Изобретение относится к машиностроению, в частности, к прессам для производства крутоизогнутых отводов путем протяжки труб-заготовок через рогообразный сердечник.
Известен пресс для изготовления крутоизогнутых отводов, содержащий станину в виде соединенных горизонтальными колоннами неподвижных траверс и размещенный на станине механизм протяжки труб через рогообразный сердечник.
Известен также пресс для изготовления отводов, принятый за прототип, содержащий раму в виде смонтированных соосно на основании передней и задней стоек, механизм протяжки и гибки труб в виде смонтированной соосно стойкам с возможностью возвратно-поступательного перемещения между ними по направляющим колонкам траверсы с захватом, установленной соосно стойкам и траверсе штанги с рогообразным сердечником, силовой и несиловой замок, и механизм для подачи трубных заготовок с бункером-накопителем, имеющим отверстия для прохода трубных заготовок и направляющий лоток.
Недостатками известной конструкции пресса являются большие габариты, высокая металлоемкость и относительная сложность конструкции, а также необходимость укладывать заготовки в бункер ориентированно.
Целью изобретения является экономия производственных площадей и упрощение конструкции технологического оборудования.
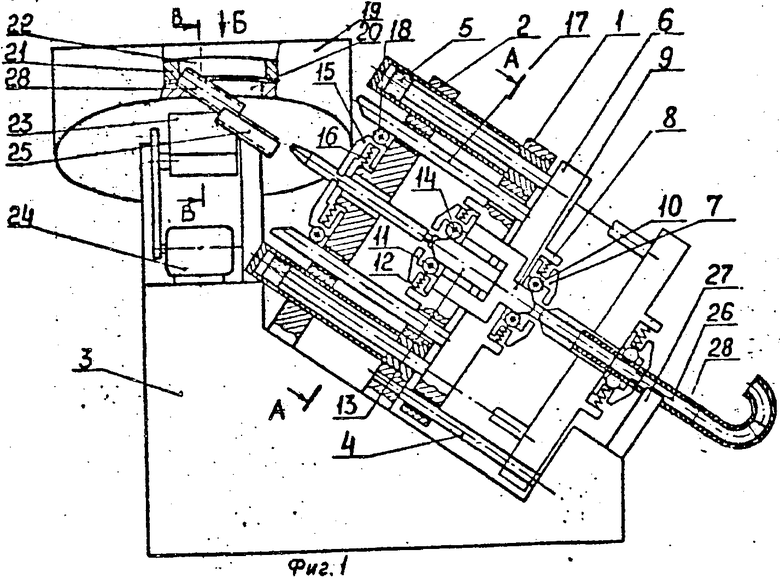
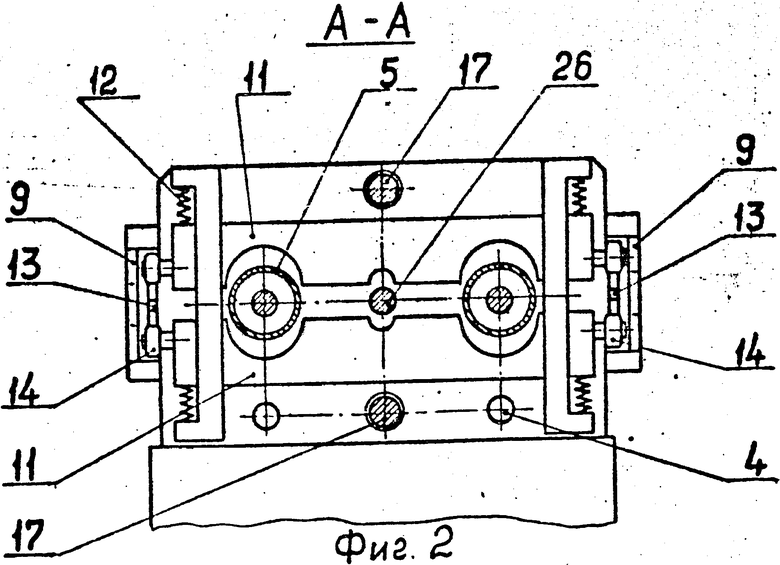
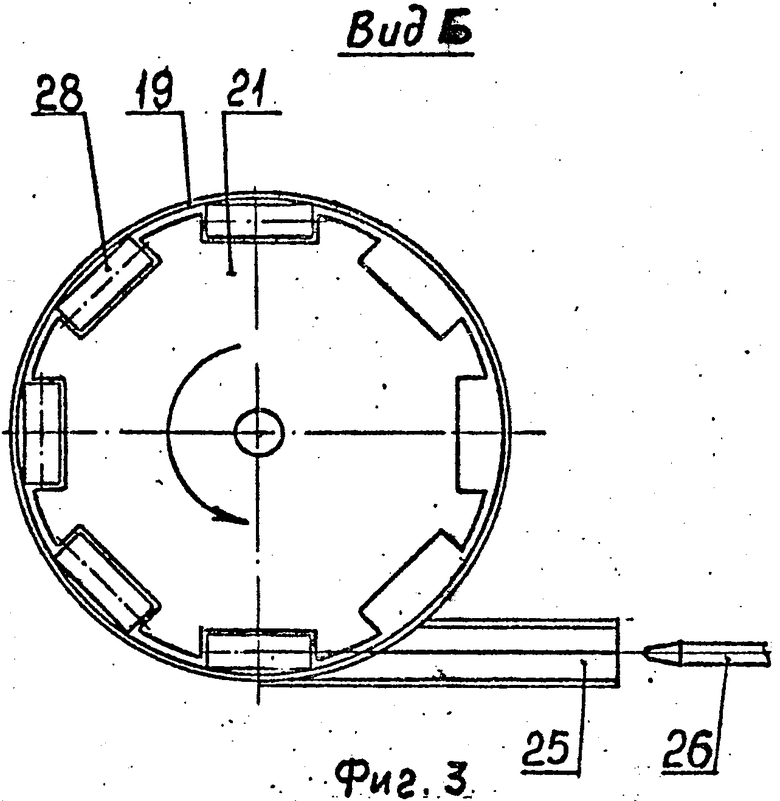
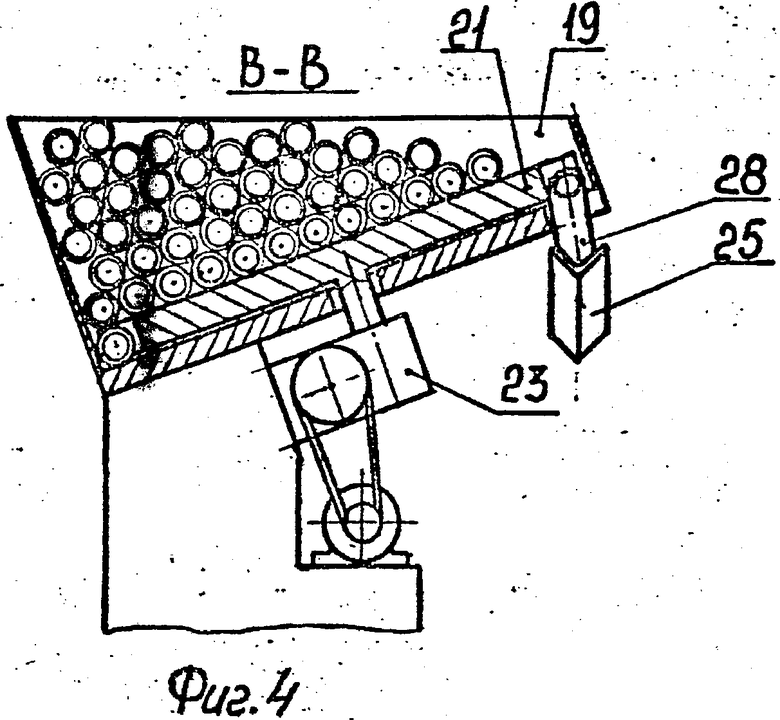
На фиг. 1 показан общий вид пресса; на фиг.2 - разрез А-А на фиг.1; на фиг.3 - вид Б на фиг.1; на фиг.4 - разрез В-В на фиг.1.
Пресс состоит из передней 1 и задней 2 стоек, образующих раму, установленную на основании 3.
В передней стойке 1 и на основании 3 закреплены наклоненные к горизонтальной плоскости направляющие колонки 4, на которых с возможностью перемещения от силовых цилиндров 5, закрепленных в стойках 1 и 2, установлена траверса 6 с захватом, содержащим ползушки 7, пружины 8, клиновой копир 9, закрепленные на передней стойке 1, и ролики 10.
На передней стойке 1 установлен силовой замок, содержащий ползушки 11, пружины 12, клиновой копир 13, закрепленные на траверсе 6, и ролики 14.
На задней стойке 2 установлен несиловой замок, содержащий ползушки 15, пружины 16, клиновой копир 17, закрепленные на траверсе 6, и ролики 18.
За стойкой 2 размещено устройство для подачи трубных заготовок, содержащее наклонный бункер-накопитель 19 с отверстием 20 в верхней зоне его днища, диск 21 с пазами 22, установленный с возможностью вращения от привода, включающего редуктор 23, двигатель 24, и направляющий лоток 25.
Штанга с рогообразным сердечником 26, опирающаяся на опору 27, установлена под углом к горизонтальной плоскости. В бункере-накопителе 19 находятся трубчатые заготовки 28.
Пресс работает следующим образом.
Перед началом работы механизмы пресса расположены в исходном положении.
Трубы-заготовки 28 навалом загружают в бункер-накопитель 19 и включают вращение диска 21.
Заготовки 28, попавшие в пазы 22 диска 21, перемещаются вверх по днищу бункера-накопителя 19. При совмещении паза 22 с отверстием 20 заготовка 28 попадает на направляющий лоток 25, включая переключатель, установленный на нем (на чертеже не показан).
От сигнала переключателя вращение диска 21 прекращается и начинается рабочий ход траверсы 6 от цилиндров 5, а труба-заготовка 28, перемещаясь по направляющему лотку 25, наезжает на штангу 26 и упирается в ползушки 15 несилового замка. По ходу вперед траверсы 6, перемещающиеся вместе с ней клиновые копиры 13, освобождают пружины 12, которые закрывают ползушки 11 силового замка, зажимающие штангу 26.
Одновременно ролики 10, перемещаясь с траверсой 6, съезжают с клиновых копиров 9, освобождая пружины 8, которые закрывают ползушки 7 захвата. Перемещающиеся вместе с траверсой 6 клиновые копиры 17 освобождают пружины 16, открывающие ползушки 15 несилового замка, открываются, пропуская трубу-заготовку 28 по штанге 26 до упора в ползушки 11 силового замка.
При дальнейшем перемещении траверсы 6 вперед, ползушки 7 захвата, упираясь в торец крайней заготовки 28, перемещают весь столб ранее загруженных на штангу 26 заготовок, осуществляя их протяжку через рогообразный сердечник.
В конце рабочего хода траверсы 6 срабатывает переключатель конца рабочего хода (на чертеже не показан), по сигналу от которого траверса 6 совершает обратный ход.
В конце обратного хода совершаются следующие последовательные перемещения механизмов пресса (от соответствующих клиновых копиров 17, 13 и 9); закрываются ползушки 15 и открываются ползушки 11 и 7. При этом заготовки 28, находившиеся между силовым и несиловым замками, после открытия ползушек 11 и 7 перемещаются вперед по штанге 26 до упора в заготовки 28, находящиеся на переднем участке штанги 26.
В конце обратного хода траверсы 6 срабатывает переключатель обратного хода (на чертеже не показан), по сигналу от которого траверса 6 останавливается и включается вращение диска 21.
Затем цикл повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для изготовления крутоизогнутых отводов | 1978 |
|
SU764771A1 |
| Устройство для гибки труб | 1978 |
|
SU733783A1 |
| Пресс для изготовления крутоизогнутых отводов | 1974 |
|
SU512824A1 |
| Гидравлический пресс для изготовления крутоизогнутых отводов | 1978 |
|
SU774678A1 |
| Устройство для изготовления отводов | 1989 |
|
SU1682006A1 |
| Устройство для изготовления крутоизогнутых отводов | 1984 |
|
SU1260061A1 |
| Линия протяжки отводов | 1979 |
|
SU804054A1 |
| Пресс для изготовления трубных отводов | 1977 |
|
SU622533A1 |
| Устройство для изготовления крутоизогнутых отводов | 1981 |
|
SU965550A1 |
| Пресс для изготовления крутоизог-нутых отводов | 1974 |
|
SU508294A1 |
Использование: для изготовления крутоизогнутых отходов. Сущность изобретения: трубные заготовки навалом загружают в бункер-накопитель, и вращением диска они перемещаются по днищу бункера и попадают на склиз. Далее трубная заготовка наезжает на штангу и упирается в ползушки несилового замка. При ходе вперед траверсы перемещающиеся с ней клинья освобождают пружины, которые закрывают ползушки силового замка, зажимающие штангу. Одновременно ролики, перемещаясь с траверсой, съезжают с клиньев, освобождая пружины, которые закрывают ползушки захвата. При дальнейшем перемещении траверсы вперед ползушки захвата, упираясь в торец крайней заготовки, перемещают весь столб ранее загруженных на штангу заготовок, осуществляя их протяжку через рогообразный сердечник. В конце рабочего хода от соответствующих клиньев закрываются ползушки несилового замка и открываются ползушки захвата и силового замка. 1 з.п.ф-лы, 4 ил.
| Каталог "Изготовление и монтаж технологических трубопроводов" | |||
| М.: ЦБТИ, 1967, с.41-43. |

