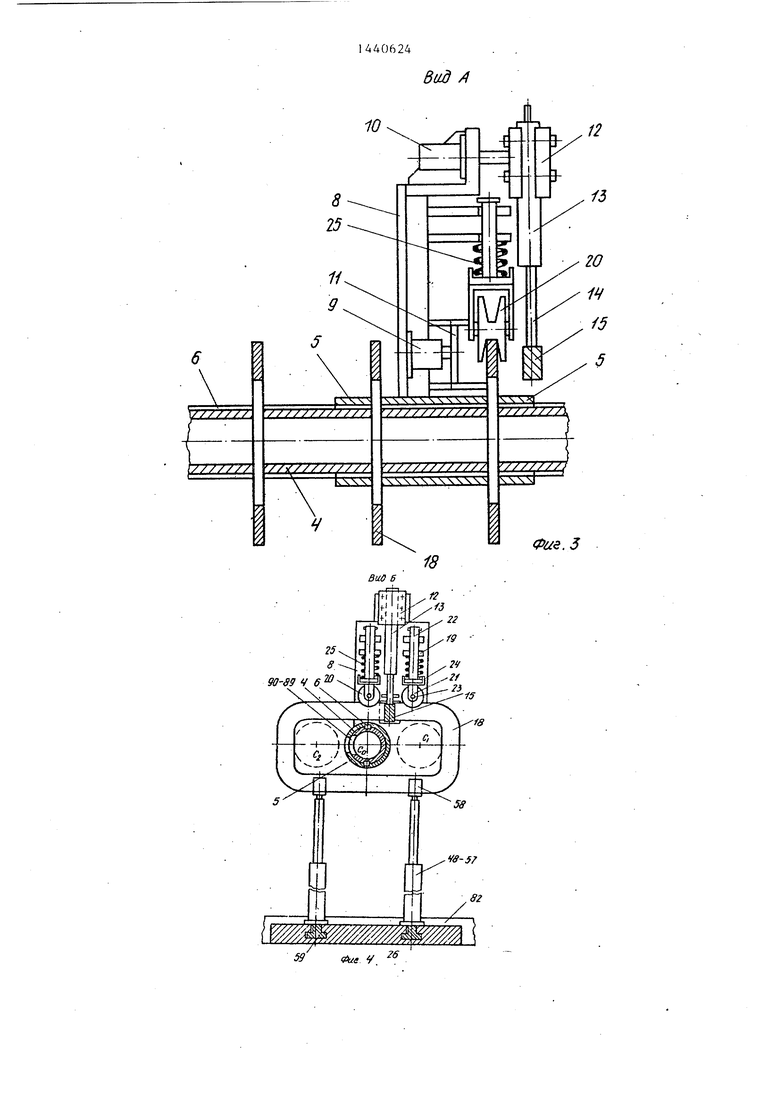
Устройство содержит основание 1 (фиг.1) с установленными на нем опорами 2, на которых закреплены сило- вые цилиндры 3. На штоках последних установлен с возможностью поворота полый вал 4 (фиг.2. На полом валу 4 закреплена втулка 5 посредством шпонок 6 и муфты 7. На втулке 5 жестко закреплена инструментальная стойка 8 (фиг.З) с установленными на ней двум приводами в виде силовых цилиндров 9 и 10, на штоках которых закреплены
5
5
5
- 5
0
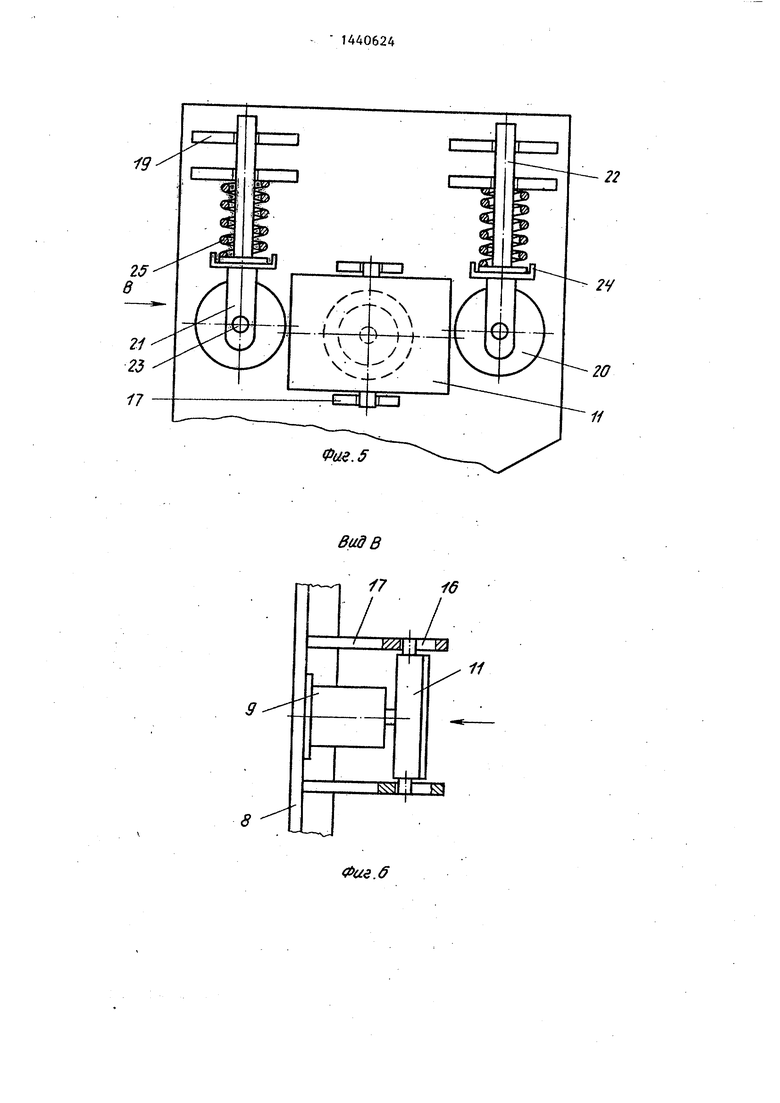
соответственно упор 11 и хомут 12 с пневматическим инструментом 13, на шпинделе .14 которого установлена фреза Т5. Упор 11 имеет возможность перемещения в пазах 16 кронштейнов 17 на инструментальной стойке 8 (фиг.6). Упор 11 выполнен в виде пластины, поверхность которой предназначена для упора плоскости витка катушки 18 при ее фрезеровании. На инструментальной стойке 8 на кронштейнах 19 закреплены ролики 20, имеющие в поперечном сечении форму двутавра, которые закреплены в вилке 21 на валике 22. Вилка 21 с роликов 20 закреплена на оси 23, установленной в отверстиях кронштейна 24, и подпружинена пружиной 25. Продольные оси инструментального шпинделя 14 и полого вала 4 взаимно перпендикулярны. На основании 1 размещены салазки 26, связанные со штоком силового цилиндра 27, на которых смонтирован механизм перемещения втул1 и 5, состоящей из двух ходовых БИНТОВ 28 я 29 к двух ходовых гаек 30 и 31 на них (фиг.7). Ходовые гайки 30 и 31 жестко связаны с соответствующими силовыми цилиндрами 32 и 33, на штоках которых закреплены вилки 34 и 35 (фиг.9). Ходовые винты 28 и 29 закреплены с возможностью вращения на опорах 36 и 37, имеют кронштейны 38 с полками и направляющими 40 и 41 на них, предназначенными для перемещения по ним роликов 42. На поверхности ходовой гайки 30 и 31 напрессованы втулки 43 с подшипниками качения 44 и диски 45, а на втулке 43
жестко закреплен кронштейн 46, на
полке 47 которого установлены силовые цилиндры 32 и 33 (фиг.8). Ходовые винты 28. и 29 расположены симметрично относительно полого вала 4, продольная ось которого параллельна продольным осям ходовых винтов 28 и 29. Между ходовыми винтами 28 и 29 закреплены симметрично относительно полого вала 4 два ряда силовых цилиндров 48-57, на штоках которых установлены держатели 58, предназначенные для закрепления в них обрабатываемой катушки 18. Количество силовых цилиндров 48-57 в каждом ряду соответствует числу витков обрабатьюаемой катушки 18. Эти цилиндры закреплены на сухарях 59, установленных в пазах 60 салазок 26. Устройство для обработки кромок витков катушки 18 содержит шлифовальные головки 61-66 с гибкими валами 67-72 привода, число которых
Для перемещения втулки 5 по полому валу 4 включается привод двух хо- довых винтов 28 и 29 с ходовыми гайками 31 и 30. Включают силовые циложение С, обозначенное на фиг.4 пунктирами. Затем включается силовой
соответственно числу витков обрабатываемой катушки 18. Шпифовальные го- 25 линдры 32 и 33 с вилками 34 и 35. При ловки 61-66 связаны с гибкими валами перемещении салазок 26 с катушкой 18 67-72, подпружинены пружинами 73, до упора 91 полый вал 4 занимает по- установленными на осях 74, закрепленных в пазах на кронштейнах 75-76 рамы 77, связанной с силовым щшинд- - 30 цилиндр 32 с вилкой 34, которая вхо- ром 78, смонтированным на неподвижной дит в зацепление с муфтой 7 и переопоре 79. Рама 77 имеет ролики 80 и мещает втулку 5 с инструметальным
шпинделем 14. Фреза 15 срезает гофры на ближайших углах плоскости витка катушки 18. Далее включается силовой цилиндр 32 и вилка 34 отводится в ис- -ходное положение, салазки 26 перемещаются сияо.вым цилиндром 27 в противоположное положение до упора 91, полый вал 4 занимает положение С, включается силовой цилиндр 33 с вилкой 35, которая входит в зацепление с муфтой 7 и перемещает втулку 5. Фреза 15 срезает гофры с той же по- 45 верхности двух других углов витка кавместе с салазками 26 закреплена на основании 1 с возможностью перемещения в плоскостях, перепендикулярных продольной оси полого вала 4 по со- ответствуюпрш направляющим 81 и 82, вьшолненным на основании 1 .
Привод шлифовальных головок 61-66 для .обработки кромок витков катушки 18 установлен на неподвижной опоре 79 (фиг.11) и состоит из редуктара 83 и электродвигателя 84, закрепленных соответственно на полках 85 и 86 кронштейнов 87 и 88.
Штанги со сжатым воздухом для силовых цилиндров 9 и 10 расположены в полом валу 4 и выведены через окна 89 и 90, имеющиеся на полом валу 4 и втулке 5.
Для фиксации двух крайних положений салазок 26 на основании 1 установлены упоры 91.
Устройство работает следующим образом.
Полый вал 4 снимается с опор 2, на него надевается обрабатываемая катушка 18, витки которой растянуты I виде спирали. Польм вал 4 с катуш35
40
50
55
тушки 18. Обработка других витков катушки 18 .происходит аналогично. По окончании операции фрезерования всех витков катушки 18 включается привод вращения шлифовальных головок 61-66, затем включают силовой цилиндр 78, рама 77 перемещается на роликах 80 по направляющим 81 и шлифовальные головки 61-66 производят одновременно зачистку заусенцев кромок всех витков одной стороны катушки 18. Для зачистки заусенцев кромок с другой стороны катушки 18, последнюю поворачивают на 180° вокруг, полого вала 4.
кой 18 на нем закрепляется в опорах 2, а растянутые.витки катушки 18 зажимаются в держателях 58.
При включении силового цилиндра 27 салазки 26 передвигаются по направляющим 82 до упоров 91 в положение, при котором полый вал 4 устанавливается в одном из двух центров витка
С, или С 2 катушки 18, имеющей форму эллипса. В одном из этих положений полого вала 4 включается его привод. Вместе с полым валом 4 начинает вращаться втулка 5 с инструментальной
стойкой 8. При включении силового цилиндра 9 регулируется подача инстру-. метального шпинделя 14 с фрезой 15, а при включении силового цилиндра 10 регулируется подача упора 11 к поверхности витка катушки 18.
Для перемещения втулки 5 по полому валу 4 включается привод двух хо- - довых винтов 28 и 29 с ходовыми гайками 31 и 30. Включают силовые цилиндры 32 и 33 с вилками 34 и 35. При перемещении салазок 26 с катушкой 18 до упора 91 полый вал 4 занимает по- цилиндр 32 с вилкой 34, которая вхо- дит в зацепление с муфтой 7 и перемещает втулку 5 с инструметальным
ложение С, обозначенное на фиг.4 пунктирами. Затем включается силовой
линдры 32 и 33 с вилками 34 и 35. При перемещении салазок 26 с катушкой 18 до упора 91 полый вал 4 занимает по- цилиндр 32 с вилкой 34, которая вхо- дит в зацепление с муфтой 7 и перемещает втулку 5 с инструметальным
шпинделем 14. Фреза 15 срезает гофры на ближайших углах плоскости витка катушки 18. Далее включается силовой цилиндр 32 и вилка 34 отводится в ис- -ходное положение, салазки 26 перемещаются сияо.вым цилиндром 27 в противоположное положение до упора 91, полый вал 4 занимает положение С, включается силовой цилиндр 33 с вилкой 35, которая входит в зацепление с муфтой 7 и перемещает втулку 5. Фреза 15 срезает гофры с той же по- 5 верхности двух других углов витка ка0
5
тушки 18. Обработка других витков катушки 18 .происходит аналогично. По окончании операции фрезерования всех витков катушки 18 включается привод вращения шлифовальных головок 61-66, затем включают силовой цилиндр 78, рама 77 перемещается на роликах 80 по направляющим 81 и шлифовальные головки 61-66 производят одновременно зачистку заусенцев кромок всех витков одной стороны катушки 18. Для зачистки заусенцев кромок с другой стороны катушки 18, последнюю поворачивают на 180° вокруг, полого вала 4.
Для этого полый вал 4 переводится в одно из крайних положений, освобождая витки катушки 18 в держателях 58, затем полый вал 4 вместе с катушкой 18 поднимается силовыми цилиндрами 3 вверх, катушка 18 поворачивается вокруг полого вала 4 и опускается вместе с ним, витки катушки снова закрепляются в держателях 58 и операции шлифовки кромок пфв торяется.
По окончании шлифовки полый вал 4 устанавливается с опор 2 на. подставку и обработанная катушка 18 сжимает- ся.
Формула изобретения
Устройство для обработки поверх- носТей, содержащее размещенный на основании польй вал, несущий инструментальный шпиндель и направляющие ролики, отличающееся тем,-ч7о с целью повьш1ения производительности
ю
is
при обработке витков катушек электрических машин, устройство снабжено узлом обработки кромок витков, выполненным в виде рамы с приводом ее перемещения, установленной посредством направляющих на основа|ши и несущей шлифовальные головки,установленные в полости, перпендикуляр ной продольной оси полого вала, установленного горизонтально на основании посредством введенных в устройство штоков силовых цилиндров и снабженного втулкой с механизмом ее перемещения и инструментальной стойкой с расположенными на ней силовыми цилиндрами, на штоке одного из них размещен упор, предназначенный для контакта с обрабатываемой деталью,. а на штоке другого - инструментальньш шпиндель, приватом направляющие ролики подпружинены и установлены на инструметальнбй стойке, а на основании расположены введенные в устройство два ряда силовых цилиндров с держателями обрабатываемой детали.
Ф(.2
59Фае У
Вид //
10
JL
i9
17
%.f
Фие.б
30-df
У7 32-55
Фиё.8
i8
67-72
45
Ф(/€.9
85
8
85
б У
В /«
6t-6f
I-I .
Фиг fl
tS
14 76
7S ,
IS
т
/////////////////////////Л . fZ 26
| Устройство для обработки кромок деталей | 1980 |
|
SU904920A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
