1
Изобретение относится к обработке металлов давлением и может быть использовано при экспериментальном определении коэффициента контактного трения, значение которого необходимо для исследования и разработки конкретных технологических процессов объемной штамповки.
Цель изобретения - уменьшение трудоемкости испытания благодаря использованию всего лишь одной пары бойков для конкретного эксперимента и повышения точности измерений коэффициента трения.
Сущность способа состоит в следующем.
Бочкообразность заготовки после осадки зависит от контактного трени между поверхностями давящего инструмента и заготовки. Повышение коэффициента контактного трения всегда увеличивает бочкообразность, котора является внешним выражением неоднородности деформации при осадке.
Таким образом, при деформировани на бойках со сферическими торцами мталл образца будет заполнять сферические поверхности бойков без нарушения исходной цилиндричности до те пор, пока соблюдается приближенное соотношение
Кб
5
егде г - касательные напряжения;
напряжения течения металла (в данном случае они равны нормальным напряжениям); k - коэффициент соотношения между 65 и г. К 0,58. В общем случае коэффициент трения определяют как тангенс угла между нормальной силой и равнодействующей который называют углом трения. Следовательно, при деформировании в вогнутых сферических бойках металл образца будет заполнять сферические поверхности бойков без нарушения
исходной цилиндричности образца, по- Q полушайбы 3, внутренний диаметр которых равен диаметру образца 1, затем опускают верхний боек 4 в соприкосновение с образцом.
После подготовки образца к испы- г танию полушайбы 3 снимают и подводят штоки индикаторов 3 и 6 к образующей образца до касания, как это показано на фиг. 1, Причем один из штоков должен быть на половине выка коэффициент трения не достигнет такого значения, при котором будет наблюдаться бочкообразовапие, т.е. при соблюдении соотношения 6 и г. Таким образом, коэффициент трения будет характеризоваться максимальным заполнением металлом образца сферических поверхностей бойков дл начального момента бочкообразования.
5
0
5
При этом полного заполнения сферической поверхности бойка металлом деформируемого образца до начала бочкообразования не может произойти, поскольку в противном случае касательная к сферической поверхности осаженного образца образует с горизонтальной плоскостью угол 0°, tg О 0, следовательно, коэффициент
трения О, что абсолютно невозможно. Поэтому центральный участок торца образца не будет подвергнут воздействию деформирующего инструмента, а следовательно, будет четкая граница между сферическим участком торца образца, деформировавшимся в результате контакта с бойком, и плоским центральным участком, не имевшим
контакта с бойком.
Соотношение радиуса сферической поверхности бойков и образца выбрано из условия равенства тангенса угла, образованного торцом недеформированного образца, и касательной, проведенной к сферической поверхности бойка в точке на линии контакта образца и бойка, коэффициенту сухого трения, который равен 0 примерно 0,57, что соответствует тангенсу угла ЗО. Из этого следует, что радиус сферы бойка должен в
2 раза превышать радиус так как sin 30 0,5. 1
образца.
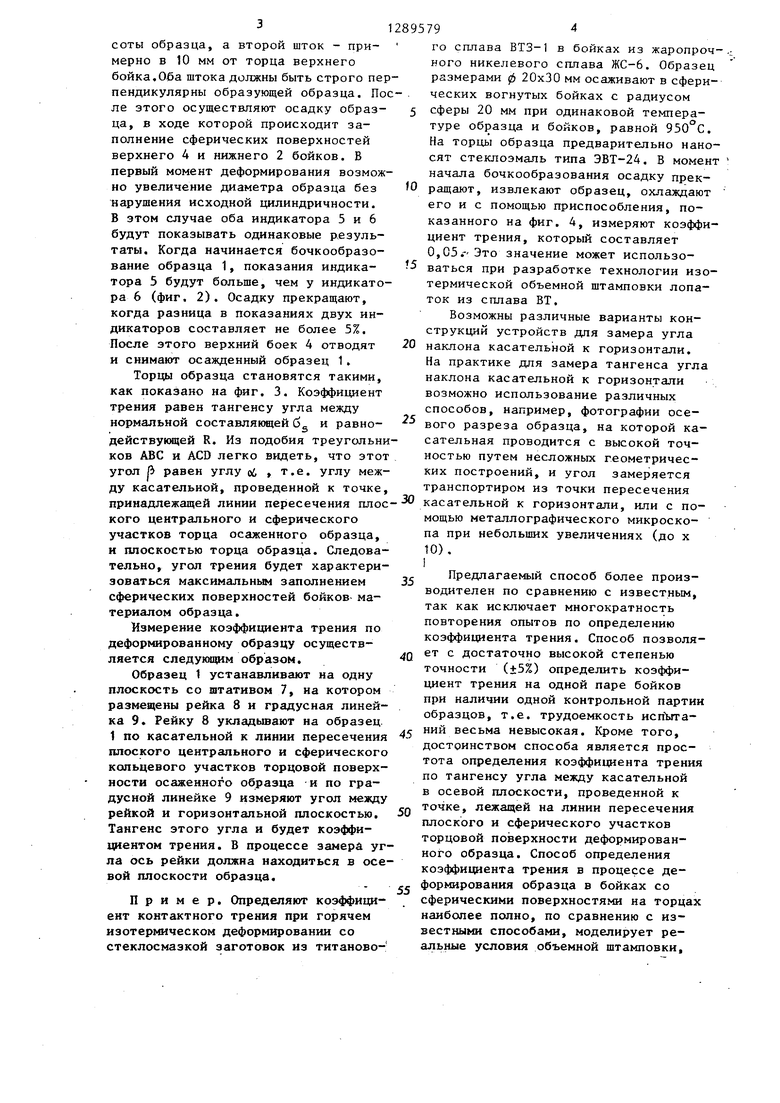
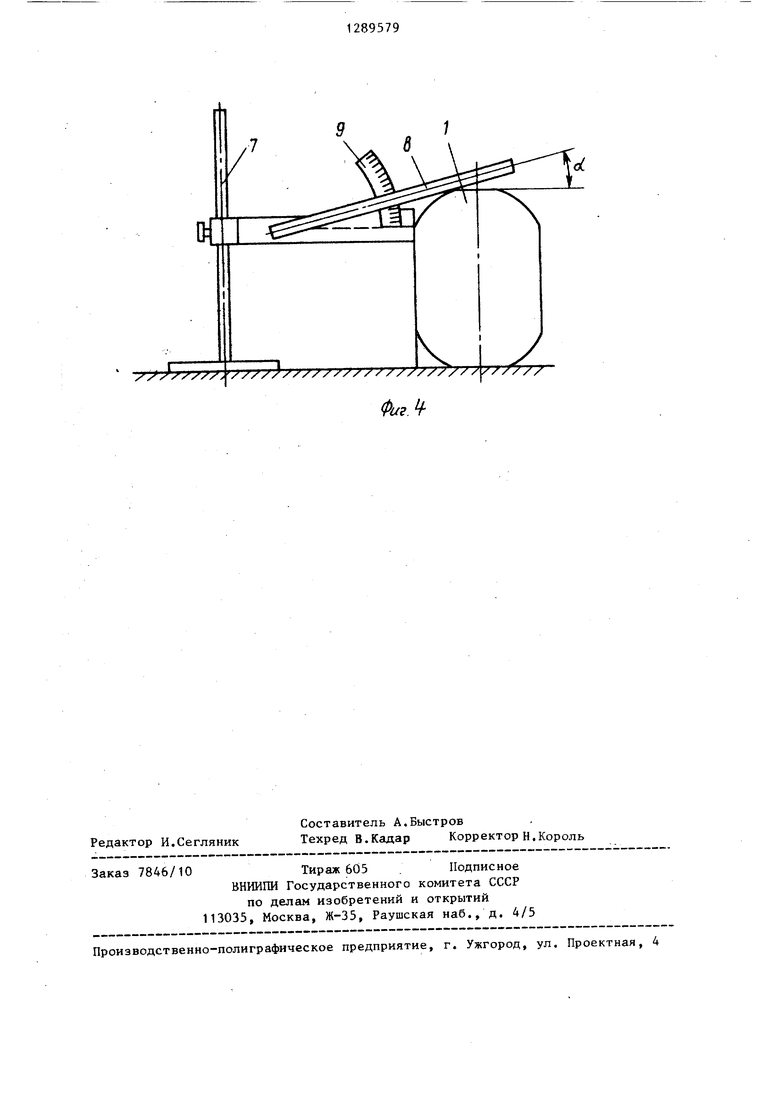
J2 На фиг. 1 показана схема установки образца в сферических бойках и приборов, контролирующих бочкообразность; на фнг. 2 - схема осадки образца и контроля его бочкообраз40 ности; на фиг. 3 - схема действия сил в процессе осадки образца; на фнг. 4 - схема осуществления замера коэффициента трения по осажденному образцу.
45 Способ осуществляется следующим образом.
Цилиндрический образец 1 помещаю на нижний боек 2 и, для центровки образца, с двух сторон накладывают
соты образца, а второй шток - примерно в 10 мм от торца верхнего бойка,Оба штока должны быть строго перпендикулярны образующей образца. После этого осуществляют осадку образца, в ходе которой происходит заполнение сферических поверхностей верхнего 4 и нижнего 2 бойков. В первый момент деформирования возможно увеличение диаметра образца без нарушения исходной цилиндричности. В этом случае оба индикатора 5 и 6 будут показывать одинаковые результаты. Когда начинается бочкообразо- вание образца 1, показания индикатора 5 будут больше, чем у индикатора 6 (фиг. 2). Осадку прекращают, когда разница в показаниях двух индикаторов составляет не более 5%. После этого верхний боек 4 отводят и снимают осажденный образец 1,
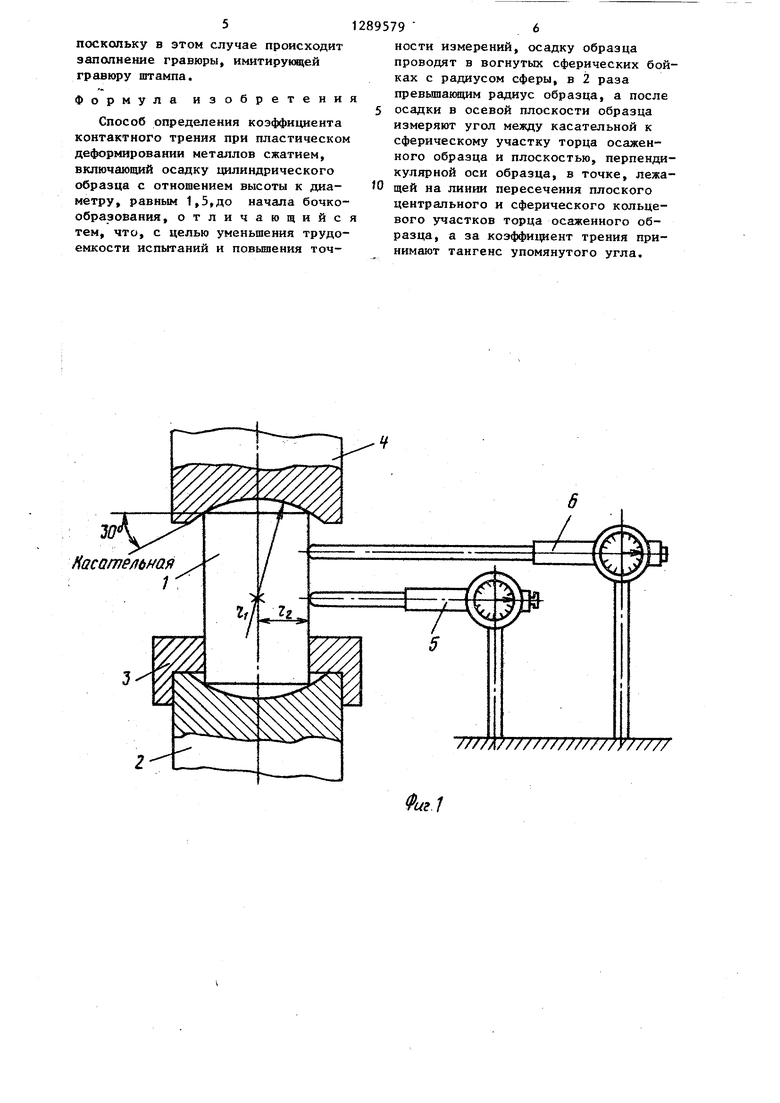
Торцы образца становятся такими, как показано на фиг. 3. Коэффициент трения равен тангенсу угла между нормальной составляющей б и равно- действукнцей R. Из подобия треугольников ABC и ACD легко видеть, что этот угол (Ь равен углу о , т.е. углу между касательной, проведенной к точке, принадлежащей линии пересечения плос кого центрального и сферического участков торца осаженного образца, и плоскостью торца образца. Следовательно, угол трения будет характеризоваться максимальным заполнением сферических поверхностей бойков материалом образца.
Измерение коэффициента трения по деформированному образцу осуществляется следукхцим образом.
Образец 1 устанавливают на одну плоскость со штативом 7, на котором размещены рейка 8 и градусная линейка 9. Рейку 8 укладывают на образец. 1 по касательной к линии пересечения плоского центрального и сферического кольцевого участков торцовой поверхности осаженного образца и по градусной линейке 9 измеряют угол между рейкой и горизонтальной плоскостью. Тангенс этого угла и будет коэффициентом трения. В процессе замерй угла ось рейки должна находиться в осевой плоскости образца.
Пример. Определяют коэффициент контактного трения при горячем изотермическом деформировании со стеклосмазкой заготовок из титаново10
5
20
25
30
35
40
45
50
55
го сплава ВТЗ-1 в бойках из жаропрочного никелевого сплава ЖС-6. Образец размерами ф 20x30 мм осаживают в сферических вогнутых бойках с радиусом сферы 20 мм при одинаковой температуре образца и бойков, равной 950 С. На торцы образца предварительно наносят стеклоэмаль типа ЭВТ-24. В момент начала бочкообразования осадку прекращают, извлекают образец, охлаждают его и с помощью приспособления, показанного на фиг. 4, измеряют коэффициент трения, который составляет 0,05. Это значение может использоваться при разработке технологии изотермической объемной штамповки лопаток из сплава ВТ.
Возможны различные варианты конструкций устройств для замера угла наклона касательной к горизонтали. На практике для замера тангенса угла наклона касательной к горизонтали возможно использование различных способов, например, фотографии осевого разреза образца, на которой касательная проводится с высокой точностью путем несложных геометрических построений, и угол замеряется транспортиром из точки пересечения касательной к горизонтали, или с помощью металлографического микроскопа при небольших увеличениях (до х 10). i
Предлагаемый способ более производителен по сравнению с известным, так как исключает многократность повторения опытов по определению коэффициента трения. Способ позволяет с достаточно высокой степенью точности (±5%) определить коэффициент трения на одной паре бойков при наличии одной контрольной партии образцов, т.е. трудоемкость испЪгга- ний весьма невысокая. Кроме того, достоинством способа является простота определения коэффициента трения по тангенсу угла между касательной в осевой плоскости, проведенной к точке, лежащей на линии пересечения плоского и сферического участков торцовой по1зерхности деформированного образца. Способ определения коэффициента трения в процессе деформирования образца в бойках со сферическими поверхностями на торцах наиболее полно, по сравнению с из- вестныьш способами, моделирует реальные условия объемной штамповки.
поскольку в этом случае происходит заполнение гравюры, имитирукщей гравюру штампа.
Формула изобретения
Способ определения коэффициента контактного трения при пластическом деформировании металлов сжатием, включающий осадку цилиндрического образца с отношением высоты к диаметру, равным 1,5,до начала бочко- образования, отличающийся тем, что, с целью уменьшения трудоемкости испытаний и повышения точ289579 6
ности измерений, осадку образца проводят в вогнутых сферических бойках с радиусом сферы, в 2 раза превышающим радиус образца, а после осадки в осевой плоскости образца измеряют угол между касательной к сферическому участку торца осаженного образца и плоскостью, перпендикулярной оси образца, в точке, лежа 0 щей на линии пересечения плоского центрального и сферического кольцевого участков торца осаженного образца, а за коэффициент трения принимают тангенс упомянутого угла.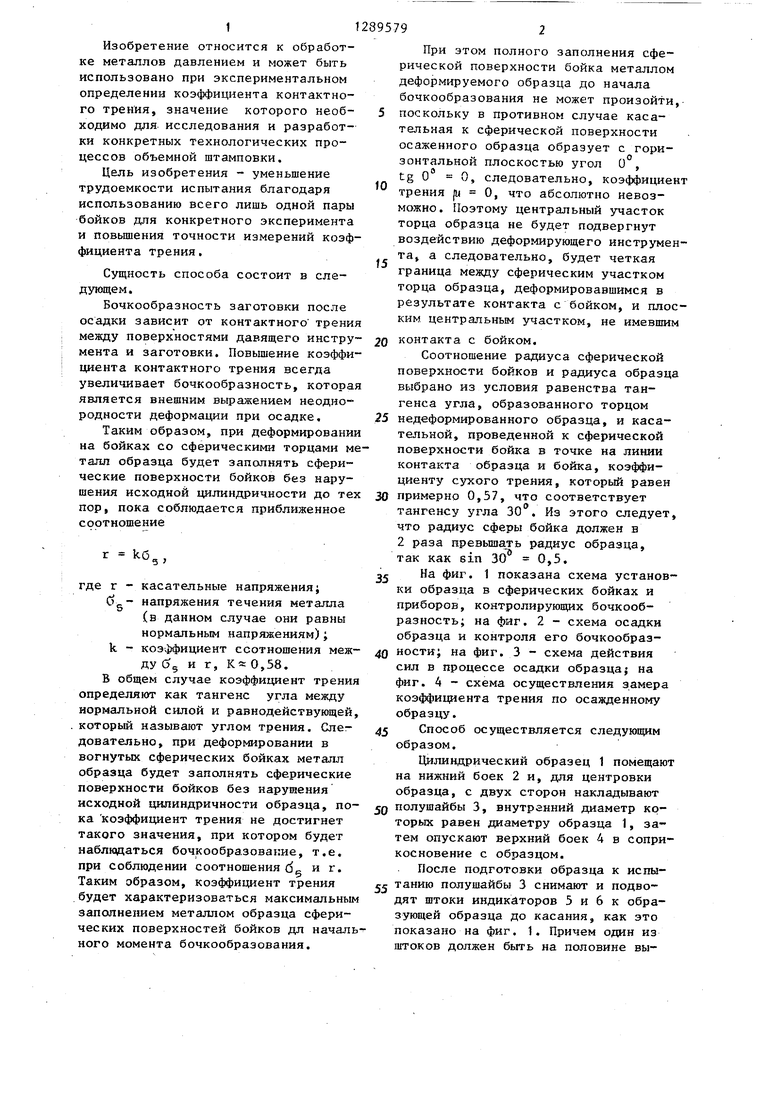
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ТРЕНИЯ ПРИ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ | 2012 |
|
RU2505797C2 |
| Способ определения силы контактного трения при ударном пластическом деформировании цилиндрического образца | 1986 |
|
SU1381376A1 |
| Способ определения удельной силы трения | 1982 |
|
SU1096543A1 |
| Комплект пары бойков и образца для определения коэффициента внешнего трения при пластической деформации металла | 1953 |
|
SU99015A1 |
| Способ сравнительной оценки эффективности технологических смазок | 1989 |
|
SU1752472A1 |
| Инструмент для ковки слитка | 1987 |
|
SU1683854A1 |
| Способ определения сил контактного трения при осадке | 1978 |
|
SU748151A1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| Способ оценки эффективности технологических смазок при горячем деформировании металлов | 1990 |
|
SU1741015A1 |
| СПОСОБ ОЦЕНКИ ДЕФОРМИРУЕМОСТИ МАТЕРИАЛА | 1995 |
|
RU2137107C1 |
Касательная
////Л/7////////////7/////
/////// ///////////// ////
Фи.г
&
л jy
Фи2.
x//.
/ ///X/XX///X//////
i У
/ /у / / /
Редактор И.Сегляник
Составитель А.Быстрое
Техред В.Кадар КорректорН.Король
7846/10
Тираж 605 . Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг.
| Губкин С.И | |||
| Экспериментальные вопросы пластической деформации металлов | |||
| М.: ОНТИ, 1934, вып | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
