Известные прессы для изготовления трубных колен путем протмлкивания с одновременным нагревом труб-заготовок через рогообразньлй сердечник, не приспособлены для непрерывного изготовления трубных колен, вследствие чего производительность таких прессов невысокая.
Отличительной особенностью описываемого пресса является выпо.чнение Зстройства для захвата и продвижения заготовки в виде двух поочередно работающих клиновых механизмов, приводимых в действие при помощи двух групп короткоходных гидравлических цилиндров, размещенных в одном блоке, что позволяет осуществлять непрерывное проталкивание через сердечник трубы-заготовки. .Таким образом, процесс изготовления колен происходит без остановки пресса.
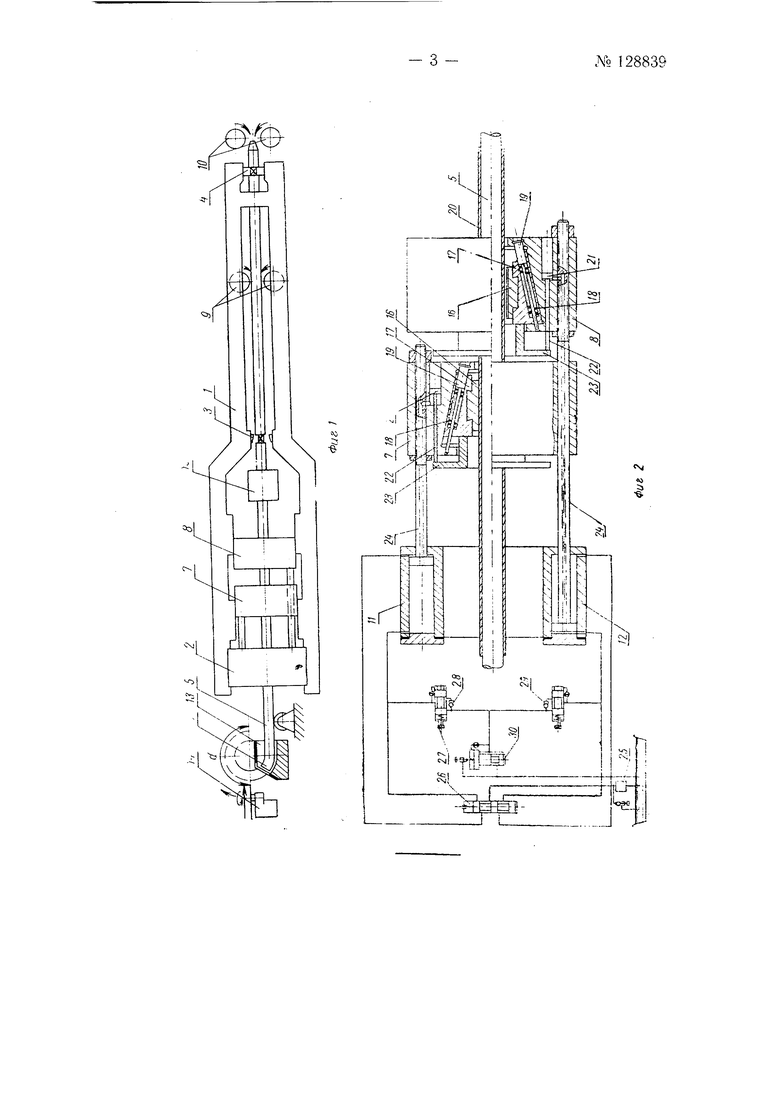
На фиг. 1 показана принципиальная схема пресса; на фиг. 2 - конструктивная схема механизма проталкивания и гидросхема пресса.
Основой нресса является станина /, жестко соединяющая блок 2 цилиндров с замками 3 и 4, удерживающими итангу 5 от перемещения под воздействием усилия пресса, пере.даваемого через трубу-заготовку (на фиг. 1 не показана) на рогообразный сердечник 6 и 5. Заготовка продвигается по пгтанге к грубным захватам 7 и 8 при помоади подающих роликов 9 и 10. Захваты, работая поочередно, непрерывно продвигают трубу к рогообразному сердечнику. Перемен ен 1е захватов осуидествляется при помощи группы гидравлических цилиндрО13 // и 12 (фиг. 2), размещенных в блоке 2 и соединенных соответственно с захватами 7 и 5.
Нагрев заготовки осуществляется в процессе гибки в нагревательной мечи 13 После того как согнутое на заданный угол колено сойдет с сердечника, оно отрезается пилой 14.
После прохождения задним торцом трубы замка 3, последний закрывается, воспринимая через щтангу усилие пресса. открывается
№ 128839
, и очередная труба посредством роликов 10 и 9 подастся по вп(Убсрр ствОМежду замками. Трубы свариваются в стык irp.i iqMouin(;yiaiififiHpH головки 15, перемещающейся вместе с ними. : 1|3ажим трубы if захватах производится губками 16 (фиг. 2) уста|10вле 1«йМ 11Й йАипьях i7. При помощи пружин 18 клинья разводятся, скользя л§,ка,паа.вляю1Лим валам 19, удерживающим клинья при отеутhBHki их кйпгакта с трубой 20.
Усилие, ыеоб.ходимое для сжатия пружин и перемепдепия клиньев в рабочее положение, передается па клинья от порщней 21 вспо.могательных цилиндров при noiMOHj,H щтоков 22 и нажимного ф-ланца 23. Зажим клиньев осуществляется путе.м передачи давления лсидкости из полостеГ цилиндров // и 12 через каналы в щтоках 24 под порщни 21.
Для действия механизма нроталкиваиия рабочая жидкость от пасоса 25 подается к реверсивпому золотнику 26 и от него поступает в группу цилиндров //, перемещая их порпщи и вытесняя жидкость из иротмвоположпых полостей иод некоторым давлением, создаваемым подпорным клапаном 27, которое достаточно для сжатия пружии 18 и запирапия клиньев 17.
Вытесняемая из группы цилиндров 11 жидкост, не имея возможности цройти через обратные клапаны 28 и 29, поступает в полости группы цилиндров 12, иорщпп 1 оторых пачипают осуп;ествлять е)братпый ход трубного за.хвата 8.
Посте прихода захвата 8 в исходное положение давление в цилиндрах 12 возрастает, и избыток жидкости сливается через предохраиите,тьиын к.тапан 30.
Пред м е и 3 о б р е т е п и я
Пресс дли из1 отовлеиия трубиых ко.теи iiyjeM ирота,.ткиваиня с одиовремениым нагревом труб-заготовок через рогообразиый сердечн1гк, с применением размещенных на станине подаюи1их роликов, зажимгп гх замков, жестко связаииой с сердечником иаиравляющей и танги, устройства для захвата и продвижения заготовкн и привода, отличающийся тем, что, с целью осуществления пепрерывиого проталкивания через сердечник трубы-заготовки и изготовления колен без остановки пресса, устройство для захвата и продвижения заготовки выполпено в виде двух поочередно работающих клиновых механизмов, приводимых в действие при помоиш двух групп короткоходиых гидравлических ци/шндров, размещенных в одио.м блоке.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ОТВОДОВ | 1990 |
|
SU1792002A1 |
| Газовая печь для нагрева трубчатых заготовок | 1960 |
|
SU134706A1 |
| Устройство для развертывания на плоскость заготовок, отформованных в виде трубы | 1957 |
|
SU109773A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ КОЛЕН ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2098207C1 |
| Линия протяжки отводов | 1979 |
|
SU804054A1 |
| ЗАХВАТ КЛИНОВОЙ | 1992 |
|
RU2110706C1 |
| Устройство для шаговой подачи обраба-ТыВАЕМОй зАгОТОВКи | 1977 |
|
SU729905A1 |
| Устройство для гидравлической штамповки полых деталей с отводами | 1975 |
|
SU599885A1 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2422229C1 |
| Механизм удержания оправочного стержня | 1977 |
|
SU657881A1 |