шпиндель 4, узел крепления резака 6, поворотный копирный диск 7, копир- ный ролик 8 и узел 9 закрепления трубы. Трубу 3 устанавливают на стол 32 опоры, включают электромагнит 18 стопорения винта 11 и привод 13. Гайка-шестерня 10 перемещает винт 11 до касания корпуса узла 9 закрепления верхней кромки труб 3. Отключают электромагнит 18, зубчатые полумуфты 15 и 17 входят в зацепление друг с другом и винт 1I через конусную гай1
Изобретение относится к газопламенной обработке металлов и может быть использовано в различных отраслях машиностроения и строительства для резки труб на сегменты.
Целью изобретения является упрощение конструкции путем применения единого привода для закрепления и вращения трубы и обеспечения обработки тонкостенных труб.
На фиг. 1 представлен полуавтомат общий вид; на фиг. 2 - узел -переключения привода на закрепление или вращение трубы; на фиг. 3 - опора для трубы в момент выгрузки,
Полуавтомат для фасонной резки вертикально расположенных труб содержит станину 1 , смонтированные . на
ней опору 2 для трубы 3, приводной шпиндель 4 для вращения трубы, узел 5 крепления резака 6, поворотный копирный диск 7, копирный ролик 8 с поводком, кинематически связанный с резаком 6, и узел 9 закрепления трубы.
Приводной шпиндель 4 выполнен в виде приводной гайки-шестерни 10, снабженной вертикально установленным винтом 11 и связанной через шестерню 1 2 с приводом 13.
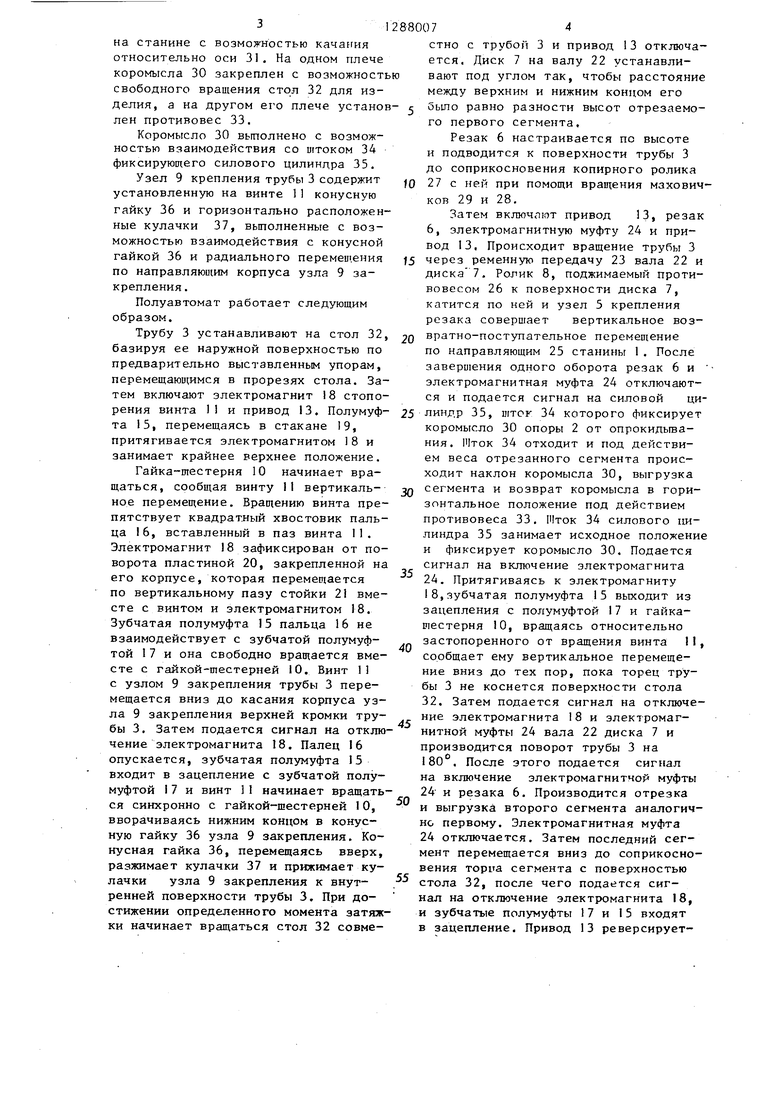
В гайке-шестерне 10 расположены два осевых направляющих отверстия, через которые проходят направляющие скалки 14.
Узел переключения привода на закрепление или вращение трубы 3 выполнен в виде муфты, одна из полумуфт 15 которой вьшолнена с ориентирующим пальцем 16, а вторая полумуф
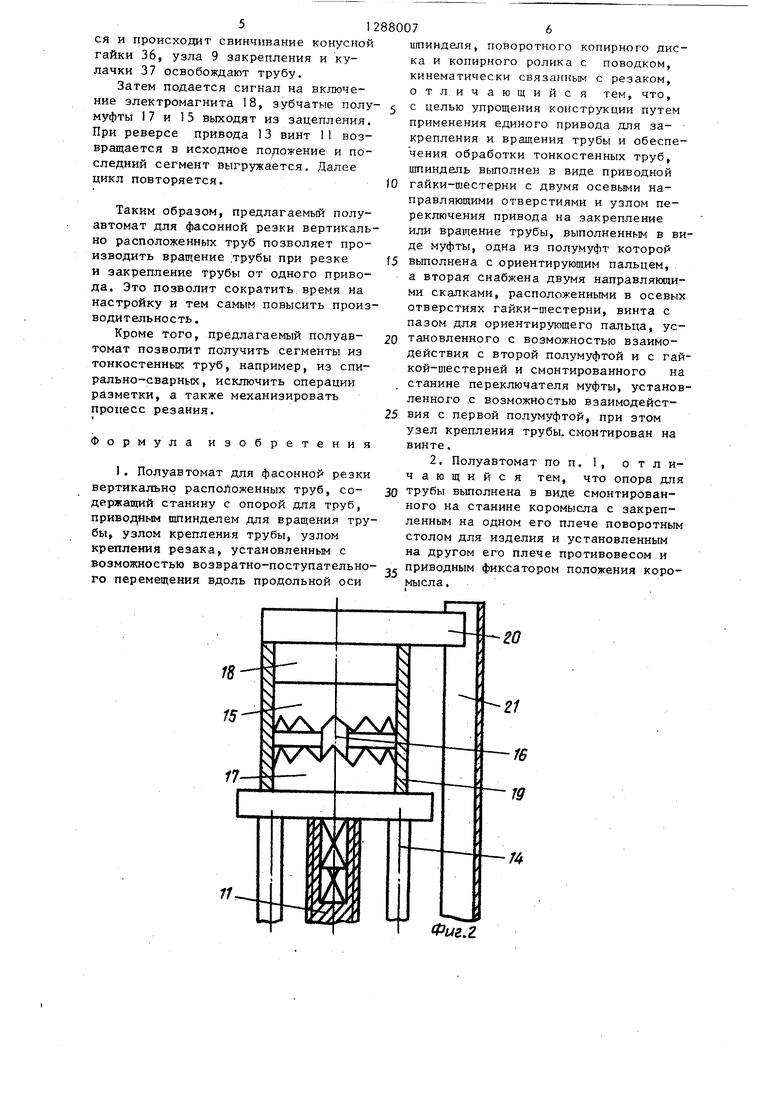
ку 36 осупгествляет закрепление трубы 3 на шпинделе А, Копирный диск 7,устанавливают под заданным углом резки, включают привод 13, резак 6 и электромагнитную муфту 24 и производят рез. Затем DITOK 34 отводят, под действием массы отрезанного сегмента происходит наклон коромысла и выгрузка сегмента. Далее под воздействием противовеса коромысло возвращается в исходное положение и фиксируется. 1 з.п. ф-лы, 3 ил.
O
5
0
0
5
5
та 17 снабжена направляющими скалка- ми 14, проходящими через отверстия гайки шестерни 10. Ориентирующий палец 16 вставлен своим квадратным хвостовиком с возможностью вертикального перемещения в соответствующий паз, выполненный в верхней части винта 11.
Над полумуфтой 15 с сохранением постоянного зазора установлен электромагнит 18 с возможностью взаимодействия с ней. Электромагнит 18 установлен в стакане 19, опирающимся на полумуфту 17, и снабжен пластиной 20, вьшолненной с возможностью перемещения по пазу стойки 21, установленной на кронпгтейне станины 1 .
Вал 22, на котором установлен поворотный копирный диск 7, связан посредством ременной передачи 23 со шпинделем и содержит электромагнитную муфту 24 отключения копирного диска от привода.
Узел 5 крепления резака 6 выполнен с возможностью возвратно-поступательного перемещения по направляющим 25 станины 1 под действием противовеса 26. Резак 6 снабжен копир- ньм роликом 27, обеспечивающим постоянный зазор резаком и поверхностью трубы и выполнен с возможностью горизонтального перемещения относительно корпуса узла крепления резака при помощи маховичка 28, а штанга. Несущая копирный ролик 8, - вертикального перемещения при помощи маховичка 29.
Опора 2 для трубы представляет собой коромысло 30, смонтированное
на станине с возможностью качаргия относительно оси 31. На одном плече коромысла 30 закреплен с возможность свободного вращения стол 32 для изделия, а на другом его плече установ лен противовес 33.
Коромысло 30 выполнено с возможностью взаимодействия со UITOKOM 34 фиксирующего силового цилиндра 35.
Узел 9 крепления трубы 3 содержит установленную на винте 11 конусную гайку 36 и горизонтально расположенные кулачки 37, выполненные с возможностью взаимодействия с конусной гайкой 36 и радиального перемещения по направляющим корпуса узла 9 закрепления .
Полуавтомат работает следующим образом.
Трубу 3 устанавливают на стол 32, базируя ее наружной поверхностью по предварительно выставленным упорам, перемещающимся в прорезях стола. Затем включают электромагнит 18 стопо- рения винта 11 и привод 13, Полумуф- та 15, перемещаясь в стакане 19, притягивается электромагнитом 18 и занимает крайнее верхнее положение.
Гайка-шестерня 10 начинает вращаться, сообщая винту 11 вертикаль- нов перемещение. Вращению винта препятствует квадратный хвостовик пальца 16, вставленный в паз винта 11. Электромагнит 18 зафиксирован от поворота пластиной 20, закрепленной на его корпусе, которая перемещается по вертикальному пазу стойки 21 вместе с винтом и электромагнитом 18. Зубчатая полумуфта 15 пальца 16 не взаимодействует с зубчатой полумуфтой 17 и она свободно вращается вместе с гайкой-шестерней 10. Винт П с узлом 9 закрепления трубы 3 перемещается вниз до касания корпуса узла 9 закрепления верхней кромки трубы 3, Затем подается сигнал на отключение электромагнита 18. Палец 16 опускается, зубчатая полумуфта 15 входит в зацепление с зубчатой полумуфтой I7 и винт 11 начинает вращаться синхронно с гайкой-шестерней 1 О, вворачиваясь нижним концом в конусную гайку 36 узла 9 закрепления. Конусная гайка 36, перемещаясь вверх, разжимает кулачки 37 и прижимает кулачки узла 9 закрепления к внут- ренней поверхности трубы 3. При достижении определенного момента затяжки начинает вращаться стол 32 совме
Q }5
0 5
5
0
5
0
стно с трубой 3 и привод 13 отключается. Диск 7 на валу 22 устанавливают под углом так, чтобы расстояние между верхним и нижним концом его было равно разности высот отрезаемого первого сегмента.
Резак 6 настраивается по высоте и подводится к поверхности трубы 3 до соприкосновения копирного ролика 27 с ней при помощи вращения маховичков 29 и 28.
Затем включают привод 13 резак 6, электромагнитную муфту 24 и привод 13, Происходит вращение трубы 3 через ременную передачу 23 вала 22 и диска 7. Ролик 8, поджимаемый противовесом 26 к поверхности диска 7, катится по ней и узел 5 крепления резака совершает вертикальное возвратно-поступательное перемещение по направляющим 25 станины 1. После завершения одного оборота резак 6 и электромагнитная муфта 24 отключаются и подается сигнал на силовой цилиндр 35, шток 34 которого Фиксирует коромысло 30 опоры 2 от опрокидьша- ния. 1Чток 34 отходит и под действием веса отрезанного сегмента происходит наклон коромысла 30, выгрузка сегмента и возврат коромысла в горизонтальное положение под действием противовеса 33. Иток 34 силового цилиндра 35 занимает исходное положение и фиксирует коромысло 30. Подается сигнал на включение электромагнита 24. Притягиваясь к электромагниту 18, зубчатая полумуфта 15 вьтходит из зацепления с полумуфтой 17 и гайка- шестерня 10, вращаясь относительно застопоренного от вращения винта 1I, сообщает ему вертикальное перемещение вниз до тех пор, пока торец трубы 3 не коснется поверхности стола 32. Затем подается сигнал на отключение электромагнита 18 и электромагнитной муфты 24 вала 22 диска 7 и производится поворот трубы 3 на 180. После этого подается сигнал на включение электромагнитной муфты 24 и резака 6. Производится отрезка и выгрузка второго сегмента аналогично первому. Электромагнитная муфта 24 отключается. Затем последний сегмент перемещается вниз до соприкосновения Topua сегмента с поверхностью стола 32, после чего подается сигнал на отключение электромагнита 18, и зубчатые полумуфты 17 и 15 входят в зацепление. Привод 13 реверсируется и происходит свинчивание конусной гайки 36, узла 9 закрепления и кулачки 37 освобождают трубу.
Затем подается сигнал на включение электромагнита 18, зубчатые полу- муфты 17 и 15 выходят из зацепления. При реверсе привода 13 винт II возвращается в исходное положение и последний сегмент выгружается. Далее цикл повторяется.
Таким образом, предлагаемый полуавтомат для фасонной резки вертикально расположенных труб позволяет производить вращение трубы при резке и закрепление трубы от одного привода. Это позволит сократить время на настройку и тем самым повысить производительность .
Кроме того, предлагаемый полуг в- томат позволит получить сегменты из тонкостенных труб, например, из спирально-сварных, исключить операции разметки, а также механизировать процесс резания.
Формула изобретения
1. Полуавтомат для фасонной резки вертикально расположенных труб, содержащий станину с опорой для труб, привод ным шпинделем для вращения трубы, узлом крепления трубы, узлом крепления резака, установленным с
15
шпинделя, поворотного копирного диска и копирного ролика с поводком, кинематически связа 1ным с резаком, отл. ичающийся тем, что, с целью упрощения конструкции путем применения единого привода для за- крепления и вращения трубы и обеспечения обработки тонкостенных труб, шпиндель выполнен в виде приводной гайки-шестерни с двумя осевыми направляющими отверстиями и узлом переключения привода на закрепление или вращение трубы, выполненным в виде муфты, одна из полумуфт которой вьтолнена с ориентирующим пальцем, а вторая снабжена двумя направляющими скалками, расположенными в осевых отверстиях гайки-щестерни, винта с пазом для ориентирующего пальца, установленного с возможностью взаимодействия с второй полумуфтой и с гайкой-шестерней и смонтированного на станине переключателя муфты, установленного .с возможностью взаимодейст- 25 ВИЯ с первой полумуфтой, при этом узел крепления трубы, смонтирован на винте.
2, Полуавтомат по п. 1, от л и- чающийся тем, что опора для трубы выполнена в виде смонтированного на станине коромысла с закрепленным на одном его плече поворотным столом для изделия и установленным на другом его плече противовесом и
20
30
возможностью возвратно-поступательно- „ приводным фиксатором положения коро- го перемещения вдоль продольной оси мысла.
шпинделя, поворотного копирного диска и копирного ролика с поводком, кинематически связа 1ным с резаком, отл. ичающийся тем, что, с целью упрощения конструкции путем применения единого привода для за- крепления и вращения трубы и обеспечения обработки тонкостенных труб, шпиндель выполнен в виде приводной гайки-шестерни с двумя осевыми направляющими отверстиями и узлом переключения привода на закрепление или вращение трубы, выполненным в виде муфты, одна из полумуфт которой вьтолнена с ориентирующим пальцем, а вторая снабжена двумя направляющими скалками, расположенными в осевых отверстиях гайки-щестерни, винта с пазом для ориентирующего пальца, установленного с возможностью взаимодействия с второй полумуфтой и с гайкой-шестерней и смонтированного на станине переключателя муфты, установленного .с возможностью взаимодейст- ВИЯ с первой полумуфтой, при этом узел крепления трубы, смонтирован на винте.
2, Полуавтомат по п. 1, от л и- чающийся тем, что опора для трубы выполнена в виде смонтированного на станине коромысла с закрепленным на одном его плече поворотным столом для изделия и установленным на другом его плече противовесом и
/4
Фиг.г
J5
31
3
сриг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для фасонной резки труб | 1979 |
|
SU829363A1 |
| Карусельный многопозиционный полуавтоматический станок непрерывного действия для обработки фасонных изделий | 1967 |
|
SU296370A1 |
| Станок для индукционной закалки изделий | 1984 |
|
SU1392116A1 |
| ПОЛУАВТОМАТ ДЛЯ ПОДШЛИФОВКИ МЕСТА КЛЕЙМЕНИЯ В РЕЗИНОВЫХ ПОДОШВАХ | 1968 |
|
SU211358A1 |
| Полуавтомат для заточки мелкомодульного многолезвийного инструмента | 1968 |
|
SU301030A1 |
| Станок для обработки ручьев переменного профиля прокатных валков | 1982 |
|
SU1060316A1 |
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТ | 1966 |
|
SU222843A1 |
| Устройство для навивки пружин | 1982 |
|
SU1087237A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ФАСОК НА ДИСКАХ | 1973 |
|
SU364416A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПЛАСТИН ПО КОНТУРУ | 2003 |
|
RU2238837C1 |
Изобретение относится к резке труб, в частности газопламенной,и может быть использовано в различных отраслях машиностроения и строительства. Цель изобретения - упрощение конструкции путем применения единого привода для закрепления и вращения трубы и обеспечение обработки тонкостенных труб. На станине смонтированы опора 2 для трубы 3, приводной (Л 1.
Составитель Е.Крюкова Редактор В.Иванова Техред М.Ходанич
Заказ 7753/13 Тираж 972Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор Е.Сирохман
| Авторское свидетельство СССР № | |||
| Станок для фасонной резки труб | 1979 |
|
SU804275A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| СТАНОК ДЛЯ ФАСОННОЙ РЕЗКИ ТРУБ | 0 |
|
SU282904A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
