Известные устройства для кантовки сортового проката не находят применения для кантовкн рельс на ннсиекторских стеллажах н поэтому кантовка их осуществляется с применением ручного труда.
Предлагаемая конструкция кантователя позволяет кантовать рельсы и другие профили проката с постановкой их на любую плоскост з на инспекторских стеллажах без применения ручного труда.
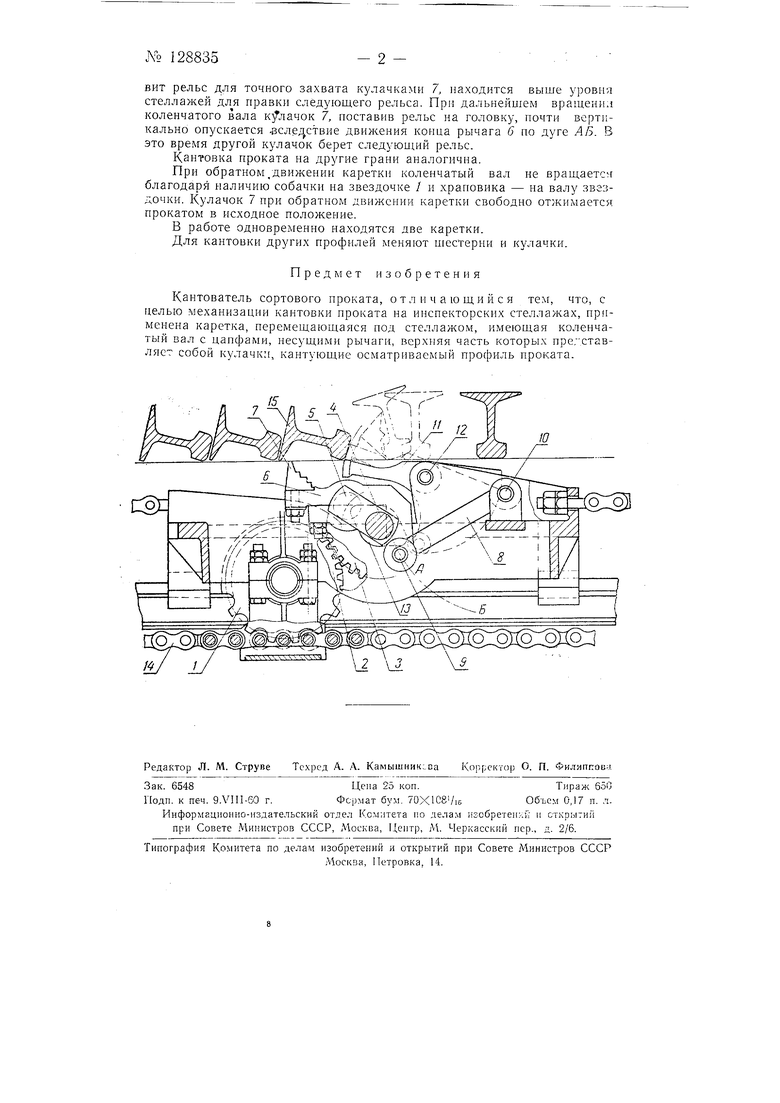
На чертеже показан кантователь в общем виде.
Он состоит из каретки, перемещающе1 1ся по нап 5авляющнм под стеллажом при помощи бесконечной цепи Галля. На каретке расположена звездочка 1, сидящая на одном валу с шестерней 2, имеющей сценлеиие с илестерней 3, сидящей на коническом хвостовике коленчатого вала 4. Последний двумя цапфами сидит в подшииииках каретки. На двух цапфах коленчатого вала 5, расположенных под углом 180° друг к другу, расположены рычаги 6. Одно плечо каж.аого рычага выполнено в виде кулачка 7. Другое плечо каждого рычага 6 соединено с рычагом 8 с осью 9. Рычаг 8 вращается вокруг неподвнжной оси 10. На каретке находится упор /У, который вращается вокруг неподвижной оси 12. На коленчатом валу 4 помещен отжим 13, соприкасающийся с роликом, закрепленным на плече упора //.
При движении бесконечной цени Галля каретка движется в направлении проката, а нижняя ветвь цепи 14-в обратном направлении и вращает звездочку /. Вращение через шестернн 2 и 3 передается коленчатому валу 4. При вращении последнего цанфа коленчатого вала 5 поднимает рычаг 6. Кулачок 7 соприкасается с рельсом 15. Упор //, выправив положение рельса для точного захвата его кулачкалш 7, пр1П1уд;1тельно опускается в нижнее положение отжимом 13. При дальнейн1елг вращении коленчатого вала кулачок 7 ставит рельс головкой на плечо упора //, опять вышедщего в верхнее поло кенне. Под действием веса рельса плечо упора J1 опускается. Конец плеча унора //, которьп правит рельс для точного захвата кулачками 7, иаходится выше уровня стеллажей правки следуюидего рельса. При дальнейшем вращенил коленчатого вала кулачок 7, иоставив рельс на головку, почти вертикально опускается .всле;: ствие движения коица рычага 6 по дуге АБ. В это время другой кулачок берет следуюший рельс.
Кантовка проката на другие грани аналогичиа.
При обратном/движении каретки коленчатый вал не враш,аетсн благодаря наличию собачки на звездочке / и храповика - на валу звездочки. Кулачок 7 при обратном движеиии каретки свободно отжимается прокатом в исходное положение.
В работе одновременно находятся две каретки.
Для кантовки других профилей меняют шестерни и кулачки.
Предмет изобретения
Кантователь сортового проката, о т л и ч а ю ш, и и с я тем, что, с целью мехаиизации кантовки проката на инспекторских стеллажах, применена каретка, перемеш,аюшаяся под стеллажом, имеюш,ая коленчатый вал с цапфами, несуш,ими рычаги, верхняя часть которых прегставляет собой кулачки, кантующие осматриваемый профиль проката.
Л 5 Д f г
| название | год | авторы | номер документа |
|---|---|---|---|
| Пакетировочная машина для сортового проката андриенко | 1976 |
|
SU604602A1 |
| Самоцентрирующий кантователь заготовок и проката | 1960 |
|
SU136696A1 |
| Кантователь для инспекторских стеллажей сортовых и рельсобалочных станов | 1958 |
|
SU119164A1 |
| Автоматическое устройство для обработки торцов проката | 1987 |
|
SU1469704A1 |
| Устройство для правки концовСОРТОВОгО пРОКАТА | 1979 |
|
SU837459A1 |
| Кантователь сортового проката | 1981 |
|
SU994069A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1972 |
|
SU346153A1 |
| Устройство для подачи профильного проката в пресс-ножницы | 1982 |
|
SU1038116A1 |
| Кантователь заготовок на стеллаже | 1985 |
|
SU1380826A1 |
| Кантователь сортового проката | 1956 |
|
SU109837A1 |
